
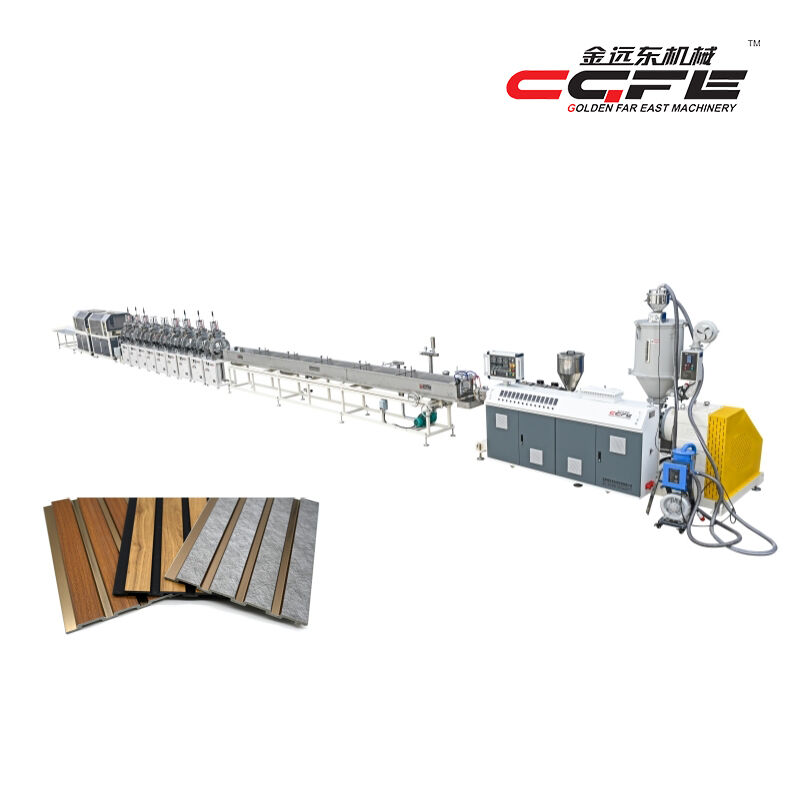
Una linea di produzione per profili PS è un sofisticato sistema produttivo progettato per realizzare profili in polistirene (PS) mediante un processo continuo di estrusione. Questa attrezzatura industriale trasforma granuli di polistirene vergine in profili di forma precisa, utilizzati nell'edilizia, nell'imballaggio, nel settore automobilistico e in varie applicazioni industriali. La linea di produzione per profili PS integra diversi componenti, tra cui estrusori, matrici, sistemi di raffreddamento e meccanismi di taglio, al fine di produrre profili in polistirene coerenti, di alta qualità e con specifiche dimensionali esatte.

Comprendere il funzionamento di una linea di produzione per profili in polistirene (PS) è essenziale per i produttori che stanno valutando l’avvio della produzione di profili in polistirene o l’aggiornamento delle proprie capacità esistenti. Il processo produttivo prevede il riscaldamento della resina in polistirene fino al suo punto di fusione, la spinta del materiale fuso attraverso filiere appositamente progettate, il raffreddamento dei profili estrusi e il taglio degli stessi alla lunghezza richiesta. I moderni sistemi di linea di produzione per profili in PS integrano tecnologie di controllo avanzate che garantiscono una qualità costante del prodotto finito, riducono al minimo gli sprechi di materiale e ottimizzano l’efficienza produttiva per diverse geometrie e spessori di profilo.
Componenti principali di una linea di produzione per profili in PS
Sistema estrusore e lavorazione del materiale
L'estrusore rappresenta il cuore di qualsiasi linea di produzione di profili in PS, incaricato di fondere e omogeneizzare la materia prima in polistirene. Vengono comunemente impiegati estrusori monovite o bivite, con le configurazioni bivite che offrono capacità di miscelazione superiori e un controllo più preciso della temperatura. Il cilindro dell'estrusore contiene zone riscaldanti che aumentano gradualmente la temperatura dei granuli di PS dalle condizioni ambientali fino a circa 180–220 °C, garantendo una fusione completa senza degradazione termica.
All'interno dell'estrusore, un meccanismo a vite rotante trasporta il materiale in polistirene in avanti applicando energia meccanica tramite attrito e compressione. La vite è progettata con diverse zone ottimizzate per le funzioni di alimentazione, fusione, miscelazione e pompaggio. I sistemi di controllo della temperatura monitorano ciascuna zona riscaldante in modo indipendente, consentendo agli operatori di regolare i profili termici in base alla specifica qualità di PS in lavorazione e alle caratteristiche desiderate del profilo.
I sistemi di alimentazione del materiale forniscono quantità costanti di granuli in PS all'imbocco dell'estrusore, spesso integrando apparecchiature per la dosatura gravimetrica o volumetrica. Alcune configurazioni avanzate linea di produzione profilo PS comprendono sistemi di essiccazione del materiale che rimuovono l’umidità dagli additivi igroscopici, prevenendo problemi di qualità come difetti superficiali o variazioni dimensionali nei profili finiti.
Progettazione della Filiera e Formatura del Profilo
La filiera di estrusione determina la geometria finale della sezione trasversale dei profili prodotti dalla linea di produzione di profili in PS. La progettazione della filiera richiede un’ingegnerizzazione precisa per tenere conto delle caratteristiche di flusso del materiale, dei tassi di ritiro e delle tolleranze dimensionali. L’insieme della filiera è generalmente composto da diversi componenti, tra cui il corpo della filiera, il mandrino e i meccanismi di regolazione che consentono la taratura fine dello spessore delle pareti e delle dimensioni del profilo.
La progettazione del canale di flusso all'interno della matrice garantisce una distribuzione uniforme del materiale sull'intera sezione trasversale del profilo. I percorsi di flusso ottimizzati riducono al minimo le cadute di pressione e prevengono la stagnazione del materiale, che potrebbe causare variazioni cromatiche o contaminazioni. I sistemi di controllo della temperatura della matrice mantengono condizioni di processo ottimali, evitando la solidificazione prematura o un'eccessiva degradazione del materiale durante il processo di formatura.
I sistemi di matrice a cambio rapido consentono agli operatori della linea di produzione dei profili PS di passare da una geometria di profilo all'altra con tempi di fermo minimi. Le matrici modulari permettono la produzione di diverse forme di profilo, inclusi profili cavi, profili pieni e geometrie complesse con cavità interne o texture superficiali.
Processo produttivo e sequenza operativa
Preparazione e alimentazione del materiale
La linea di produzione dei profili in PS inizia l'operazione con una corretta preparazione del materiale, garantendo una qualità costante dell’input che influisce direttamente sulle caratteristiche del prodotto finale. I granuli di polistirene grezzo vengono sottoposti a ispezione per rilevare contaminazioni, contenuto di umidità e distribuzione della granulometria. I sistemi di movimentazione del materiale trasportano la resina PS dalle silos di stoccaggio alla linea di produzione, mantenendo condizioni di pulizia e prevenendo contaminazioni da fonti esterne.
L’incorporazione degli additivi avviene durante la fase di alimentazione, in cui coloranti, stabilizzanti, ritardanti di fiamma o altri composti migliorativi delle prestazioni vengono miscelati con la resina PS di base. Sistemi di dosaggio precisi garantiscono concentrazioni costanti di additivi durante tutta la produzione, assicurando proprietà uniformi nei profili estrusi.
Il condizionamento termico della materia prima potrebbe essere necessario per determinati gradi di PS o quando si lavorano materiali riciclati. I sistemi di preriscaldamento portano il materiale alla temperatura ottimale di alimentazione, riducendo il carico termico sull'estrusore e migliorando l'efficienza energetica complessiva della linea di produzione dei profili in PS.
Estrusione e formazione del profilo
Durante la fase di estrusione, la linea di produzione dei profili in PS trasforma i granuli solidi di PS in flussi continui fusi che assumono la forma definita dalla geometria della filiera. La velocità di rotazione della vite, le temperature del cilindro e la portata del materiale sono controllate con precisione per mantenere condizioni di processo stabili. Il materiale fuso in PS subisce un riscaldamento per taglio mentre transita attraverso l'estrusore, richiedendo una gestione termica accurata per prevenire il surriscaldamento.
I sistemi di monitoraggio della pressione lungo tutta la canna dell'estrusore e l'insieme morsetto-die forniscono un feedback in tempo reale sulle condizioni di processo. Gli operatori regolano i parametri in base alle letture di pressione per mantenere caratteristiche di flusso ottimali ed evitare problemi quali la degradazione del materiale o l’instabilità dimensionale nei profili estrusi.
La transizione dall’estrusore all’insieme morsetto-die rappresenta una fase critica in cui il flusso del materiale deve rimanere laminare e stabile. Le piastre frangiflusso e i pacchi filtranti rimuovono le impurità generando al contempo una pressione retrostante sufficiente a garantire una miscelazione e un’omogeneizzazione complete del materiale prima della formazione del profilo.
Sistemi di raffreddamento e stabilizzazione del profilo
Metodi primari di raffreddamento
Immediatamente dopo l’uscita dalla matrice, i profili in PS estrusi entrano nella sezione di raffreddamento della linea di produzione di profili in PS, dove la rapida riduzione della temperatura solidifica la struttura del materiale. Il raffreddamento mediante vasca d’acqua costituisce il metodo primario di raffreddamento più diffuso, con acqua a temperatura controllata che garantisce velocità ottimali di raffreddamento per diversi spessori e geometrie dei profili.
I sistemi di calibrazione presenti nella zona di raffreddamento assicurano l’accuratezza dimensionale dei profili in PS fornendo un supporto esterno durante il processo di solidificazione. Le guaine di calibrazione assistite da vuoto attraggono i profili caldi e deformabili contro superfici lavorate con precisione, mantenendo dimensioni accurate e una qualità elevata della finitura superficiale.
I sistemi di raffreddamento ad aria possono integrare o sostituire il raffreddamento ad acqua per alcune applicazioni di profili in cui è necessario evitare l’umidità superficiale. La circolazione forzata di aria con controllo della temperatura consente di ottenere velocità di raffreddamento controllate, preservando condizioni di asciutto sulla superficie per tutta la durata del processo di raffreddamento.
Lavorazione secondaria e controllo qualità
Dopo il raffreddamento primario, i profili in PS subiscono fasi di lavorazione secondaria che li preparano per le operazioni successive a valle. I sistemi di trascinamento estraggono i profili lungo la linea di produzione dei profili in PS a velocità controllate, mantenendo una tensione adeguata ed evitando deformazioni durante le fasi di raffreddamento e taglio.
I sistemi di controllo qualità monitorano continuamente le dimensioni dei profili, la qualità della superficie e altri parametri critici. Dispositivi di misurazione laser, sistemi di visione e comparatori a contatto forniscono un feedback in tempo reale sulla qualità della produzione, attivando automaticamente correzioni qualora i parametri escano dai limiti di tolleranza accettabili.
I sistemi di taglio su misura tagliano con precisione i profili in PS continui alle lunghezze specificate, utilizzando lame da sega o sistemi a coltello progettati appositamente per i materiali in polistirene. La velocità di taglio e la scelta della lama influenzano la qualità della finitura superficiale e l’accuratezza dimensionale delle estremità tagliate.
Funzionalità di controllo del processo e automazione
Sistemi di Gestione della Temperatura
I sistemi avanzati per la linea di produzione di profili in PS incorporano sofisticate reti di controllo della temperatura che monitorano e regolano le condizioni termiche durante l'intero processo. I regolatori PID mantengono set-point di temperatura precisi in ogni zona dell'estrusore, nella sezione dello stampo e nel sistema di raffreddamento, reagendo automaticamente alle variazioni del processo o ai cambiamenti del materiale.
Le funzionalità di profilazione termica consentono agli operatori di definire curve di temperatura ottimali per diverse tipologie di PS e geometrie dei profili. I sistemi di gestione delle ricette memorizzano i parametri di processo consolidati, permettendo modifiche rapide della configurazione in caso di passaggio tra diversi tipi di profilo o specifiche di materiale.
I sistemi di recupero energetico catturano il calore residuo generato dal processo di estrusione, utilizzandolo per preriscaldare i materiali in ingresso o per il riscaldamento ambientale degli impianti produttivi. Queste caratteristiche migliorano l’efficienza energetica complessiva riducendo al contempo i costi operativi della linea di produzione di profili in PS.
Monitoraggio della produzione e gestione dei dati
Le installazioni moderne di linee di produzione per profili in PS includono sistemi completi di acquisizione dati che registrano tutti i parametri di processo critici durante le fasi produttive. L'analisi dei dati storici consente di identificare tendenze, prevedere le esigenze di manutenzione e ottimizzare le condizioni di lavorazione per migliorare la produttività e la coerenza qualitativa.
Le funzionalità di monitoraggio remoto consentono la supervisione della produzione da sale di controllo centralizzate o da sedi esterne. La connettività di rete permette l’integrazione con i sistemi di pianificazione delle risorse aziendali (ERP), fornendo dati di produzione in tempo reale per finalità di programmazione, gestione delle scorte e assicurazione della qualità.
I sistemi di allarme e notifica avvisano gli operatori di eventuali deviazioni del processo, malfunzionamenti degli impianti o problemi qualitativi che richiedono un intervento immediato. Le sequenze di arresto automatico proteggono gli impianti e riducono al minimo gli sprechi di materiale qualora i parametri critici superino i limiti operativi di sicurezza.
Applicazioni e considerazioni sui materiali
Applicazioni industriali dei profili in PS
I profili in PS prodotti su attrezzature dedicate per la linea di produzione di profili PS trovano impiego in svariate applicazioni industriali, dove materiali leggeri, isolanti e facilmente lavorabili garantiscono prestazioni ottimali. Nell’edilizia vengono utilizzati per telai di finestre, profili per porte, listelli architettonici e componenti isolanti, offrendo eccellenti proprietà termiche e resistenza alle intemperie.
Nel settore dell’imballaggio, i profili in PS sono impiegati per sistemi di imballaggio protettivo, supporti espositivi e componenti strutturali nei contenitori per il trasporto. La resistenza agli urti e la stabilità dimensionale del materiale lo rendono adatto a applicazioni che richiedono prestazioni costanti in condizioni ambientali variabili.
Nei settori automobilistico e dei trasporti, i profili in PS vengono utilizzati per componenti di rifinitura interna, rinforzi strutturali e pannelli leggeri, dove la riduzione del peso contribuisce a un miglioramento dell’efficienza energetica senza compromettere i requisiti di sicurezza o di durata.
Selezione della qualità del materiale e parametri di lavorazione
Diverse qualità di polistirene richiedono parametri di lavorazione specifici sulla linea di produzione dei profili in PS per ottenere risultati ottimali. Il polistirene per usi generali (PS) offre un’eccellente trasparenza e facilità di lavorazione, rendendolo adatto a applicazioni con profili trasparenti o traslucidi che richiedono proprietà ottiche.
Il polistirene ad alto impatto (HIPS) incorpora modificanti elastomerici che migliorano la tenacità e la resistenza agli urti, richiedendo tuttavia temperature di lavorazione e velocità di raffreddamento modificate. La linea di produzione dei profili in PS deve essere in grado di gestire le diverse caratteristiche termiche dell’HIPS rispetto alle qualità standard di PS.
Le qualità di polistirene ignifugo contengono additivi specializzati che richiedono un controllo accurato della temperatura per prevenire il degrado degli additivi, pur mantenendo le proprietà ignifughe nei profili finiti. L’ottimizzazione dei parametri di lavorazione garantisce una distribuzione uniforme dei composti ignifughi su tutta la sezione trasversale del profilo.
Domande frequenti
Quali sono le velocità di produzione tipiche per una linea di produzione di profili in PS?
Le velocità di produzione per i sistemi di linea di produzione di profili in PS variano tipicamente da 0,5 a 15 metri al minuto, a seconda della complessità del profilo, dello spessore della parete e dei requisiti di raffreddamento. Profili solidi semplici possono raggiungere velocità più elevate, mentre profili cavi complessi con pareti spesse richiedono velocità inferiori per garantire un raffreddamento adeguato e la stabilità dimensionale. L’ottimizzazione della velocità della linea bilancia produttività e requisiti di qualità per ogni specifica applicazione del profilo.
In che modo lo spessore del profilo influisce sul funzionamento della linea di produzione di profili in PS?
Lo spessore del profilo influisce in modo significativo sui tempi di raffreddamento richiesti e sulle capacità di velocità di produzione della linea di produzione di profili in PS. Profili più spessi richiedono periodi di raffreddamento prolungati per ottenere una completa solidificazione su tutta la sezione trasversale, rendendo necessarie zone di raffreddamento più lunghe o una riduzione della velocità della linea. Anche la progettazione della filiera deve tenere conto delle diverse esigenze di flusso del materiale per profili di spessore variabile: le sezioni più spesse richiedono pressioni di estrusione più elevate e profili di temperatura modificati.
Quali sono i normali requisiti di manutenzione per le attrezzature della linea di produzione di profili in PS?
La manutenzione ordinaria delle attrezzature della linea di produzione per profili in PS comprende la pulizia giornaliera delle superfici dello stampo e dei sistemi di raffreddamento, l’ispezione settimanale dei componenti soggetti a usura, come viti e cilindri, e la taratura mensile dei sensori di temperatura e pressione. L’ispezione della vite e del cilindro dell’estrusore deve essere effettuata ogni 3-6 mesi, a seconda del volume produttivo, mentre si raccomanda una pulizia e ispezione complete dell’intero gruppo dello stampo su base trimestrale. I programmi di manutenzione preventiva contribuiscono a mantenere costante la qualità del prodotto e a ridurre al minimo i fermi imprevisti.
Una singola linea di produzione per profili in PS può gestire più geometrie di profilo?
I sistemi moderni per linee di produzione di profili PS possono gestire diverse geometrie di profilo grazie a sistemi di matrici intercambiabili in tempi rapidi e a dispositivi di calibrazione regolabili. La sostituzione di un profilo richiede generalmente da 2 a 4 ore per il completo cambio delle matrici, la pulizia del materiale residuo e la regolazione dei parametri di processo. Tuttavia, cambi frequenti di profilo possono influire sulla produttività complessiva; pertanto, la programmazione della produzione dovrebbe raggruppare, ove possibile, profili simili. Alcune installazioni utilizzano più linee più piccole, dedicate ciascuna a specifiche famiglie di profili, anziché effettuare continui cambi su un’unica linea di grandi dimensioni.
Sommario
- Componenti principali di una linea di produzione per profili in PS
- Processo produttivo e sequenza operativa
- Sistemi di raffreddamento e stabilizzazione del profilo
- Funzionalità di controllo del processo e automazione
- Applicazioni e considerazioni sui materiali
-
Domande frequenti
- Quali sono le velocità di produzione tipiche per una linea di produzione di profili in PS?
- In che modo lo spessore del profilo influisce sul funzionamento della linea di produzione di profili in PS?
- Quali sono i normali requisiti di manutenzione per le attrezzature della linea di produzione di profili in PS?
- Una singola linea di produzione per profili in PS può gestire più geometrie di profilo?