
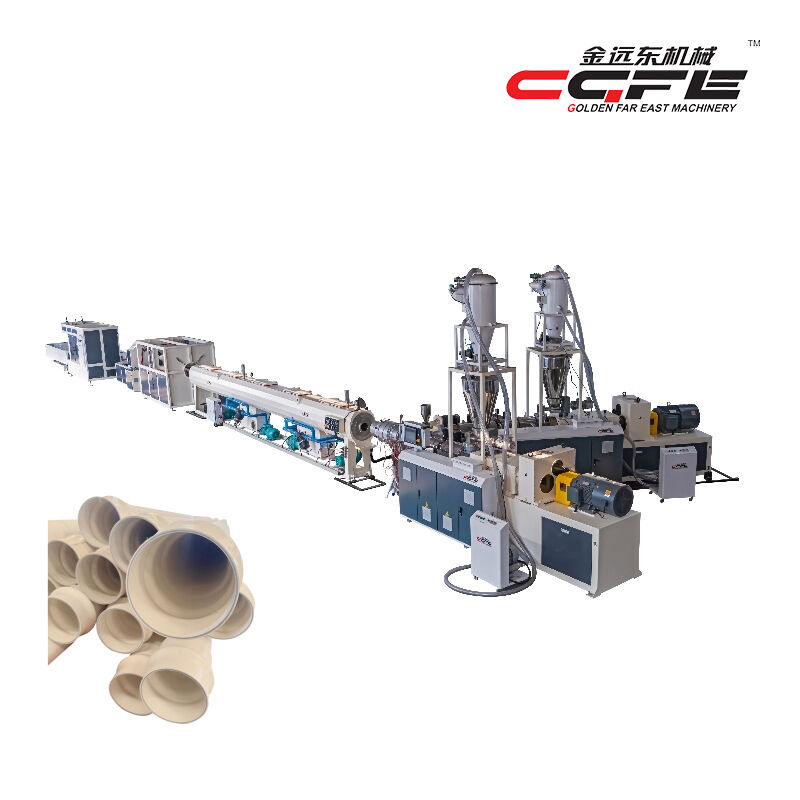
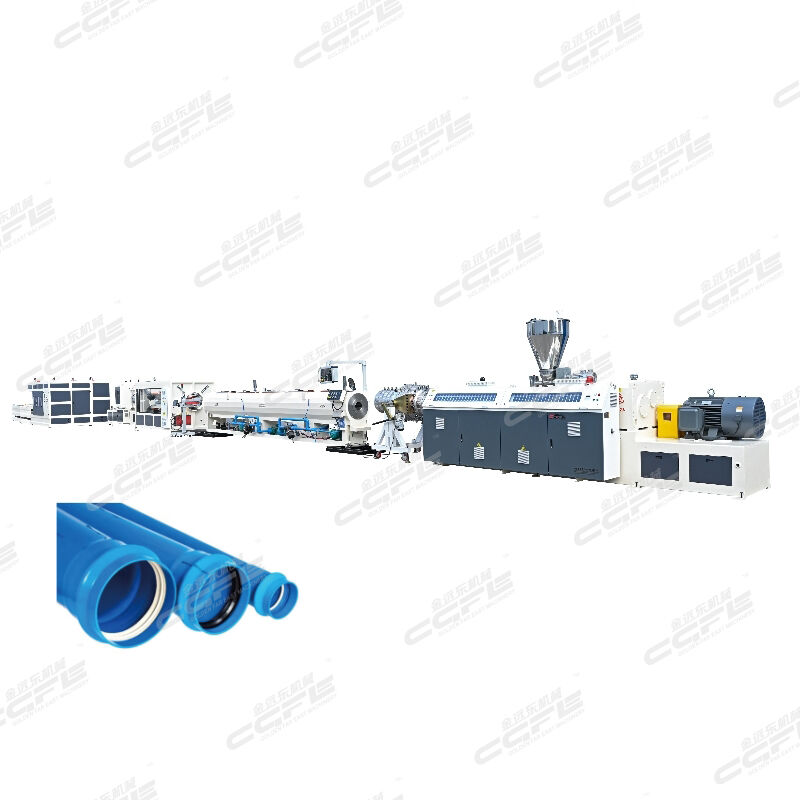
Eine PVC-Rohr-Extrusionsanlage ist ein hochentwickeltes Fertigungssystem, das Roh-Polyvinylchlorid-(PVC-)Harz durch einen kontinuierlichen Prozess aus Erhitzen, Schmelzen und Formen in fertige Kunststoffrohre umwandelt. Diese industrielle Ausrüstung stellt das Rückgrat der modernen Kunststoffrohrfertigung dar und ermöglicht es Herstellern, konsistente, hochwertige Rohre für den Bau, die Sanitärtechnik, die Bewässerung sowie zahlreiche andere Anwendungen in verschiedenen Branchen herzustellen.
Das Verständnis, wie eine PVC-Rohr-Extrusionsanlage funktioniert, erfordert die Untersuchung ihrer integrierten Komponenten, der einzelnen Prozessstufen sowie der präzisen Konstruktion, die konsistente Rohrabmessungen, Wandstärken und Materialeigenschaften sicherstellt. Diese Fertigungssysteme kombinieren mechanische Präzision mit thermischer Steuerung, um zuverlässige und kosteneffiziente Rohrherstellungslösungen bereitzustellen, die strenge branchenübliche Standards und Leistungsanforderungen erfüllen.
Kernkomponenten einer PVC-Rohr-Extrusionsanlage
Primäre Verarbeitungsausrüstung
Das Herzstück eines jeden pVC-Rohr-Auspresslinie besteht aus mehreren kritischen Komponenten, die synchron und harmonisch zusammenarbeiten. Das Extruderschnecken-System bildet die zentrale Verarbeitungseinheit, in der rohe PVC-Granulate oder -Pulver zugeführt, erhitzt, geschmolzen und zu einem homogenen, gleichmäßigen Schmelzestrom vermischt werden. Dieser Einzel- oder Doppelschneckenextruder arbeitet bei exakt gesteuerten Temperaturen und Drehzahlen, um optimale Fließeigenschaften des Materials sicherzustellen.
Der Extrusions-Dieskopf stellt eine weitere wesentliche Komponente dar, die mit spezifischen geometrischen Profilen ausgelegt ist, um die endgültigen Rohrabmessungen zu bestimmen. Diese präzisionsgefertigten Werkzeuge erzeugen das ringförmige Strömungsmuster, das den geschmolzenen PVC in die gewünschte Rohrwandstärke und den gewünschten Durchmesser formt. Moderne pVC-Rohr-Auspresslinie systeme verfügen über verstellbare Diesköpfe, die es den Bedienern ermöglichen, die Verteilung der Wandstärke fein einzustellen und Materialfluktuationen während der Produktion auszugleichen.
Temperaturregelungssysteme entlang der PVC-Rohr-Extrusionsanlage halten präzise thermische Profile von der Zuführzone bis zum Diesaustritt aufrecht. Mehrere Heizzonen mit unabhängigen Temperaturreglern stellen sicher, dass das PVC-Material die optimale Verarbeitungsviskosität erreicht, wobei eine Degradation oder thermische Zersetzung, die die Rohrqualität und Leistungsmerkmale beeinträchtigen könnte, vermieden wird.
Kalibrier- und Kühlsysteme
Unmittelbar nach dem Austritt aus dem Werkzeug formen und dimensionieren Kalibriereinrichtungen das heiße PVC-Rohr entsprechend den genauen Maßvorgaben. Vakuum-Kalibrierbehälter oder Kalibrierhülsen erzeugen einen kontrollierten Unterdruck, um die weichen Rohrwände gegen präzisionsbearbeitete Kalibrierflächen zu ziehen und so einen konsistenten Außendurchmesser und eine gleichmäßige Rundheit über die gesamte Produktionslaufzeit sicherzustellen.
In die PVC-Rohrextrusionsanlage integrierte Wasserkühlsysteme sorgen für eine schnelle Wärmeabfuhr, um die Rohrstruktur zu verfestigen und gleichzeitig die Maßhaltigkeit zu bewahren. Diese Kühltanks oder Sprühkühlsysteme arbeiten mit gesteuerten Temperaturen und Durchflussraten, um thermischen Schock zu vermeiden und gleichzeitig ausreichende Kühlraten für dauerhafte Produktionsgeschwindigkeiten sicherzustellen.
Der Kühlprozess erstreckt sich über mehrere Stufen, wobei jeder Abschnitt darauf ausgelegt ist, die Rohrtemperatur schrittweise zu senken, ohne die strukturelle Integrität zu beeinträchtigen. Eine korrekte Kühlsteuerung verhindert innere Spannungen, Verzug oder maßliche Unstimmigkeiten, die die Leistungsfähigkeit der Rohre in Einsatzanwendungen beeinträchtigen könnten.
Mechanismus des PVC-Rohrextrusionsprozesses
Materialvorbereitung und -zuführung
Der PVC-Rohrextrusionsprozess beginnt mit einer sorgfältigen Materialvorbereitung, bei der PVC-Harz mit Zusatzstoffen wie Stabilisatoren, Gleitmitteln, Farbmitteln und Verarbeitungshilfen gemischt wird. Diese Compoundvorbereitung gewährleistet konsistente Materialeigenschaften und Verarbeitungsmerkmale während des gesamten Produktionszyklus. Automatisierte Zuführsysteme liefern das vorbereitete PVC-Compound kontrolliert und dosiert in den Extruderschacht.
Materialförderanlagen transportieren die PVC-Masse durch den Extrudermantel, wo sich drehende Schneckenelemente das Material allmählich komprimieren, erwärmen und schmelzen. Das Schneckendesign weist spezifische Steigungsprofile und Kompressionsverhältnisse auf, die für die PVC-Verarbeitung optimiert sind und eine vollständige Schmelzung sowie Homogenisierung gewährleisten, wobei das Risiko einer thermischen Degradation minimiert wird.
Regelmechanismen für die Zuführmenge steuern den Materialdurchsatz, um konstante Ausgangsraten und eine gleichmäßige Rohrwandstärke zu gewährleisten. Diese Systeme koordinieren sich mit den Drehzahlreglungen des Extruders, um die Produktivität zu optimieren und gleichzeitig stabile Verarbeitungsbedingungen während des gesamten Betriebs der PVC-Rohre-Extrusionsanlage sicherzustellen.
Schmelzen und Homogenisierung
Im Extrudergehäuse wird das PVC-Material durch externe Gehäuseheizungen und innere Reibung, die durch die Schneckendrehung erzeugt wird, gezielt erhitzt. Das Heiprofil steigt typischerweise schrittweise von der Zuführzone bis zur Dosierzone an, wodurch die PVC-Partikel weich werden, schmelzen und sich zu einem homogenen Schmelzstrom mischen, der für die Rohrherstellung geeignet ist.
Konstruktionselemente der Schnecke – darunter Barrieresektionen, Mischelemente und Dosierzonen – gewährleisten eine gründliche Materialmischung und verhindern gleichzeitig lokale Überhitzung. Die PVC-Rohrextrusionsanlage stellt eine präzise Temperaturregelung sicher, um das geschmolzene PVC innerhalb optimaler Verarbeitungsfenster zu halten, typischerweise zwischen 160 und 200 °C, abhängig von der jeweiligen Zusammensetzung der Compoundformulierung und den Anforderungen an das Rohr.
Die Druckerzeugung innerhalb des Extruders erzeugt die Antriebskraft, die erforderlich ist, um geschmolzenes PVC mit konstanten Durchflussraten durch den Werkzeugkopf zu befördern. Drüberwachungssysteme liefern den Bedienern Echtzeit-Feedback zu den Verarbeitungsbedingungen und ermöglichen unmittelbare Anpassungen, um stabile Produktionsparameter aufrechtzuerhalten.
Rohrformung und maßliche Steuerung
Werkzeugkopfbetrieb und Strömungsverteilung
Die Werkzeugkopfbaugruppe formt den Strom aus geschmolzenem PVC mittels präzise konstruierter Strömungskanäle in die ringförmige Rohrform um. Diese Kanäle verteilen den Materialstrom gleichmäßig über den Umfang und gewährleisten dabei eine konstante Wanddicke über den gesamten Rohrdurchmesser. Das Werkzeugkopfdesign enthält verstellbare Elemente, die eine Feinabstimmung der Wanddickeverteilung während der Produktion ermöglichen.
Die Strömungsbalancierung innerhalb des Werkzeugkopfs der PVC-Rohr-Extrusionsanlage beseitigt potenzielle Schwachstellen oder Dickevariationen, die die Leistungsfähigkeit der Rohre beeinträchtigen könnten. Fortschrittliche Werkzeugkonstruktionen weisen optimierte Strömungspfade auf, die Druckverluste und Verweilzeit minimieren und so das Risiko einer Materialdegradation verringern, ohne die Verarbeitungseffizienz zu beeinträchtigen.
Die Temperaturregelung innerhalb des Werkzeugkopfs gewährleistet die optimale Materialviskosität für geeignete Fließeigenschaften. Unabhängige Heizzonen ermöglichen es den Bedienern, Wärmeverluste auszugleichen und eine gleichmäßige Temperaturverteilung am Werkzeugaustritt sicherzustellen, wodurch Strömungsungleichgewichte verhindert werden, die zu maßlichen Unregelmäßigkeiten im fertigen Rohr führen könnten.
Prozess der Größenanpassung und Kalibrierung
Nach dem Austritt aus dem Werkzeug tritt das heiße PVC-Rohr in die Kalibrierausrüstung ein, wo eine präzise dimensionsgerechte Steuerung erfolgt. Vakuum-Kalibriersysteme erzeugen eine gesteuerte Saugwirkung, um die Rohrwände gegen die Kalibrierflächen zu ziehen und so exakte Außendurchmessermaße einzustellen, während das Material noch in einem halbgeschmolzenen Zustand ist, der für die Formgebung geeignet ist.
Der Kalibrierprozess in einer PVC-Rohr-Extrusionsanlage erfordert ein sorgfältiges Gleichgewicht zwischen Vakuumniveau, Rohrtemperatur und Fördergeschwindigkeit, um eine optimale Dimensionierung zu erreichen, ohne Oberflächenfehler oder dimensionsbedingte Verzerrungen hervorzurufen. Die Geometrie der Kalibierhülse entspricht den geforderten Rohrspezifikationen und gewährleistet eine gleichmäßige Rundheit sowie eine konstante Durchmessertoleranz über die gesamte Produktionslaufzeit.
Mehrstufige Kalibriersysteme bieten zusätzliche Maßkontrolle für Rohre mit größerem Durchmesser oder Anwendungen mit außergewöhnlich engen Toleranzanforderungen. Diese Systeme passen die Rohrabmessungen schrittweise durch sequenzielle Kalibriervorgänge an und ermöglichen so eine präzise Steuerung sowohl des Außendurchmessers als auch der Wanddicke.
Kühl- und Erstarrungssysteme
Wasserkühltechnik
Schnelles und kontrolliertes Abkühlen stellt eine kritische Phase im Betrieb einer PVC-Rohrextrusionsanlage dar und beeinflusst unmittelbar die Rohrqualität, die Produktionsgeschwindigkeit sowie die Maßstabilität. Wasserkühlsysteme entziehen dem geformten Rohr Wärme und verhindern dabei thermischen Schock, der zu Spannungskonzentrationen oder Oberflächendefekten im Endprodukt führen könnte.
Das Design des Kühlbehälters umfasst mehrere Zonen mit unabhängig regulierbaren Wassertemperaturen, wodurch eine schrittweise Wärmeentnahme möglich ist, die die strukturelle Integrität bewahrt und gleichzeitig die erforderlichen Abkühlgeschwindigkeiten erreicht. Die Wasserkreislaufsysteme gewährleisten eine gleichmäßige Temperaturverteilung und einen effizienten Wärmeübergang, um die Kühlwirkung entlang des gesamten Rohrumfangs zu optimieren.
Die Temperaturüberwachungs- und -regelungssysteme im Kühlabschnitt ermöglichen es den Bedienern, Abkühlgeschwindigkeiten und die Endtemperatur des Rohrs präzise zu steuern. Diese Systeme koordinieren sich mit den Geschwindigkeitsreglungen der Fertigungslinie, um ausreichend Zeit für die Abkühlung sicherzustellen und gleichzeitig die Produktionsleistung für bestimmte Rohrabmessungen und Wandstärkenanforderungen zu maximieren.
Erstarrung und Spannungsabbau
Der Erstarrungsprozess in einer PVC-Rohr-Extrusionsanlage umfasst eine kontrollierte Kühlung, die es den PVC-Molekülketten ermöglicht, sich in stabile kristalline und amorphe Bereiche anzuordnen. Diese Phase bestimmt die endgültigen mechanischen Eigenschaften des Rohrs, darunter Zugfestigkeit, Schlagzähigkeit sowie langfristige dimensionsbezogene Stabilität unter Betriebsbedingungen.
Die Steuerung der Abkühlgeschwindigkeit verhindert schnelle thermische Gradienten, die innere Spannungen hervorrufen oder Schwachstellen innerhalb der Rohrstruktur erzeugen könnten. Optimierte Kühlprofile gewährleisten eine gleichmäßige Spannungsverteilung und bewahren dabei die Produktionseffizienz sowie konsistente Qualitätsstandards über längere Produktionsläufe hinweg.
Die abschließenden Kühlstufen senken die Rohrtemperatur auf Umgebungstemperatur, die für nachgeschaltete Handhabungs- und Verarbeitungsoperationen geeignet ist. Diese Systeme bewahren die dimensionsbezogene Stabilität und bereiten das Rohr für Schneid-, Markierungs-, Prüf- und Verpackungsoperationen vor, die den Fertigungsprozess abschließen.
Qualitätskontrolle und Produktionsoptimierung
Dimensionale Überwachungssysteme
Moderne PVC-Rohr-Extrusionsanlagen umfassen fortschrittliche Messsysteme, die während der Produktion kontinuierlich die Rohrabmessungen überwachen. Diese Systeme nutzen laserbasierte oder ultraschallbasierte Messtechnologien, um Außendurchmesser, Wandstärke und Ovalität in Echtzeit zu erfassen und unmittelbares Feedback zur Produktionsqualität und -konsistenz zu liefern.
Automatisierte dimensionsgesteuerte Regelungssysteme können basierend auf den Messergebnissen in Echtzeit Anpassungen der Prozessparameter vornehmen, wodurch eine präzise Toleranzkontrolle während gesamter Produktionsläufe gewährleistet wird. Diese Systeme reduzieren Materialverschwendung, verbessern die Produktkonsistenz und minimieren den Bedarf an manuellem Eingreifen während des regulären Produktionsbetriebs.
Die Integration der statistischen Prozesskontrolle ermöglicht es den Bedienern, Qualitätsentwicklungen zu verfolgen, potenzielle Probleme zu erkennen, bevor sie die Produktqualität beeinträchtigen, und die Verarbeitungsparameter für maximale Effizienz zu optimieren. Die Datenaufzeichnungsfunktionen liefern umfassende Produktionsaufzeichnungen für die Qualitätsdokumentation und Initiativen zur Prozessverbesserung.
Leistungsprüfung und Validierung
Zu den Qualitätsicherungsprotokollen für die Produktion von PVC-Rohr-Extrusionsanlagen gehören regelmäßige Prüfungen von Rohrproben, um die Einhaltung von Industriestandards und Kundenanforderungen zu bestätigen. Zu diesen Prüfungen zählen typischerweise die hydrostatische Druckprüfung, die Bewertung der Schlagfestigkeit sowie die dimensionsbezogene Verifizierung, um eine konsistente Produkteleistung sicherzustellen.
Die Prüfung der Materialeigenschaften stellt sicher, dass fertige Rohre die geforderten mechanischen Eigenschaften erfüllen, darunter Zugfestigkeit, Flexibilität und Langzeitbeständigkeit unter den vorgesehenen Einsatzbedingungen. Diese Validierungsverfahren gewährleisten, dass die Produktionsparameter konsistent Rohre liefern, die für ihre vorgesehenen Anwendungen geeignet sind.
Eine Prozessoptimierung auf Grundlage der Prüfergebnisse ermöglicht eine kontinuierliche Verbesserung der Leistung der PVC-Rohr-Extrusionsanlage, wodurch Abfall reduziert, die Energieeffizienz gesteigert und die Produktqualität verbessert wird. Eine regelmäßige Kalibrierung und Wartung der Prüfgeräte sichert die Genauigkeit und Zuverlässigkeit der Qualitätskontrollmessungen.
Häufig gestellte Fragen
Welche Arten von PVC-Rohren können auf einer Extrusionsanlage hergestellt werden?
Eine PVC-Rohr-Extrusionsanlage kann verschiedene Arten von PVC-Rohren herstellen, darunter Druckrohre für die Wasserverteilung, Abflussrohre für Kanalisationssysteme, elektrische Kabelschutzrohre und Bewässerungsrohre für landwirtschaftliche Anwendungen. Die Anlage kann unterschiedliche Rohrdurchmesser, Wandstärkespezifikationen und Druckklassen durch Anpassung der Werkzeugköpfe, Kalibriergeräte und Prozessparameter berücksichtigen. Die üblichen Produktionsbereiche umfassen typischerweise Rohrdurchmesser von 16 mm bis 630 mm; die realisierbaren Wandstärken variieren je nach konkreter Gerätekonfiguration und Anwendungsanforderung.
Wie lange dauert die Inbetriebnahme einer PVC-Rohr-Extrusionsanlage für die Produktion?
Die Inbetriebnahme einer PVC-Rohr-Extrusionsanlage für die Produktion erfordert in der Regel 2–4 Stunden, abhängig von Rohrgrößenwechseln, Materialübergängen und dem Erfahrungsstand der Bediener. Der erste Start aus kaltem Zustand kann länger dauern, da die Heizsysteme ihre Betriebstemperaturen erreichen und sich der Materialfluss im gesamten Verarbeitungsgerät stabilisiert. Wechsel zwischen verschiedenen Rohrgrößen oder Materialien erfordern den Austausch des Werkzeugkopfes, Kalibrierungsanpassungen sowie Modifikationen der Prozessparameter – erfahrene Bediener können diese Arbeiten effizient durchführen, um Ausfallzeiten in der Produktion zu minimieren.
Welche Wartungsanforderungen sind für eine optimale Leistung der Extrusionsanlage notwendig?
Die regelmäßige Wartung einer PVC-Rohr-Extrusionsanlage umfasst die tägliche Reinigung der Düsenköpfe und der Kalibrierausrüstung, die wöchentliche Inspektion der Heizelemente und Temperaturregler sowie die monatliche Bewertung des Verschleißes der Schnecke und des Zustands des Zylinders. Die Schmierung der Antriebssysteme, die Kalibrierung der Messgeräte und der Austausch verschleißbehafteter Komponenten sollten gemäß den Empfehlungen des Herstellers erfolgen, um eine gleichbleibende Produktionsqualität sicherzustellen. Vorsorgliche Wartungspläne helfen, unerwartete Ausfallzeiten zu vermeiden und über die gesamte Nutzungsdauer der Anlage hinweg eine optimale Verarbeitungseffizienz aufrechtzuerhalten.
Welche Faktoren bestimmen die Produktionsgeschwindigkeit einer PVC-Rohr-Extrusionsanlage?
Die Produktionsgeschwindigkeit einer PVC-Rohr-Extrusionsanlage hängt vom Rohrdurchmesser, der Wandstärke, der Materialzusammensetzung, den Kühlungsanforderungen und den Qualitätsvorgaben ab. Rohre mit größerem Durchmesser erfordern in der Regel langsamere Produktionsgeschwindigkeiten, um eine ausreichende Kühlung und dimensionsgerechte Stabilität sicherzustellen, während Rohre mit dünnerer Wand möglicherweise höhere Anlagengeschwindigkeiten zulassen. Auch die Materialeigenschaften, die Umgebungstemperaturbedingungen sowie die geforderten Qualitäts-Toleranzen beeinflussen die optimale Produktionsgeschwindigkeit. Moderne Extrusionsanlagen können je nach diesen verschiedenen Faktoren und den spezifischen Anlagenkapazitäten Geschwindigkeiten im Bereich von 0,5 bis 15 Metern pro Minute erreichen.
Inhaltsverzeichnis
- Kernkomponenten einer PVC-Rohr-Extrusionsanlage
- Mechanismus des PVC-Rohrextrusionsprozesses
- Rohrformung und maßliche Steuerung
- Kühl- und Erstarrungssysteme
- Qualitätskontrolle und Produktionsoptimierung
-
Häufig gestellte Fragen
- Welche Arten von PVC-Rohren können auf einer Extrusionsanlage hergestellt werden?
- Wie lange dauert die Inbetriebnahme einer PVC-Rohr-Extrusionsanlage für die Produktion?
- Welche Wartungsanforderungen sind für eine optimale Leistung der Extrusionsanlage notwendig?
- Welche Faktoren bestimmen die Produktionsgeschwindigkeit einer PVC-Rohr-Extrusionsanlage?