
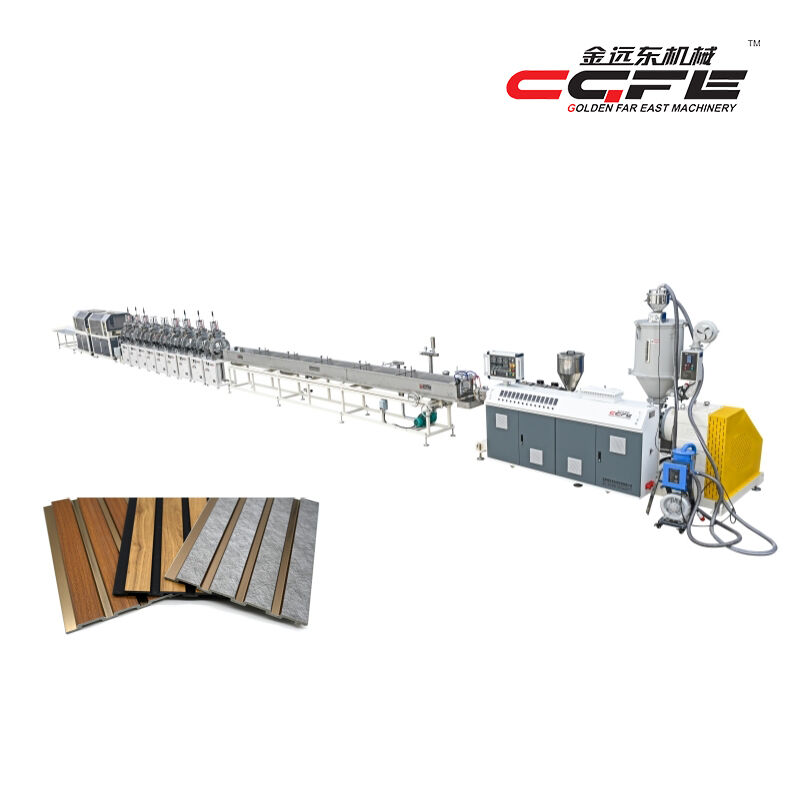
สายการผลิตโปรไฟล์ PS คือระบบการผลิตขั้นสูงที่ออกแบบมาเพื่อผลิตโปรไฟล์โพลีสไตรีน (PS) ผ่านกระบวนการอัดรีดแบบต่อเนื่อง ซึ่งอุปกรณ์อุตสาหกรรมนี้เปลี่ยนเม็ดโพลีสไตรีนดิบให้เป็นโปรไฟล์ที่มีรูปร่างแม่นยำสำหรับใช้งานในงานก่อสร้าง บรรจุภัณฑ์ ยานยนต์ และการใช้งานอุตสาหกรรมอื่นๆ อีกหลายประเภท สายการผลิตโปรไฟล์ PS รวมองค์ประกอบต่างๆ ไว้ด้วยกัน เช่น เครื่องอัดรีด แม่พิมพ์อัดรีด ระบบระบายความร้อน และกลไกการตัด เพื่อผลิตโปรไฟล์โพลีสไตรีนที่มีคุณภาพสูงสม่ำเสมอและตรงตามข้อกำหนดด้านมิติอย่างแม่นยำ

การเข้าใจวิธีการทำงานของสายการผลิตโปรไฟล์พอลิสไตรีน (PS) นั้นมีความสำคัญอย่างยิ่งสำหรับผู้ผลิตที่กำลังพิจารณาเรื่องการผลิตโปรไฟล์พอลิสไตรีน หรือการปรับปรุงขีดความสามารถในการผลิตที่มีอยู่แล้ว กระบวนการผลิตประกอบด้วยการให้ความร้อนกับเรซินพอลิสไตรีนจนถึงจุดหลอมเหลว จากนั้นบีบวัสดุที่หลอมละลายผ่านแม่พิมพ์ที่ออกแบบมาเป็นพิเศษ ทำให้โปรไฟล์ที่อัดออกมาเย็นตัวลง และตัดให้มีความยาวตามที่กำหนด ระบบสายการผลิตโปรไฟล์พอลิสไตรีนรุ่นใหม่ในปัจจุบันใช้เทคโนโลยีควบคุมขั้นสูงที่ช่วยรับประกันคุณภาพของผลลัพธ์ที่สม่ำเสมอ ลดของเสียจากวัสดุให้น้อยที่สุด และเพิ่มประสิทธิภาพในการผลิตให้สูงสุด ไม่ว่าจะเป็นโปรไฟล์ที่มีรูปทรงเรขาคณิตและขนาดความหนาต่าง ๆ กัน
ส่วนประกอบหลักของสายการผลิตโปรไฟล์พอลิสไตรีน (PS)
ระบบเครื่องอัดรีดและการแปรรูปวัสดุ
เครื่องอัดรีด (extruder) ทำหน้าที่เป็นหัวใจสำคัญของสายการผลิตโปรไฟล์โพลีสไตรีน (PS) ทุกสาย โดยมีหน้าที่หลอมและทำให้วัตถุดิบโพลีสไตรีนเกิดความสม่ำเสมอ ซึ่งโดยทั่วไปจะใช้เครื่องอัดรีดแบบสกรูเดี่ยวหรือแบบสกรูคู่ โดยเครื่องอัดรีดแบบสกรูคู่มีความสามารถในการผสมที่เหนือกว่า รวมทั้งควบคุมอุณหภูมิได้แม่นยำยิ่งขึ้น ปลอกของเครื่องอัดรีด (extruder barrel) มีโซนทำความร้อนหลายโซนที่ทำหน้าที่เพิ่มอุณหภูมิเม็ดโพลีสไตรีน (PS pellets) อย่างค่อยเป็นค่อยไป จากอุณหภูมิห้องจนถึงประมาณ 180–220°C เพื่อให้เกิดการหลอมละลายอย่างสมบูรณ์โดยไม่เกิดการเสื่อมสภาพจากความร้อน
ภายในเครื่องอัดรีด กลไกสกรูที่หมุนจะเคลื่อนย้ายวัสดุโพลีสไตรีนไปข้างหน้า พร้อมทั้งถ่ายโอนพลังงานเชิงกลผ่านแรงเสียดทานและการอัดแน่น สกรูถูกออกแบบให้มีโซนต่าง ๆ ที่เหมาะสมกับหน้าที่เฉพาะ เช่น โซนป้อนวัตถุดิบ โซนหลอมละลาย โซนผสม และโซนส่งผ่าน ระบบควบคุมอุณหภูมิจะตรวจสอบแต่ละโซนทำความร้อนแยกกันอย่างอิสระ ทำให้ผู้ปฏิบัติงานสามารถปรับโพรไฟล์อุณหภูมิให้สอดคล้องกับเกรดโพลีสไตรีน (PS grade) ที่กำลังประมวลผลอยู่ และลักษณะเฉพาะของโปรไฟล์ที่ต้องการ
ระบบป้อนวัสดุส่งเม็ดพอลิสไตรีน (PS) ไปยังถังรับของเครื่องอัดรีดอย่างสม่ำเสมอ โดยมักใช้อุปกรณ์วัดปริมาตรหรือวัดตามน้ำหนัก สายการผลิตโปรไฟล์ PS การจัดวางแบบขั้นสูงบางแบบรวมถึงระบบทำให้วัสดุแห้ง ซึ่งช่วยกำจัดความชื้นออกจากสารเติมแต่งที่ดูดซับความชื้นได้ เพื่อป้องกันปัญหาคุณภาพ เช่น ข้อบกพร่องบนผิวหรือความแปรผันของมิติในชิ้นงานโปรไฟล์สำเร็จรูป
การออกแบบหัวฉีดและรูปร่างของโปรไฟล์
หัวฉีดในการอัดรีดกำหนดรูปร่างหน้าตัดสุดท้ายของโปรไฟล์ที่ผลิตโดยสายการผลิตโปรไฟล์ PS การออกแบบหัวฉีดต้องอาศัยวิศวกรรมที่แม่นยำเพื่อคำนึงถึงลักษณะการไหลของวัสดุ อัตราการหดตัว และความคลาดเคลื่อนของมิติ ชุดหัวฉีดโดยทั่วไปประกอบด้วยส่วนประกอบหลายชิ้น ได้แก่ ตัวหัวฉีด แกนกลาง (mandrel) และกลไกการปรับแต่ง ซึ่งช่วยให้สามารถปรับแต่งความหนาของผนังและมิติของโปรไฟล์ได้อย่างละเอียด
การออกแบบช่องทางการไหลภายในแม่พิมพ์ช่วยให้วัสดุกระจายตัวอย่างสม่ำเสมอทั่วทั้งหน้าตัดของโปรไฟล์ รูปแบบของช่องทางการไหลที่เรียบลื่นช่วยลดการสูญเสียแรงดันและป้องกันไม่ให้วัสดุค้างอยู่ซึ่งอาจทำให้เกิดความแปรผันของสีหรือการปนเปื้อน ระบบควบคุมอุณหภูมิของแม่พิมพ์รักษาเงื่อนไขการขึ้นรูปที่เหมาะสม ป้องกันไม่ให้วัสดุแข็งตัวก่อนเวลาอันควร หรือเสื่อมสภาพมากเกินไประหว่างกระบวนการขึ้นรูป
ระบบแม่พิมพ์แบบเปลี่ยนเร็วช่วยให้ผู้ปฏิบัติงานบนสายการผลิตโปรไฟล์ PS สามารถเปลี่ยนระหว่างรูปทรงโปรไฟล์ต่าง ๆ ได้อย่างรวดเร็วโดยใช้เวลาหยุดเครื่องน้อยที่สุด การออกแบบแม่พิมพ์แบบโมดูลาร์ทำให้สามารถผลิตโปรไฟล์ในรูปทรงต่าง ๆ ได้ รวมถึงส่วนกลวง ส่วนทึบ และรูปทรงที่ซับซ้อนซึ่งมีโพรงภายในหรือพื้นผิวที่มีลวดลาย
กระบวนการผลิตและลำดับการปฏิบัติงาน
การเตรียมวัสดุและการป้อนวัสดุ
สายการผลิตโปรไฟล์ PS เริ่มดำเนินการหลังจากการเตรียมวัสดุอย่างเหมาะสม เพื่อให้มั่นใจในคุณภาพของวัตถุดิบที่สม่ำเสมอ ซึ่งส่งผลโดยตรงต่อคุณลักษณะของผลิตภัณฑ์สำเร็จรูป เม็ดพอลิสไตรีนดิบจะผ่านการตรวจสอบเพื่อหาสิ่งปนเปื้อน ความชื้น และการกระจายตัวของขนาดอนุภาค ระบบจัดการวัสดุจะลำเลียงเรซิน PS จากไซโลเก็บวัตถุดิบไปยังสายการผลิต โดยรักษาความสะอาดและป้องกันไม่ให้เกิดการปนเปื้อนจากแหล่งภายนอก
การเติมสารเติมแต่งจะเกิดขึ้นในขั้นตอนการป้อนวัตถุดิบ โดยสารให้สี สารคงตัว สารหน่วงการลุกไหม้ หรือสารปรับปรุงสมรรถนะอื่นๆ จะถูกผสมเข้ากับเรซิน PS พื้นฐาน ระบบจ่ายสารที่แม่นยำจะรับประกันความเข้มข้นของสารเติมแต่งที่สม่ำเสมอตลอดการผลิต ทำให้คุณสมบัติของโปรไฟล์ที่ผ่านกระบวนการอัดรีดมีความสม่ำเสมอ
การปรับอุณหภูมิของวัตถุดิบอาจจำเป็นสำหรับเกรด PS บางชนิด หรือเมื่อประมวลผลวัสดุรีไซเคิล ระบบให้ความร้อนล่วงหน้าจะทำให้วัสดุถึงอุณหภูมิที่เหมาะสมสำหรับการป้อนเข้าเครื่อง ซึ่งช่วยลดภาระความร้อนที่ตกอยู่กับเครื่องอัดรีด และเพิ่มประสิทธิภาพการใช้พลังงานโดยรวมของสายการผลิตโปรไฟล์ PS
การอัดขึ้นรูปและการขึ้นรูปโปรไฟล์
ในระหว่างขั้นตอนการอัดขึ้นรูป สายการผลิตโปรไฟล์ PS จะเปลี่ยนเม็ด PS ที่เป็นของแข็งให้กลายเป็นกระแสของวัสดุที่หลอมละลายอย่างต่อเนื่อง ซึ่งมีรูปร่างตามที่กำหนดโดยเรขาคณิตของแม่พิมพ์ (die) ความเร็วในการหมุนของสกรู อุณหภูมิของกระบอกสูบ และอัตราการไหลของวัสดุจะถูกควบคุมอย่างระมัดระวังเพื่อรักษาเงื่อนไขการประมวลผลที่เสถียร วัสดุ PS ที่หลอมละลายจะเกิดความร้อนจากการเฉือน (shear heating) ขณะเคลื่อนผ่านเครื่องอัดรีด จึงจำเป็นต้องมีการจัดการอุณหภูมิอย่างแม่นยำเพื่อป้องกันไม่ให้วัสดุร้อนเกินไป
ระบบตรวจสอบแรงดันทั่วทั้งปลอกเครื่องอัดรีด (extruder barrel) และชุดหัวขึ้นรูป (die assembly) ให้ข้อมูลย้อนกลับแบบเรียลไทม์เกี่ยวกับสภาวะการแปรรูป ผู้ปฏิบัติงานปรับพารามิเตอร์ต่าง ๆ ตามค่าแรงดันที่วัดได้ เพื่อรักษาลักษณะการไหลของวัสดุให้อยู่ในระดับที่เหมาะสมที่สุด และป้องกันปัญหาต่าง ๆ เช่น การเสื่อมสภาพของวัสดุ หรือความไม่เสถียรของขนาดในผลิตภัณฑ์ที่ผ่านการอัดรีด
การเปลี่ยนผ่านจากเครื่องอัดรีดไปยังชุดหัวขึ้นรูปถือเป็นขั้นตอนสำคัญที่การไหลของวัสดุต้องคงอยู่ในลักษณะไหลแบบชั้น (laminar flow) และมีความเสถียร แผ่นกั้น (breaker plates) และชุดกรอง (screen packs) ทำหน้าที่กรองสิ่งสกปรก พร้อมสร้างแรงดันย้อนกลับ (back-pressure) ที่เพียงพอ เพื่อให้วัสดุผสมและเป็นเนื้อเดียวกันอย่างสมบูรณ์ก่อนที่จะเกิดการขึ้นรูปเป็นชิ้นงาน
ระบบระบายความร้อนและการทำให้รูปทรงคงตัว
วิธีการระบายความร้อนหลัก
ทันทีหลังจากออกจากแม่พิมพ์ ชิ้นส่วนรูปแบบ PS ที่ผ่านการอัดขึ้นรูปจะเข้าสู่ส่วนทำให้เย็นของสายการผลิตชิ้นส่วนรูปแบบ PS ซึ่งการลดอุณหภูมิอย่างรวดเร็วจะทำให้โครงสร้างวัสดุแข็งตัว วิธีการทำให้เย็นหลักที่ใช้กันทั่วไปคือการจุ่มในอ่างน้ำ โดยควบคุมอุณหภูมิของน้ำให้เหมาะสมเพื่อให้อัตราการระบายความร้อนเหมาะสมกับความหนาและรูปทรงเรขาคณิตที่แตกต่างกันของชิ้นส่วนรูปแบบ
ระบบปรับเทียบภายในโซนทำให้เย็นทำหน้าที่รับประกันความแม่นยำด้านมิติของชิ้นส่วนรูปแบบ PS โดยให้การรองรับภายนอกระหว่างกระบวนการแข็งตัว ปลอกปรับเทียบที่ใช้แรงสุญญากาศจะดึงดูดชิ้นส่วนรูปแบบที่ยังอุ่นและยืดหยุ่นให้แนบสนิทกับพื้นผิวที่ถูกกลึงขึ้นอย่างแม่นยำ เพื่อรักษามิติที่ถูกต้องและคุณภาพของผิวสัมผัส
ระบบระบายความร้อนด้วยอากาศอาจใช้เสริมหรือแทนที่ระบบระบายความร้อนด้วยน้ำสำหรับการใช้งานบางประเภทของชิ้นส่วนรูปแบบที่ต้องหลีกเลี่ยงความชื้นบนพื้นผิว การไหลเวียนของอากาศที่ถูกบังคับพร้อมการควบคุมอุณหภูมิจะให้อัตราการระบายความร้อนที่ควบคุมได้ ขณะเดียวกันก็รักษาสภาพพื้นผิวที่แห้งตลอดกระบวนการระบายความร้อน
การแปรรูปขั้นที่สองและการควบคุมคุณภาพ
หลังจากการทำให้เย็นขั้นต้นเสร็จสิ้น โปรไฟล์ PS จะผ่านขั้นตอนการแปรรูปขั้นที่สองซึ่งเตรียมพร้อมสำหรับกระบวนการผลิตขั้นต่อไป ระบบดึงวัสดุ (Haul-off systems) จะดึงโปรไฟล์ผ่านสายการผลิตโปรไฟล์ PS ด้วยความเร็วที่ควบคุมได้ เพื่อรักษาแรงตึงที่เหมาะสมและป้องกันการบิดเบี้ยวในระหว่างขั้นตอนการทำให้เย็นและการตัด
ระบบควบคุมคุณภาพจะตรวจสอบขนาดของโปรไฟล์ คุณภาพพื้นผิว และพารามิเตอร์สำคัญอื่นๆ อย่างต่อเนื่อง อุปกรณ์วัดด้วยเลเซอร์ ระบบตรวจจับด้วยภาพ (vision systems) และเครื่องวัดแบบสัมผัส (contact gauges) ให้ข้อมูลย้อนกลับแบบเรียลไทม์เกี่ยวกับคุณภาพการผลิต และจะกระตุ้นการปรับค่าโดยอัตโนมัติเมื่อพารามิเตอร์ใดๆ เคลื่อนออกจากช่วงความคลาดเคลื่อนที่ยอมรับได้
ระบบตัดตามความยาว (Cut-to-length systems) จะตัดโปรไฟล์ PS แบบต่อเนื่องออกเป็นความยาวที่กำหนดไว้อย่างแม่นยำ โดยใช้ใบเลื่อยหรือระบบมีดที่ออกแบบมาโดยเฉพาะสำหรับวัสดุโพลีสไตรีน ความเร็วในการตัดและการเลือกใบมีดส่งผลต่อคุณภาพผิวเรียบของปลายที่ถูกตัดและความแม่นยำของมิติ
คุณสมบัติการควบคุมกระบวนการและระบบอัตโนมัติ
ระบบควบคุมอุณหภูมิ
ระบบสายการผลิตโปรไฟล์ PS ขั้นสูงประกอบด้วยเครือข่ายควบคุมอุณหภูมิที่ซับซ้อน ซึ่งทำหน้าที่ตรวจสอบและปรับเงื่อนไขทางความร้อนตลอดกระบวนการ โดยตัวควบคุมแบบ PID รักษาค่าอุณหภูมิที่ตั้งไว้ให้แม่นยำในแต่ละโซนของเครื่องอัดรีด บริเวณหัวฉีด (die section) และระบบระบายความร้อน โดยตอบสนองโดยอัตโนมัติต่อการเปลี่ยนแปลงของกระบวนการหรือวัสดุ
ความสามารถในการจัดทำแผนผังอุณหภูมิ (Thermal profiling) ช่วยให้ผู้ปฏิบัติงานสามารถกำหนดเส้นโค้งอุณหภูมิที่เหมาะสมสำหรับเกรด PS ต่าง ๆ และเรขาคณิตของโปรไฟล์ที่แตกต่างกัน ระบบจัดการสูตรการผลิต (Recipe management systems) เก็บพารามิเตอร์การประมวลผลที่ได้รับการพิสูจน์แล้ว ทำให้สามารถเปลี่ยนการตั้งค่าได้อย่างรวดเร็วเมื่อสลับระหว่างประเภทโปรไฟล์หรือข้อกำหนดวัสดุที่ต่างกัน
ระบบกู้คืนพลังงานจับความร้อนส่วนเกินจากกระบวนการอัดรีดมาใช้ในการทำให้วัสดุป้อนเข้าร้อนล่วงหน้า หรือใช้เพื่อทำความร้อนให้พื้นที่ภายในโรงงานผลิต คุณสมบัติเหล่านี้ช่วยยกระดับประสิทธิภาพการใช้พลังงานโดยรวม ขณะเดียวกันก็ลดต้นทุนการดำเนินงานของสายการผลิตโปรไฟล์ PS
การตรวจสอบการผลิตและการจัดการข้อมูล
การติดตั้งสายการผลิตโปรไฟล์พอลิสไตรีน (PS) แบบทันสมัยรวมถึงระบบการเก็บข้อมูลอย่างครอบคลุม ซึ่งบันทึกพารามิเตอร์กระบวนการที่สำคัญทั้งหมดตลอดระยะเวลาการผลิต การวิเคราะห์ข้อมูลย้อนหลังช่วยระบุแนวโน้ม ทำนายความต้องการในการบำรุงรักษา และปรับเงื่อนไขการประมวลผลให้เหมาะสมยิ่งขึ้น เพื่อเพิ่มประสิทธิภาพการผลิตและความสม่ำเสมอของคุณภาพ
ความสามารถในการตรวจสอบการผลิตจากระยะไกลช่วยให้สามารถควบคุมการผลิตได้จากห้องควบคุมกลางหรือสถานที่นอกโรงงาน การเชื่อมต่อผ่านเครือข่ายทำให้สามารถผสานเข้ากับระบบวางแผนทรัพยากรองค์กร (ERP) ได้ ซึ่งจะจัดหาข้อมูลการผลิตแบบเรียลไทม์สำหรับการจัดตารางการผลิต การจัดการสินค้าคงคลัง และวัตถุประสงค์ด้านการประกันคุณภาพ
ระบบแจ้งเตือนและส่งสัญญาณเตือนจะแจ้งให้ผู้ปฏิบัติงานทราบเมื่อเกิดความผิดปกติของกระบวนการ ความเสียหายของอุปกรณ์ หรือปัญหาด้านคุณภาพที่ต้องได้รับการแก้ไขทันที ลำดับขั้นตอนการหยุดทำงานโดยอัตโนมัติจะช่วยปกป้องอุปกรณ์และลดการสูญเสียวัสดุให้น้อยที่สุด เมื่อพารามิเตอร์ที่สำคัญเกินขอบเขตการดำเนินงานที่ปลอดภัย
การประยุกต์ใช้งานและข้อพิจารณาด้านวัสดุ
การประยุกต์ใช้งานในอุตสาหกรรมของโปรไฟล์ PS
โปรไฟล์ PS ที่ผลิตด้วยอุปกรณ์สายการผลิตโปรไฟล์ PS แบบเฉพาะทาง ใช้งานได้หลากหลายในภาคอุตสาหกรรม โดยวัสดุที่มีน้ำหนักเบา มีคุณสมบัติเป็นฉนวน และแปรรูปได้ง่ายนั้นให้ประสิทธิภาพสูงสุด สำหรับการก่อสร้าง โปรไฟล์ PS ใช้ในกรอบหน้าต่าง กรอบประตู ชิ้นส่วนตกแต่งอาคาร และองค์ประกอบฉนวนความร้อน ซึ่งมีคุณสมบัติทางความร้อนที่ยอดเยี่ยมและทนต่อสภาพอากาศได้ดี
ในการบรรจุภัณฑ์ โปรไฟล์ PS ใช้ในระบบบรรจุภัณฑ์เพื่อการป้องกัน ชิ้นส่วนแสดงสินค้า และองค์ประกอบโครงสร้างภายในภาชนะขนส่ง ความต้านทานต่อแรงกระแทกและความคงตัวของมิติของวัสดุนี้ทำให้เหมาะสำหรับการใช้งานที่ต้องการประสิทธิภาพที่สม่ำเสมอภายใต้สภาวะแวดล้อมที่เปลี่ยนแปลงไป
อุตสาหกรรมยานยนต์และการขนส่งใช้โปรไฟล์ PS สำหรับชิ้นส่วนตกแต่งภายใน ชิ้นส่วนเสริมความแข็งแรงเชิงโครงสร้าง และแผงน้ำหนักเบา ซึ่งการลดน้ำหนักช่วยเพิ่มประสิทธิภาพการใช้เชื้อเพลิงโดยไม่กระทบต่อข้อกำหนดด้านความปลอดภัยหรือความทนทาน
การเลือกระดับวัสดุและการตั้งค่าพารามิเตอร์การแปรรูป
เกรดโพลีสไตรีนที่แตกต่างกันจำเป็นต้องใช้พารามิเตอร์การแปรรูปเฉพาะบนสายการผลิตโปรไฟล์ PS เพื่อให้ได้ผลลัพธ์ที่เหมาะสมที่สุด โพลีสไตรีนทั่วไป (General-purpose PS) มีความใสอย่างยอดเยี่ยมและแปรรูปได้ง่าย จึงเหมาะสำหรับการใช้งานโปรไฟล์แบบใสหรือกึ่งโปร่งแสงที่ต้องการคุณสมบัติด้านแสง
โพลีสไตรีนชนิดทนแรงกระแทกสูง (High-impact polystyrene: HIPS) มีสารปรับปรุงจากยางผสมอยู่ ซึ่งช่วยเพิ่มความเหนียวและความต้านทานต่อแรงกระแทก แต่ต้องใช้อุณหภูมิการแปรรูปและอัตราการระบายความร้อนที่ปรับเปลี่ยนแล้ว สายการผลิตโปรไฟล์ PS จึงต้องสามารถรองรับลักษณะทางความร้อนที่แตกต่างกันของ HIPS เมื่อเทียบกับเกรด PS ทั่วไป
เกรดโพลีสไตรีนที่ทนไฟ (Flame-retardant PS) มีสารเติมแต่งพิเศษที่ต้องควบคุมอุณหภูมิอย่างระมัดระวัง เพื่อป้องกันไม่ให้สารเติมแต่งเสื่อมสภาพ ขณะเดียวกันก็รักษาคุณสมบัติในการทนไฟไว้ในโปรไฟล์สำเร็จรูป การปรับแต่งพารามิเตอร์การแปรรูปให้เหมาะสมจะช่วยให้มั่นใจได้ว่าสารทนไฟจะกระจายตัวอย่างสม่ำเสมอทั่วทั้งหน้าตัดของโปรไฟล์
คำถามที่พบบ่อย
ความเร็วการผลิตโดยทั่วไปสำหรับสายการผลิตโปรไฟล์ PS คือเท่าใด
ความเร็วการผลิตของระบบสายการผลิตโปรไฟล์ PS โดยทั่วไปอยู่ในช่วง 0.5 ถึง 15 เมตรต่อนาที ขึ้นอยู่กับความซับซ้อนของโปรไฟล์ ความหนาของผนัง และความต้องการในการระบายความร้อน โปรไฟล์ทึบแบบง่ายสามารถผลิตได้ด้วยความเร็วสูงกว่า ในขณะที่โปรไฟล์กลวงแบบซับซ้อนที่มีผนังหนาจำเป็นต้องใช้ความเร็วต่ำกว่าเพื่อให้มั่นใจว่ามีการระบายความร้อนอย่างเหมาะสมและรักษาความเสถียรของมิติได้ กระบวนการปรับแต่งความเร็วของสายการผลิตจึงต้องสมดุลระหว่างประสิทธิภาพการผลิตกับข้อกำหนดด้านคุณภาพสำหรับการใช้งานโปรไฟล์แต่ละประเภท
ความหนาของโปรไฟล์ส่งผลต่อการดำเนินงานของสายการผลิตโปรไฟล์ PS อย่างไร
ความหนาของโปรไฟล์มีผลอย่างมากต่อความต้องการเวลาในการระบายความร้อน และความสามารถด้านความเร็วในการผลิตของสายการผลิตโปรไฟล์ PS โปรไฟล์ที่มีความหนามากขึ้นจำเป็นต้องใช้ระยะเวลาในการระบายความร้อนที่ยาวนานขึ้น เพื่อให้เกิดการแข็งตัวอย่างสมบูรณ์ทั่วทั้งพื้นที่หน้าตัด ซึ่งส่งผลให้ต้องใช้โซนระบายความร้อนที่ยาวขึ้น หรือลดความเร็วของสายการผลิตลง นอกจากนี้ การออกแบบหัวฉีด (die) ยังต้องรองรับความต้องการการไหลของวัสดุที่แตกต่างกันตามความหนาของโปรไฟล์ โดยส่วนที่มีความหนามากขึ้นจะต้องการแรงดันการขึ้นรูปที่สูงขึ้น และการปรับแต่งโพรไฟล์อุณหภูมิให้เหมาะสม
ข้อกำหนดด้านการบำรุงรักษาสำหรับอุปกรณ์ในสายการผลิตโปรไฟล์ PS โดยทั่วไปมีอะไรบ้าง?
การบำรุงรักษาตามปกติสำหรับอุปกรณ์สายการผลิตโปรไฟล์ PS ประกอบด้วยการทำความสะอาดพื้นผิวแม่พิมพ์และระบบระบายความร้อนทุกวัน การตรวจสอบส่วนประกอบที่สึกหรอ เช่น สกรูและกระบอกสูบเป็นประจำทุกสัปดาห์ และการปรับค่าเซ็นเซอร์อุณหภูมิและแรงดันทุกเดือน การตรวจสอบสกรูและกระบอกสูบของเครื่องอัดรีดควรดำเนินการทุก 3–6 เดือน ขึ้นอยู่กับปริมาณการผลิต ในขณะที่แนะนำให้ทำความสะอาดและตรวจสอบชุดแม่พิมพ์แบบครบวงจรทุกไตรมาส การจัดตารางการบำรุงรักษาเชิงป้องกันช่วยรักษาคุณภาพผลิตภัณฑ์ให้สม่ำเสมอและลดเวลาหยุดทำงานที่ไม่คาดฝันให้น้อยที่สุด
สายการผลิตโปรไฟล์ PS หนึ่งชุดสามารถผลิตโปรไฟล์ที่มีรูปทรงเรขาคณิตหลายแบบได้หรือไม่?
ระบบสายการผลิตโปรไฟล์แบบ PS ที่ทันสมัยสามารถรองรับเรขาคณิตของโปรไฟล์ได้หลายแบบผ่านระบบแม่พิมพ์แบบเปลี่ยนได้รวดเร็วและอุปกรณ์ปรับเทียบแบบปรับได้ กระบวนการเปลี่ยนโปรไฟล์มักใช้เวลาประมาณ 2–4 ชั่วโมง สำหรับการเปลี่ยนแม่พิมพ์อย่างสมบูรณ์ การล้างวัสดุออก และการปรับค่าพารามิเตอร์ของกระบวนการ อย่างไรก็ตาม การเปลี่ยนโปรไฟล์บ่อยครั้งอาจส่งผลกระทบต่อประสิทธิภาพโดยรวมของการผลิต ดังนั้น การวางแผนการผลิตจึงควรจัดกลุ่มโปรไฟล์ที่มีลักษณะคล้ายคลึงกันไว้ด้วยกันให้มากที่สุดเท่าที่จะเป็นไปได้ บางโรงงานเลือกใช้สายการผลิตขนาดเล็กหลายสาย โดยแต่ละสายทุ่มเทเฉพาะสำหรับครอบครัวของโปรไฟล์หนึ่งๆ แทนที่จะเปลี่ยนแม่พิมพ์บ่อยครั้งบนสายการผลิตขนาดใหญ่เพียงสายเดียว