
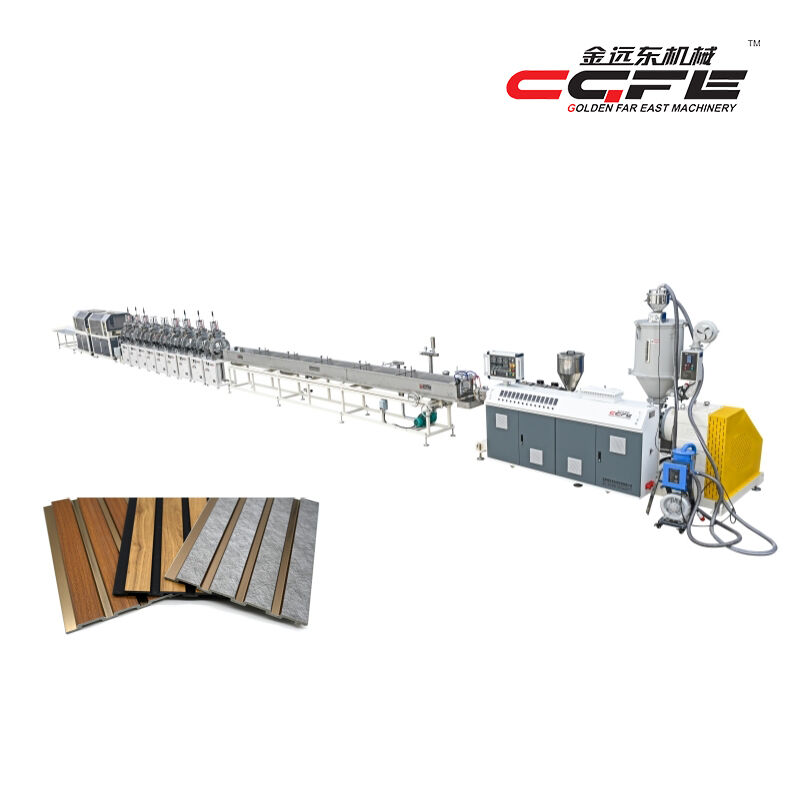
PS պրոֆիլների արտադրական գիծը բարդ արտադրական համակարգ է, որը նախատեսված է պոլիստիրոլի (PS) պրոֆիլների արտադրության համար՝ շարունակական էքստրուդերային գործընթացի միջոցով։ Այս արդյունաբերական սարքավորումը հումքային պոլիստիրոլի գրանուլները վերափոխում է ճշգրիտ ձևավորված պրոֆիլների, որոնք օգտագործվում են շինարարության, մատակարարման, ավտոմոբիլային և տարբեր արդյունաբերական կիրառումներում։ PS պրոֆիլների արտադրական գիծը իր մեջ ներառում է մի շարք բաղադրիչներ, այդ թվում՝ էքստրուդերներ, մատրիցաներ, սառեցման համակարգեր և կտրման մեխանիզմներ, որոնք միասին ապահովում են համասեռ, բարձրորակ պոլիստիրոլի պրոֆիլների ստացումը՝ ճշգրիտ չափսերով։

Կարևոր է հասկանալ, թե ինչպես է աշխատում PS պրոֆիլների արտադրական գիծը՝ արտադրողների համար, ովքեր մտադիր են պոլիստիրոլի պրոֆիլների արտադրության կազմակերպման կամ իրենց առկա հնարավորությունների բարելավման։ Արտադրական գործընթացը ներառում է պոլիստիրոլի խեժի տաքացումը մինչև հալման ջերմաստիճան, հալված նյութի միջոցով հատուկ ձևավորված մատրիցների անցկացումը, արտամղված պրոֆիլների սառեցումը և դրանց անհրաժեշտ երկարությամբ կտրումը։ Ժամանակակից PS պրոֆիլների արտադրական գծերը օգտագործում են առաջադեմ կառավարման տեխնոլոգիաներ, որոնք ապահովում են արտադրանքի համասեռ որակը, նյութի ավելցուկների նվազագույնացումը և արտադրական արդյունավետության օպտիմալացումը՝ տարբեր պրոֆիլների երկրաչափական ձևերի և հաստությունների համար։
PS պրոֆիլների արտադրական գծի հիմնական բաղադրիչներ
Էքստրուդերային համակարգ և նյութի մշակում
Էքստրուդերը հանդիսանում է ցանկացած PS պրոֆիլի արտադրության գծի սիրտը և պատասխանատու է պոլիստիրոլի հումքի հալման ու համասեռացման համար: Հաճախ օգտագործվում են մեկ կամ երկու պտտվող պտուտակ ունեցող էքստրուդերներ, որտեղ երկու պտուտակ ունեցող կոնֆիգուրացիաները առաջարկում են գերազանց խառնման հնարավորություններ և ջերմաստիճանի վերահսկման հնարավորություններ: Էքստրուդերի մարմնում տեղակայված են տաքացման գոտիներ, որոնք աստիճանաբար բարձրացնում են PS գրանուլների ջերմաստիճանը շրջակա միջավայրի պայմաններից մինչև մոտավորապես 180–220°C, ապահովելով լրիվ հալում՝ առանց ջերմային վնասման:
Էքստրուդերի ներսում պտտվող պտուտակավոր մեխանիզմը պոլիստիրոլի նյութը տեղափոխում է առաջ, միաժամանակ սարքի միջոցով մեխանիկական էներգիա հաղորդելով շփման և սեղմման միջոցով: Պտուտակի կառուցվածքը բաղկացած է տարբեր գոտիներից, որոնք օպտիմալացված են կերակրման, հալման, խառնման և մղման գործառույթների համար: Ջերմաստիճանի վերահսկման համակարգերը յուրաքանչյուր տաքացման գոտին վերահսկում են առանձին, ինչը հնարավորություն է տալիս շահագործողներին ճշգրտել ջերմային պրոֆիլները՝ կախված մշակվող PS-ի տեսակից և ցանկալի պրոֆիլի բնութագրերից:
Նյութի մատակարարման համակարգերը անընդհատ քանակով մատակարարում են PS գրանուլներ էքստրուդերի բեռնարկղ, հաճախ ներառելով գրավիմետրային կամ ծավալային դոզավորման սարքավորումներ: pS պրոֆիլի արտադրական գիծ որոշ առաջադեմ կոնֆիգուրացիաներ ներառում են նյութի չորացման համակարգեր, որոնք վերացնում են խոնավությունը հիգրոսկոպիկ ավելացումներից՝ կանխելով որակի խնդիրներ, ինչպես օրինակ՝ մակերևույթի թերությունները կամ վերջնական պրոֆիլներում չափսերի շեղումները:
Դայի դիզայնը և պրոֆիլի ձևավորումը
Էքստրուդերի դայը որոշում է PS պրոֆիլների արտադրական գծով արտադրվող պրոֆիլների վերջնական լայնական հատվածի երկրաչափությունը: Դայի դիզայնը պահանջում է ճշգրիտ ճարտարագիտական մշակում՝ հաշվի առնելով նյութի հոսքի բնութագրերը, սեղմման աստիճանը և չափսերի թույլատրելի շեղումները: Դայի հավաքածուն սովորաբար բաղկացած է մի քանի բաղադրիչներից, այդ թվում՝ դայի մարմնից, մանդրելից և ճշգրտման մեխանիզմներից, որոնք թույլ են տալիս ճշգրտել պատերի հաստությունը և պրոֆիլի չափսերը:
Դանակի մեջ գտնվող հոսքի անցուղիների դիզայնը ապահովում է նյութի համաչափ բաշխումը պրոֆիլի հատվածով: Հոսքի օպտիմալ ճանապարհները նվազեցնում են ճնշման կորուստները և կանխում են նյութի կուտակումը, որը կարող է առաջացնել գունային տարբերություններ կամ աղտոտում: Դանակի ջերմաստիճանի կարգավորման համակարգերը պահպանում են օպտիմալ մշակման պայմանները՝ կանխելով նյութի վաղաժամկետ սառեցումը կամ ձևավորման ընթացքում ավելցուկային քայքայումը:
Արագ փոխարինման դանակների համակարգերը թույլ են տալիս ps պրոֆիլների արտադրական գծի շահագործողներին նվազագույն կանգի պայմաններում անցնել տարբեր պրոֆիլների երկրաչափական ձևերի միջև: Մոդուլային դանակների դիզայնը հնարավորություն է տալիս արտադրել տարբեր պրոֆիլներ, այդ թվում՝ խոռոչավոր մասեր, լիարժեք պրոֆիլներ և բարդ երկրաչափական ձևեր՝ ներքին խոռոչներով կամ մակերևույթի տեքստուրաներով:
Արտադրական գործընթաց և շահագործման հաջորդականություն
Նյութի պատրաստում և մատակարարում
ՊՍ պրոֆիլների արտադրական գիծը սկսում է գործել ճիշտ նյութերի պատրաստմամբ՝ ապահովելով մուտքային նյութի համասեռ որակը, որն ուղղակիորեն ազդում է վերջնական արտադրանքի բնութագրերի վրա: Կարծրացված պոլիստիրոլի մասնիկները ստուգվում են աղտոտվածության, խոնավության պարունակության և մասնիկների չափսերի բաշխման վերաբերյալ: Նյութերի մշակման համակարգերը տեղափոխում են ՊՍ ռեզինը պահեստավորման սիլոսներից դեպի արտադրական գիծ՝ պահպանելով մաքրությունը և կանխելով արտաքին աղբյուրներից աղտոտվածությունը:
Ավելացումների միացումը տեղի է ունենում մատակարարման փուլում, երբ գունանյութերը, կայունացնողները, կրակաշեղատուները կամ այլ արդյունավետությունը բարձրացնող միացությունները խառնվում են հիմնական ՊՍ ռեզինի հետ: Ճշգրիտ դոզավորման համակարգերը ապահովում են ավելացումների համասեռ կոնցենտրացիան ամբողջ արտադրական ցիկլի ընթացքում՝ պահպանելով էքստրուդացված պրոֆիլների համասեռ հատկությունները:
Մի շարք PS մետաղալարերի կամ վերամշակված նյութի մշակման դեպքում հումքի ջերմային մշակումը կարող է անհրաժեշտ լինել: Նախնական տաքացման համակարգերը նյութը բերում են օպտիմալ մատակարարման ջերմաստիճանների, ինչը նվազեցնում է էքստրուդերի ջերմային բեռը և բարելավում է PS պրոֆիլների արտադրական գծի ընդհանուր էներգաօգտագործման արդյունավետությունը:
Էքստրուզիա և պրոֆիլի ձևավորում
Էքստրուզիայի փուլում PS պրոֆիլների արտադրական գիծը պինդ PS գնդակները վերածում է անընդհատ հալված հոսքերի, որոնք ստանում են մատրիցայի երկրաչափական ձևը: Ստաբիլ մշակման պայմանները պահպանելու համար հսկվում են պտտվող մեխի արագությունը, մարմնի ջերմաստիճանները և նյութի անցման ծավալը: Հալված PS նյութը էքստրուդերով անցնելիս ենթարկվում է շերտավորման տաքացման, ինչը պահանջում է ճշգրիտ ջերմաստիճանի կառավարում՝ վերատաքացման կանխարգելման համար:
Ճնշման վերահսկման համակարգերը էքստրուդերի մարմնի և դաստակի հավաքածուի ամբողջ երկայնքով ապահովում են մշակման պայմանների իրական ժամանակում տրվող հետադարձ կապը: Օպերատորները ճնշման ցուցման վրա հիմնված հարմարեցնում են պարամետրերը՝ պահպանելու օպտիմալ հոսքի բնութագրերը և կանխելու նյութի վատացումը կամ էքստրուդավորված պրոֆիլների չափային անկայունությունը:
Էքստրուդերից դաստակի հավաքածուին անցումը կրիտիկական փուլ է, որտեղ նյութի հոսքը պետք է մնա լամինար և կայուն: Բրեյքեր պլատները և ցանցային փաթեթները զտում են աղտոտիչները՝ միաժամանակ ստեղծելով բավարար հակաճնշում, որպեսզի ապահովվի նյութի լրիվ խառնումը և համասեռացումը մինչև պրոֆիլի ձևավորումը:
Սառեցման համակարգեր և պրոֆիլի կայունացում
Առաջնային սառեցման մեթոդներ
Անմիջապես դիեից դուրս գալուց հետո էքստրուդավորված PS պրոֆիլները մտնում են PS պրոֆիլների արտադրության գծի սառեցման բաժնում, որտեղ արագ ջերմաստիճանի իջեցումը պինդացնում է նյութի կառուցվածքը: Ջրի լողավազանով սառեցումը ամենատարածված առաջնային սառեցման մեթոդն է, որտեղ ջերմաստիճանի վերահսկվող ջուրը պահպանում է տարբեր պրոֆիլների հաստությունների և երկրաչափական ձևերի համար օպտիմալ սառեցման արագություններ:
Սառեցման գոտում տեղադրված կալիբրման համակարգերը ապահովում են PS պրոֆիլների չափագրական ճշգրտությունը՝ պինդացման գործընթացի ընթացքում արտաքին աջակցություն տրամադրելով: Վակուումով օգնական կալիբրման մասերը տաք, ճկուն պրոֆիլները ձգում են ճշգրտորեն մեքենայացված մակերեսների դեմ՝ պահպանելով ճշգրտված չափերը և մակերևույթի վերջնական մշակման որակը:
Որոշ պրոֆիլների համար, երբ մակերևույթի խոնավությունը պետք է խուսափվի, օդով սառեցման համակարգերը կարող են լ дополнять կամ փոխարինել ջրով սառեցումը: Ջերմաստիճանի վերահսկվող ստիպված օդի շրջանառությունը ապահովում է վերահսկվող սառեցման արագություններ՝ սառեցման ամբողջ գործընթացում մակերևույթի չոր վիճակը պահպանելով:
Երկրորդային մշակում և որակի վերահսկում
Առաջնային սառեցումից հետո PS պրոֆիլները ենթարկվում են երկրորդային մշակման փուլերի, որոնք նրանց պատրաստում են հետագա գործողությունների համար: Հատուկ համակարգերը ձգում են պրոֆիլները PS պրոֆիլների արտադրական գծով սահմանված արագությամբ՝ պահպանելով ճիշտ լարումը և կանխելով ձևաբեկումը սառեցման ու կտրման փուլերում:
Որակի վերահսկման համակարգերը անընդհատ վերահսկում են պրոֆիլների չափսերը, մակերեսի որակը և այլ կրիտիկական պարամետրեր: Լազերային չափման սարքերը, տեսողական համակարգերը և շփման չափիչները տրամադրում են արտադրության որակի մասին իրական ժամանակում տվյալներ, իսկ երբ պարամետրերը շեղվում են թույլատրելի սահմաններից, ավտոմատ կերպով կատարվում են համապատասխան ճշգրտումներ:
Երկարությամբ կտրման համակարգերը ճշգրիտ կտրում են անընդհատ PS պրոֆիլները նշված երկարությամբ՝ օգտագործելով պոլիստիրենային նյութերի համար մշակված սղոցի սայրեր կամ դանակային համակարգեր: Կտրման արագությունը և սայրի ընտրությունը ազդում են մակերեսի վերջնական որակի և կտրված ծայրերի չափային ճշգրտության վրա:
Գործընթացի վերահսկում և ավտոմատացման հատկանիշներ
Ջերմաստիճանի կառավարման համակարգեր
Advanced ps պրոֆիլ արտադրական գծի համակարգերը ներառում են սուֆիսֆիկացված ջերմաստիճանի վերահսկման ցանցեր, որոնք վերահսկում եւ կարգավորում են ջերմային պայմանները ամբողջ գործընթացում: PID վերահսկիչները պահպանում են ճշգրիտ ջերմաստիճանի սահմանման կետեր յուրաքանչյուր արտադրիչ գոտում, մետաղադրամային հատվածում եւ սառեցման համակարգում, ավտոմատ կերպով արձագանքելով գործընթացների փոփոխություններին կամ նյութերի փոփոխություններին:
Թերմիկական պրոֆիլավորման հնարավորությունները օպերատորներին թույլ են տալիս սահմանել օպտիմալ ջերմաստիճանի կորեր տարբեր PS որակների եւ պրոֆիլների երկրաչափությունների համար: Պատվիրատուի կողմից ստուգված պրոցեսային պարամետրերը պահվում են բաղադրատոմսերի կառավարման համակարգերում, ինչը թույլ է տալիս արագ փոփոխություններ կատարել տարբեր պրոֆիլային տեսակների կամ նյութերի բնութագրերի միջեւ անցնելու դեպքում:
Էներգիայի վերականգնման համակարգերը կցնում են արտանետման գործընթացից թափոնային ջերմությունը, օգտագործելով այն մուտք գործող նյութերի նախաշոգման կամ արտադրական հաստատությունների համար տարածքի ջեռուցման համար: Այս հատկությունները բարելավում են ընդհանուր էներգետիկ արդյունավետությունը եւ նվազեցնում են PS պրոֆիլների արտադրության գծի գործառնական ծախսերը:
Արտադրության վերահսկողություն եւ տվյալների կառավարում
Ժամանակակից PS պրոֆիլների արտադրության գծերի սարքավորումները ներառում են համապարփակ տվյալների հավաքման համակարգեր, որոնք գրանցում են արտադրության ընթացքում բոլոր կրիտիկական գործընթացային պարամետրերը: Պատմական տվյալների վերլուծությունը հայտնաբերում է միտումներ, կանխատեսում է սպասարկման անհրաժեշտությունները և օպտիմալացնում է մշակման պայմանները՝ բարելավելու արտադրողականությունն ու որակի համասեռությունը:
Հեռավար մոնիտորինգի հնարավորությունները թույլ են տալիս վերահսկել արտադրությունը կենտրոնացված վերահսկման սենյակներից կամ վայրից դուրս գտնվող վայրերից: Ցանցի միացման հնարավորությունը թույլ է տալիս ինտեգրվել ձեռնարկության ռեսուրսների պլանավորման համակարգերին՝ ապահովելով իրական ժամանակում արտադրության տվյալները պլանավորման, պաշարների կառավարման և որակի ապահովման նպատակներով:
Զգուշացման և ծանուցման համակարգերը զգուշացնում են օպերատորներին գործընթացի շեղումների, սարքավորումների խափանումների կամ որակի խնդիրների մասին, որոնք պահանջում են անմիջապես միջամտել: Ավտոմատացված անջատման հաջորդականությունները պաշտպանում են սարքավորումները և նվազեցնում են նյութերի կորուստը, երբ կրիտիկական պարամետրերը գերազանցում են անվտանգ շահագործման սահմանային արժեքները:
Կիրառումներ և նյութերի դիտարկում
PS պրոֆիլների արդյունաբերական կիրառումներ
PS պրոֆիլները, որոնք արտադրվում են հատուկ PS պրոֆիլների արտադրության գծի սարքավորումներով, օգտագործվում են բազմաթիվ արդյունաբերական կիրառումներում, որտեղ թեթև, մեկուսացված և հեշտությամբ մշակվող նյութերը ապահովում են օպտիմալ արդյունք։ Շինարարական կիրառումներում ներառվում են լուսամուտների շրջանակները, դռների պրոֆիլները, ճարտարապետական մասնահատակները և մեկուսացման բաղադրիչները, որտեղ PS պրոֆիլները ապահովում են հիասքանչ ջերմային հատկություններ և եղանակային դիմացկունություն։
Փաթեթավորման կիրառումներում PS պրոֆիլները օգտագործվում են պաշտպանիչ փաթեթավորման համակարգերում, ցուցադրման սարքավորումներում և փոխադրման արկղերի կառուցվածքային բաղադրիչներում։ Նյութի հարվածային դիմացկունությունը և չափսերի կայունությունը այն հարմարեցնում են այնպիսի կիրառումների համար, որոնք պահանջում են համասեռ արդյունք տարբեր միջավայրային պայմաններում։
Ավտոմոբիլային և տրանսպորտային արդյունաբերություններում PS պրոֆիլները օգտագործվում են ներքին մասնահատակների բաղադրիչների, կառուցվածքային ամրացումների և թեթև սալիկների համար, որտեղ քաշի նվազեցումը նպաստում է վառելիքի ավելի բարձր օգտագործման արդյունավետությանը՝ առանց վտանգելու անվտանգության կամ տևականության պահանջները։
Նյութի մակարդակի ընտրություն և մշակման պարամետրեր
Տարբեր պոլիստիրենի մակարդակների համար անհրաժեշտ են հատուկ մշակման պարամետրեր ps պրոֆիլների արտադրական գծում՝ օպտիմալ արդյունքների հասնելու համար: Ընդհանուր նշանակության պոլիստիրենը (PS) ապահովում է հիասքանչ թափանցիկություն և մշակման հեշտություն, ինչը դարձնում է այն հարմար թափանցիկ կամ կիսաթափանց պրոֆիլների համար, որոնք պահանջում են օպտիկական հատկություններ:
Բարձր հարվածային դիմացկունությամբ պոլիստիրենը (HIPS) պարունակում է ռետինային մոդիֆիկատորներ, որոնք բարելավում են նյութի ճկունությունն ու հարվածային դիմացկունությունը, սակայն պահանջում են մշակման ջերմաստիճանի և սառեցման արագության մեջ փոփոխություններ: ps պրոֆիլների արտադրական գիծը պետք է հնարավորություն տա հաշվի առնելու HIPS-ի և ստանդարտ PS մակարդակների տարբեր ջերմային հատկությունները:
Հրդեհադիմացկուն պոլիստիրենի մակարդակները պարունակում են հատուկ ավելացումներ, որոնք պահանջում են հսկվող ջերմաստիճանային ռեժիմ՝ ավելացումների քայքայման կանխարգելման և վերջնական պրոֆիլներում հրդեհադիմացկունության հատկությունների պահպանման համար: Մշակման պարամետրերի օպտիմալացումը երաշխավորում է հրդեհադիմացկուն միացությունների համասեռ բաշխումը պրոֆիլի հատվածում:
Հաճախադեպ տրվող հարցեր
Ինչն է սովորաբար ՊՍ պրոֆիլի արտադրական գծի արտադրանքի արագությունը:
ՊՍ պրոֆիլի արտադրական գծերի արտադրանքի արագությունը սովորաբար տատանվում է 0,5–15 մետր վայրկյանում՝ կախված պրոֆիլի բարդությունից, պատի հաստությունից և սառեցման պահանջներից: Պարզ միասեռ պրոֆիլները կարող են հասնել ավելի բարձր արագությունների, իսկ բարդ խոռոչավոր պրոֆիլները՝ հաստ պատերով, պահանջում են ավելի ցածր արագություններ՝ ապահովելու ճշգրիտ սառեցումը և չափային կայունությունը: Գծի արագության օպտիմալացումը հավասարակշռում է արտադրողականությունը և յուրաքանչյուր կոնկրետ պրոֆիլի կիրառման համար նախատեսված որակի պահանջները:
Ինչպե՞ս է պրոֆիլի հաստությունը ազդում ՊՍ պրոֆիլի արտադրական գծի գործառնավարման վրա:
Պրոֆիլի հաստությունը կարևոր ազդեցություն է ունենում ՊՍ պրոֆիլի արտադրական գծի սառեցման ժամանակի պահանջների և արտադրական արագության հնարավորությունների վրա: Հաստ պրոֆիլները պահանջում են երկարացված սառեցման ժամանակ՝ հատվածի ամբողջ հատույթով լրիվ պինդացման հասնելու համար, ինչը պահանջում է ավելի երկար սառեցման գոտիներ կամ նվազեցված գծի արագություն: Մատրիցայի դիզայնը նույնպես պետք է հաշվի առնի տարբեր հաստության պրոֆիլների համար տարբեր նյութի հոսքի պահանջները. հաստ հատվածները պահանջում են բարձր էքստրուզիոն ճնշում և փոփոխված ջերմաստիճանային պրոֆիլ:
Ի՞նչ սպասարկման պահանջներ են տիպիկ ՊՍ պրոֆիլի արտադրական գծի սարքավորումների համար:
ՊՍ պրոֆիլների արտադրական գծի սարքավորումների սովորական սպասարկումը ներառում է մատրիցների մակերևույթների և սառեցման համակարգերի օրական մաքրում, մաշվող բաղադրիչների (օրինակ՝ պտուտակներ և խողովակներ) շաբաթական ստուգում, ինչպես նաև ջերմաստիճանի և ճնշման սենսորների ամսական կալիբրում։ Էքստրուդերի պտուտակի և խողովակի ստուգումը պետք է կատարվի 3–6 ամսը մեկ՝ կախված արտադրանքի ծավալից, իսկ մատրիցի ամբողջական հավաքվածքի մաքրումն ու ստուգումը առաջարկվում է եռամսյակը մեկ։ Կանխարգելիչ սպասարկման գրաֆիկները օգնում են պահպանել արտադրանքի համասեռ որակը և նվազեցնել անսպասելի կանգավորումները։
Կարո՞ղ է մեկ ՊՍ պրոֆիլների արտադրական գիծ մշակել մի քանի տարբեր պրոֆիլների երկրաչափական ձևեր։
Ժամանակակից PS պրոֆիլների արտադրության գծերի համակարգերը կարող են ընդունել բազմաթիվ պրոֆիլների երկրաչափական ձևեր՝ օգտագործելով արագ փոխարինվող մատրիցների համակարգ և կարգավորվող կալիբրման սարքավորումներ: Պրոֆիլների փոխարինումը սովորաբար պահանջում է 2–4 ժամ՝ ամբողջական մատրիցների փոխարինման, նյութի մաքրման և գործընթացի պարամետրերի ճշգրտման համար: Այնուամենայնիվ, հաճախակի պրոֆիլների փոխարինումը կարող է ազդել ընդհանուր արտադրողականության վրա, ուստի արտադրության պլանավորման ժամանակ այն պետք է հնարավորինս խմբավորի նմանատիպ պրոֆիլները: Որոշ տեղակայումներում օգտագործվում են մի քանի փոքր գծեր, որոնք նախատեսված են կոնկրետ պրոֆիլների ընտանիքների համար, այլ որ մեկ մեծ գծի վրա հաճախակի փոխարինումներ կատարել:
Բովանդակության ցուցակ
- PS պրոֆիլների արտադրական գծի հիմնական բաղադրիչներ
- Արտադրական գործընթաց և շահագործման հաջորդականություն
- Սառեցման համակարգեր և պրոֆիլի կայունացում
- Գործընթացի վերահսկում և ավտոմատացման հատկանիշներ
- Կիրառումներ և նյութերի դիտարկում
-
Հաճախադեպ տրվող հարցեր
- Ինչն է սովորաբար ՊՍ պրոֆիլի արտադրական գծի արտադրանքի արագությունը:
- Ինչպե՞ս է պրոֆիլի հաստությունը ազդում ՊՍ պրոֆիլի արտադրական գծի գործառնավարման վրա:
- Ի՞նչ սպասարկման պահանջներ են տիպիկ ՊՍ պրոֆիլի արտադրական գծի սարքավորումների համար:
- Կարո՞ղ է մեկ ՊՍ պրոֆիլների արտադրական գիծ մշակել մի քանի տարբեր պրոֆիլների երկրաչափական ձևեր։