
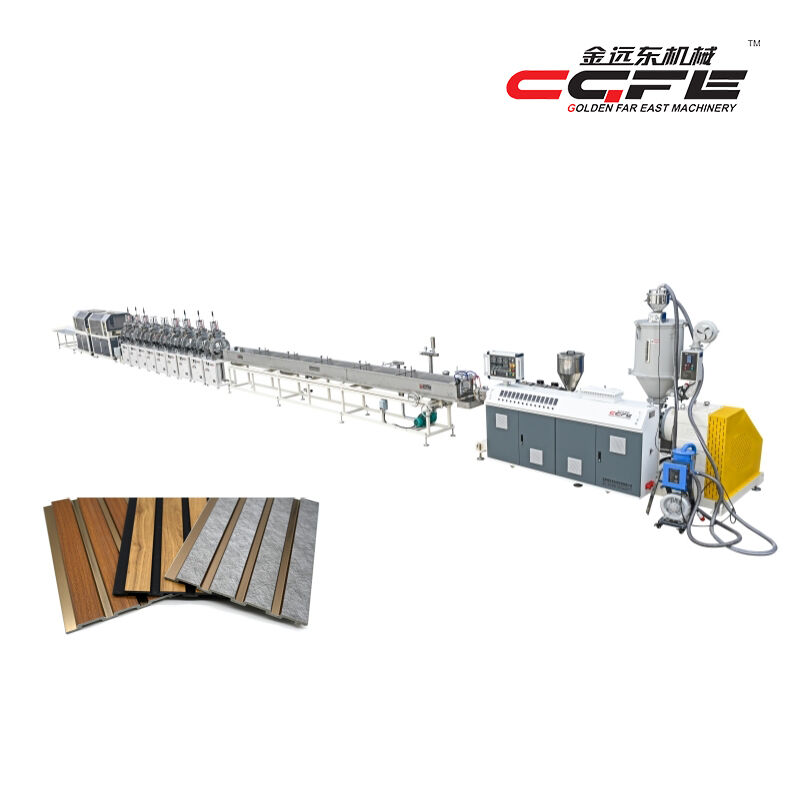
PS profil ishlab chiqarish liniyasi — polistiren (PS) profillarini uzluksiz ekstruziya jarayoni orqali ishlab chiqarish uchun moʻljallangan murakkab ishlab chiqarish tizimidir. Bu sanoat uskunasi xom polistiren granulalarini qurilish, qadoqlash, avtomobilsozlik va turli sanoat sohalari uchun foydalaniladigan aniq shakldagi profillarga aylantiradi. PS profil ishlab chiqarish liniyasi aniq oʻlchovli, yuqori sifatli polistiren profillarini ishlab chiqarish uchun ekstruderlar, kalıplar, sovutish tizimlari va kesish mexanizmlari kabi bir nechta komponentlarni birlashtiradi.

Polistiren profil ishlab chiqarish yoki mavjud imkoniyatlarini yangilashni rejalashtirayotgan ishlab chiqaruvchilar uchun PS profil ishlab chiqarish liniyasining qanday ishlashini tushunish juda muhim. Ishlab chiqarish jarayoni polistiren rezinasi ni eritish temperaturasigacha qizdirishni, erigan materialni maxsus loyihalangan die-lar (formalar) orqali siqib chiqarishni, chiqarilgan profillarni sovutishni va ularni talab qilinadigan uzunliklarga kesishni o'z ichiga oladi. Zamonaviy PS profil ishlab chiqarish liniyasi tizimlari turli xil profil geometriyalari va qalinliklari bo'yicha doimiy chiqish sifatini ta'minlaydigan, material sarfini minimal darajada kamaytiradigan va ishlab chiqarish samaradorligini optimallashtiradigan ilg'or boshqaruv texnologiyalarini joriy etadi.
PS profil ishlab chiqarish liniyasining asosiy komponentlari
Ekstruder tizimi va materialni qayta ishlash
Ekstruder har qanday PS profil ishlab chiqarish liniyasining yuragi hisoblanadi va polistiren xom ashyosini eritish hamda bir xil qilish vazifasini bajaradi. Oddiy vintli yoki ikkita vintli ekstruderlar odatda qo'llaniladi; ikkita vintli konfiguratsiyalar esa yaxshiroq aralashtirish qobiliyati va haroratni boshqarish imkoniyatini ta'minlaydi. Ekstruder korpusi PS granulalarini atrof-muhit sharoitidan taxminan 180–220°C gacha bosqichma-bosqich isitadigan isitish zonalari bilan jihozlangan bo'lib, bu issiqlikka chidamlilikni yo'qotmasdan to'liq eritishni ta'minlaydi.
Ekstruder ichida aylanayotgan vint mexanizmi polistiren materialni oldinga o'tkazadi va ishqalanish hamda siqish orqali mexanik energiya beradi. Vint dizayni ovqatlanish, eritish, aralashtirish va nasoslash funksiyalarini optimallashtirish uchun turli zonalarga ega. Haroratni boshqarish tizimlari har bir isitish zonasini mustaqil ravishda nazorat qiladi va operatorlarga qayd etilgan PS darajasini qayta ishlash hamda istalgan profil xususiyatlariga mos keladigan issiqlik profilini sozlash imkonini beradi.
Material oqimini boshqarish tizimlari PS granulalarini ekstruder qabul qilish idishiga doimiy miqdorda yetkazib beradi, ko'pincha gravimetrik yoki volumetrik dozalash uskunalari bilan jihozlangan. ps profil ishlab chiqarish liniyasi ba'zi ilg'or konfiguratsiyalar namlikni olib tashlaydigan material quritish tizimlarini o'z ichiga oladi; bu giproskopik qo'shimchalardan namlikni olib tashlab, yakuniy profilarda sirt nuqsonlari yoki o'lchamlar uzgarishi kabi sifat muammolarini oldini oladi.
Dey dizayni va profil shakllantirish
Ekstruziya deyi PS profil ishlab chiqarish liniyasida ishlab chiqariladigan profilarning yakuniy kesim geometriyasini belgilaydi. Dey dizayni material oqimi xususiyatlarini, shishish darajasini va o'lchamlar noaniqlik darajasini hisobga olgan holda aniq muhandislik talab qiladi. Dey yig'ilmasi odatda dey tanasi, mandrel va devor qalinligi hamda profil o'lchamlarini sozlash imkonini beruvchi moslamalardan iborat bo'lgan bir nechta komponentlardan tashkil topgan.
Shakllantiruvchi shaklning ichidagi oqim kanali dizayni profil kesimining butun maydoni bo'ylab materialning bir tekis tarqalishini ta'minlaydi. Oqim yo'llarining soddalashtirilgan dizayni bosim pasayishini minimallashtiradi va rang o'zgarishlariga yoki kontaminatsiyaga sabab bo'lishi mumkin bo'lgan materialning qatnashishini oldini oladi. Shakllantiruvchi shaklning haroratini boshqarish tizimlari optimal ishlov berish sharoitlarini saqlaydi va shakllantirish jarayonida materialning erta qotishini yoki ortiqcha degradatsiyasini oldini oladi.
Tez almashtiriladigan shakllantiruvchi shakllar tizimi profil ishlab chiqarish liniyasi operatorlariga turli xil profil geometriyalari orasida minimal to'xtash vaqti bilan o'tish imkonini beradi. Modulli shakllantiruvchi shakllar bo'sh kesimli, qattiq profillar hamda ichki bo'shliqlari yoki sirt matoslari bilan murakkab geometriyalarga ega bo'lgan turli xil profil shakllarini ishlab chiqarishga imkon beradi.
Ishlab chiqarish jarayoni va operatsion ketma-ketlik
Material tayyorlash va uzatish
PS profil ishlab chiqarish liniyasi to'g'ri material tayyorlash bilan ishga tushadi, bu esa oxirgi mahsulot xususiyatlariga bevosita ta'sir qiladigan doimiy kirish sifatini ta'minlaydi. Xom polistiren guruchlari kontaminatsiya, namlik miqdori va zarrachalar o'lchami taqsimoti bo'yicha tekshiriladi. Materialni boshqarish tizimlari PS rezinasini saqlash siloslaridan ishlab chiqarish liniyasiga yetkazib beradi va bir vaqtning o'zida tozalikni saqlab turadi hamda tashqi manbalardan kontaminatsiyani oldini oladi.
Qo'shimcha moddalarni kiritish oziqlantirish bosqichida amalga oshiriladi, bunda rangli moddalar, barqarorlashtiruvchilar, olovga chidamli moddalar yoki boshqa ishlashni yaxshilovchi birikmalar asosiy PS rezinasi bilan aralashtiriladi. Aniq dozalash tizimlari ishlab chiqarish jarayonida qo'shimcha moddalarning doimiy konsentratsiyasini ta'minlaydi va ekstruziya qilingan profillarning bir xil xususiyatlarini saqlaydi.
Ba'zi PS darajalari yoki qayta ishlangan materialni qayta ishlashda xom ashyoning haroratini sozlash talab qilinishi mumkin. Oldindan isitish tizimlari materialni optimal oziqlantirish haroratiga yetkazib beradi, bu esa ekstruder ustidagi issiqlik yuklamasini kamaytiradi va ps profil ishlab chiqarish liniyasining umumiy energiya samaradorligini oshiradi.
Ekstruziya va profil shakllantirish
Ekstruziya bosqichida ps profil ishlab chiqarish liniyasi qattiq PS granulalarini doimiy erigan oqimlarga aylantiradi, bu oqimlar die geometriyasi tomonidan belgilangan shaklni oladi. Ishlash sharoitlarini barqaror saqlash uchun vint aylanish tezligi, trubka haroratlari va material oqimi ehtiyotkorlik bilan boshqariladi. Erigan PS materiali ekstruder orqali harakatlanayotganda qisqarish issiqligiga uchraydi, bu esa qayta ishlash jarayonida qayta ishlashni oldini olish uchun aniq harorat boshqaruvidir.
Ekstruder barreli va kalıb yig'ilmasi bo'ylab joylashgan bosimni nazorat qilish tizimlari ishlov berish sharoitlari haqida haqiqiy vaqt rejimida axborot beradi. Operatorlar optimal oqish xususiyatlarini saqlash hamda ekstrudlangan profilning materialning buzilishiga yoki o'lchovlarining nobarqarorligiga sabab bo'ladigan muammolarni oldini olish uchun bosim ko'rsatkichlariga asoslanib parametrlarni sozlaydi.
Ekstruderdan kalıb yig'ilmasiga o'tish — bu material oqimi laminar va barqaror bo'lib turishi kerak bo'lgan muhim bosqichdir. Buzgich plastinkalari va filtr tarmoqlari kontaminantlarni filtrlab, profil hosil bo'lishidan oldin materialni to'liq aralashtirish va bir xil qilish uchun yetarli orqaga qarshi bosim yaratadi.
Sovutish tizimlari va profilni barqarorlashtirish
Birinchi darajali sovutish usullari
Chiqarilgan PS profilari darhol kalıbni tark etgandan keyin, PS profil ishlab chiqarish liniyasining sovutish bo'limiga kiradi, bu yerda tez harorat pasayishi material tuzilishini qattiklashtiradi. Suv bathi orqali sovutish turli profil qalinliklari va geometriyalariga mos optimal sovutish tezligini ta'minlaydigan harorat nazorati ostidagi suv yordamida amalga oshiriladigan eng keng tarqalgan birinchi sovutish usulidir.
Sovutish zonasidagi kalibratsiya tizimlari profilning qattiklanish jarayonida tashqi qo'llab-quvvatlash orqali PS profilarning o'lchamlarini aniqligini ta'minlaydi. Vakuum yordamida ishlaydigan kalibratsiya qoplamalari issiq, egiluvchan profilarni aniq ishlangan sirtlarga tortadi va shu bilan o'lchamlar hamda sirt sifatini aniqligini saqlaydi.
Yuzaki namlikdan qochish talab qilinadigan ba'zi profil ilovalari uchun havo orqali sovutish tizimlari suv orqali sovutishni qo'shimcha ravishda yoki to'liq almashtirishi mumkin. Harorat nazorati ostidagi majburiy havo aylanishi sovutish jarayoni davomida quruq yuzaviy sharoitni saqlab turadi va boshqariladigan sovutish tezligini ta'minlaydi.
Ikkinchi darajali qayta ishlash va sifat nazorati
Birinchi sovutishdan keyin PS profilari quyidagi operatsiyalarga tayyorlanish uchun ikkinchi darajali qayta ishlash bosqichlaridan o'tadi. Profillarni boshqariladigan tezlikda ps profil ishlab chiqarish liniyasidan o'tkazib, sovutish va kesish bosqichlarida to'g'ri taranglikni saqlab, shakl o'zgarishini oldini oluvchi tortish tizimlari ishlatiladi.
Sifat nazorati tizimlari profil o'lchamlarini, sirt sifatini va boshqa muhim parametrlarni doimiy ravishda kuzatib boradi. Lazer o'lchov qurilmalari, ko'rinish tizimlari va kontaktli o'lchov asboblari ishlab chiqarish sifatiga haqiqiy vaqtda axborot beradi va parametrlar qabul qilinadigan chegaralardan tashqari chiqqanda avtomatik sozlamalarga sabab bo'ladi.
Uzunligi bo'yicha kesish tizimlari uzluksiz PS profilarni belgilangan uzunliklarga aniq kesadi; bu maqsadda polistiren materiallarga maxsus mo'ljallangan g'ildirakli zarralar yoki pichoq tizimlari ishlatiladi. Kesish tezligi va zarraning tanlovi kesilgan uchlarning sirt sifati hamda o'lchov aniqligiga ta'sir qiladi.
Jarayonni boshqarish va avtomatlashtirish funksiyalari
Haroratni boshqarish tizimlari
Yuqori darajali PS profil ishlab chiqarish liniyasi tizimlari jarayon bo'ylab issiqlik sharoitlarini kuzatib borish va sozlash uchun murakkab issiqlik nazorati tarmoqlarini o'z ichiga oladi. PID boshqaruv qurilmalari har bir ekstruder zonasi, die bo'limi va sovutish tizimida aniq issiqlik sozlamalarini saqlaydi va jarayondagi o'zgarishlar yoki material o'zgarishlariga avtomatik ravishda javob beradi.
Issiqlik profilini sozlash imkoniyati operatorlarga turli PS darajalari va profil geometriyalari uchun optimal issiqlik egri chiziqlarini belgilashga imkon beradi. Retsept boshqaruv tizimlari sinovdan o'tgan ishlab chiqarish parametrlarini saqlaydi va turli profil turlari yoki material spetsifikatsiyalari o'rtasida o'tishda tez sozlash o'zgarishlarini ta'minlaydi.
Energiya tiklash tizimlari ekstruziya jarayonidan chiqadigan ortiqcha issiqlikni yig'ib oladi va uni kiruvchi materiallarni oldindan isitish yoki ishlab chiqarish inshootlarining joylarini isitish uchun ishlatadi. Bu xususiyatlar PS profil ishlab chiqarish liniyasining umumiy energiya samaradorligini oshiradi va uning ekspluatatsiya xarajatlarini kamaytiradi.
Ishlab chiqarishni nazorat qilish va ma'lumotlarni boshqarish
Zamonaviy PS profil ishlab chiqarish liniyasi o'rnatmalari ishlab chiqarish jarayonida barcha muhim jarayon parametrlarini qayd etuvchi to'liq ma'lumotlar yig'ish tizimlarini o'z ichiga oladi. Tarixiy ma'lumotlarni tahlil qilish orqali tendentsiyalar aniqlanadi, texnik xizmat ko'rsatish talablari bashorat qilinadi va ishlab chiqarish sharoitlari ishlab chiqarish samaradorligini va sifat doimiylikni oshirish uchun optimallashtiriladi.
Masofadan nazorat qilish imkoniyatlari ishlab chiqarishni markazlashtirilgan boshqaruv xonalari yoki joylashuvdan tashqari joylardan kuzatishni ta'minlaydi. Tarmoq ulanishi korxona resurslarini boshqarish tizimlari bilan integratsiyaga imkon beradi va rejalashtirish, zaxira boshqaruv va sifatni nazorat qilish maqsadlarida haqiqiy vaqtda ishlab chiqarish ma'lumotlarini taqdim etadi.
Xavotir va bildirishnoma tizimlari operatorlarga jarayonning og'ishlariga, uskunalar nosozligiga yoki darhol e'tibor beriladigan sifat muammolariga ogohlantirish beradi. Avtomatlashtirilgan to'xtatish ketma-ketliklari me'yorida ishlash chegaralaridan tashqari muhim parametrlar paydo bo'lganda uskunalarga zarar yetkazishni va materiallarning sarfini minimal darajada saqlashni ta'minlaydi.
Qo'llanilish sohalari va materiallarga oid hisobga olinadigan jihatlari
PS profilining sanoatda qo'llanilishi
Yengil, izolyatsiya qiluvchi va qayta ishlashga oson materiallar talab qilinadigan turli sanoat sohalarida maxsus PS profil ishlab chiqarish liniyasi uskunalari bilan ishlab chiqarilgan PS profillari optimal ishlashni ta'minlaydi. Qurilish sohasidagi qo'llanilishi: deraza ramkalari, eshik profillari, arxitektura bezaklari va izolyatsiya tarkibiy qismlari, bu yerda PS profillari a'lo issiqlik xususiyatlari va ob-havo sharoitlariga chidamlilikni ta'minlaydi.
Paketlash sohasida PS profillari himoya qiluvchi paketlash tizimlari, namoyish jihozlari va yuk tashish konteynerlaridagi konstruktiv tarkibiy qismlar uchun ishlatiladi. Materialning urilishga chidamliligi va o'lchovlar doimiylikka ega bo'lishi uni turli atrof-muhit sharoitlarida barqaror ishlash talab qilinadigan sohalarga mos qiladi.
Avtomobil va transport sanoati PS profillarini ichki bezak tarkibiy qismlari, konstruktiv mustahkamlashlar va og'irlikni kamaytiruvchi panellarga qo'llaydi; bu esa xavfsizlik va doimiylik talablari buzilmasdan yoqilg'ining samaradorligini oshirishga yordam beradi.
Material darajasini tanlash va qayta ishlash parametrlari
Turli polistiren darajalari optimal natijalarga erishish uchun ps profil ishlab chiqarish liniyasida maxsus qayta ishlash parametrlarini talab qiladi. Umumiy maqsadli PS ajoyib shaffoflik va qayta ishlashni osonlashtirish xususiyatlariga ega bo'lib, optik xususiyatlarga ega shaffof yoki yarim shaffof profil ilovalari uchun mos keladi.
Yuqori ta'sirli polistiren (HIPS) qo'shimcha elastomerlarni o'z ichiga oladi, bu esa mustahkamlik va urilishga chidamlilikni oshiradi; shuningdek, HIPSni qayta ishlash uchun harorat rejimi va sovutish tezligini o'zgartirish talab qilinadi. Ps profil ishlab chiqarish liniyasi HIPSning standart PS darajalaridan farqli termik xususiyatlarini hisobga olishi kerak.
Olovga chidamli PS darajalari olovga chidamli xususiyatlarni saqlab qolish hamda qo'shimchalarning parchalanishini oldini olish uchun ehtiyotkorlik bilan haroratni boshqarishni talab qiladigan maxsus qo'shimchalar o'z ichiga oladi. Qayta ishlash parametrlarini optimallashtirish olovga chidamli birikmalar profilning kesim bo'ylab doimiy tarqalishini ta'minlaydi.
Tez-tez so'raladigan savollar
PS profil ishlab chiqarish liniyasi uchun odatdagi ishlab chiqarish tezliklari qanday?
PS profil ishlab chiqarish liniyasi tizimlari uchun ishlab chiqarish tezliklari odatda profilning murakkabligiga, devor qalinligiga va sovutish talablariga qarab daqiqasiga 0,5 dan 15 metrgacha o'zgaradi. Oddiy butun profillar yuqori tezliklarga erisha oladi, ammo qalin devorli murakkab bo'sh profillar to'g'ri sovutish va o'lchamlarning barqarorligini ta'minlash uchun sekinroq tezliklarda ishlashni talab qiladi. Liniya tezligini optimallashtirish har bir aniq profil qo'llanilishida mahsulotlikni sifat talablariga moslashtirishga qaratilgan.
Profil qalinligi PS profil ishlab chiqarish liniyasi ishlashiga qanday ta'sir qiladi?
Profil qalinligi ps profil ishlab chiqarish liniyasi uchun sovutish vaqt talablari hamda ishlab chiqarish tezligi imkoniyatlariga sezilarli ta'sir ko'rsatadi. Qalinroq profillar kesimning butun bo'ylab to'liq qattiqlashishini ta'minlash uchun uzunroq sovutish davom etishi kerak bo'ladi, bu esa uzunroq sovutish zonalari yoki kamaytirilgan liniya tezligini talab qiladi. Shuningdek, dizayn shakli (dies) ham turli qalinlikdagi profillarga mos keladigan turli xil material oqimi talablarini hisobga olishi kerak; qalinroq qismlar yuqori ekstruziya bosimini va o'zgartirilgan harorat rejimini talab qiladi.
Ps profil ishlab chiqarish liniyasi uskunalari uchun odatda qanday texnik xizmat ko'rsatish talablari mavjud?
PS profil ishlab chiqarish liniyasi uskunasining muntazam texnik xizmat ko'rsatilishi quyidagilarni o'z ichiga oladi: matritsa sirtlarini va sovutish tizimlarini kunlik tozalash, vintlar va barrellar kabi yeyilishga uchragan komponentlarni haftalik tekshirish, shuningdek, harorat va bosim sensorlarini oylik kalibrlash. Ekstruder vinti va barreli tekshiruvi ishlab chiqarish hajmiga qarab har 3–6 oyda amalga oshiriladi, to'liq matritsa yig'ilmasini tozalash va tekshirish esa choraklik ravishda tavsiya etiladi. Preventiv texnik xizmat ko'rsatish jadvallari mahsulot sifatini doimiy saqlashga va kutilmagan to'xtashlarni minimal darajada kamaytirishga yordam beradi.
Yagona PS profil ishlab chiqarish liniyasi bir nechta profil geometriyalarini qayta ishlashi mumkinmi?
Zamonaviy ps profil ishlab chiqarish liniyasi tizimlari tez almashtiriladigan kalibrlash vositalari va sozlanadigan kalibrlash jihozlari orqali bir nechta profil geometriyalarini qo'llab-quvvatlay oladi. Profilni o'zgartirish odatda to'liq kalibrlashni almashtirish, materialni tozalash va jarayon parametrlarini sozlash uchun 2–4 soatni talab qiladi. Biroq, tez-tez profilni o'zgartirish umumiy ishlash samaradorligiga ta'sir qilishi mumkin, shuning uchun ishlab chiqarish jadvalini tuzishda, mumkin bo'lganda, o'xshash profillarni birga guruhlash kerak. Ba'zi o'rnatmalar bir nechta kichikroq liniyalardan foydalanadi, ular aniq profil oilalariga bag'ishlangan bo'lib, bitta katta liniyada tez-tez kalibrlashni amalga oshirish o'rniga ishlatiladi.
Mundarija
- PS profil ishlab chiqarish liniyasining asosiy komponentlari
- Ishlab chiqarish jarayoni va operatsion ketma-ketlik
- Sovutish tizimlari va profilni barqarorlashtirish
- Jarayonni boshqarish va avtomatlashtirish funksiyalari
- Qo'llanilish sohalari va materiallarga oid hisobga olinadigan jihatlari
-
Tez-tez so'raladigan savollar
- PS profil ishlab chiqarish liniyasi uchun odatdagi ishlab chiqarish tezliklari qanday?
- Profil qalinligi PS profil ishlab chiqarish liniyasi ishlashiga qanday ta'sir qiladi?
- Ps profil ishlab chiqarish liniyasi uskunalari uchun odatda qanday texnik xizmat ko'rsatish talablari mavjud?
- Yagona PS profil ishlab chiqarish liniyasi bir nechta profil geometriyalarini qayta ishlashi mumkinmi?