
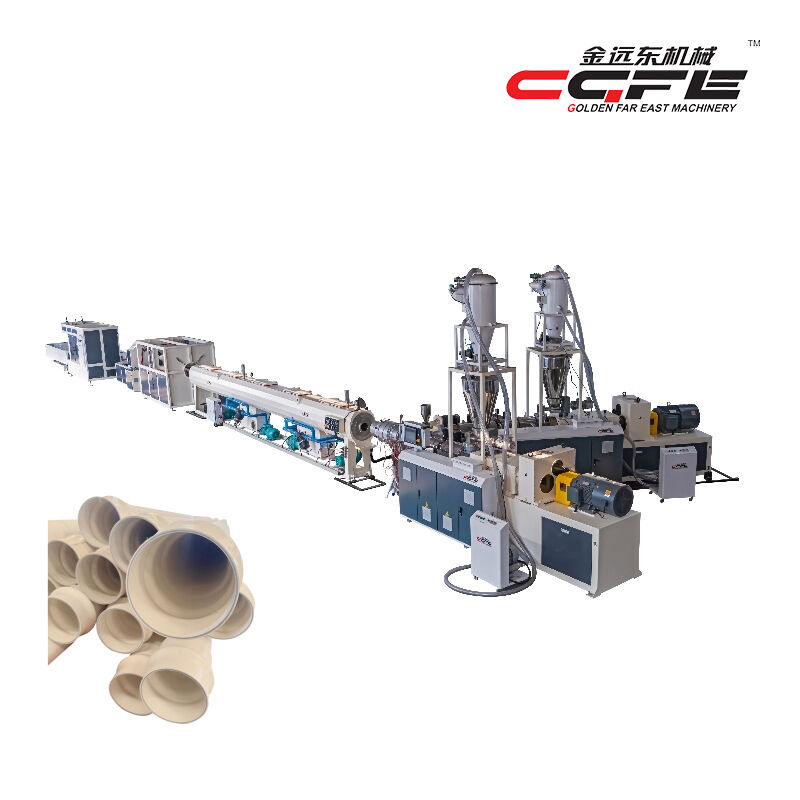
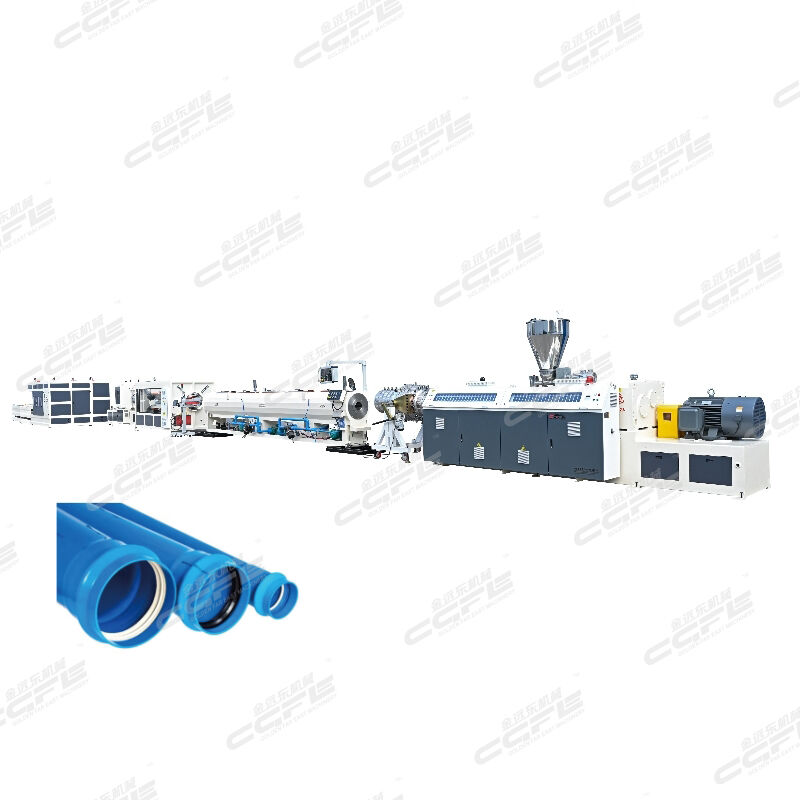
Një vijë prodhimi për tuba PVC është një sistem i sofistikuar prodhimi që transformon rezinën e papërpunuar të klorurit të polivinil (PVC) në tuba plastike të përfunduara përmes një procesi vazhdimës të ngrohjes, shkrirjes dhe formimit. Kjo ekuipim industriale përfaqëson kolonën vertebrale të prodhimit modern të tubave plastike, duke mundësuar prodhuesve të krijojnë tuba të konzistentë dhe me cilësi të lartë për ndërtim, instalime uji, sisteme ujësimi dhe shumë aplikime të tjera në industritë e ndryshme.
Kuptimi i mënyrës se si funksionon një vijë për shtrirje tubash PVC kërkon një studim të përbërësve të integruar, fazave të procesit dhe inxhinierisë saktë që siguron dimensione të pandryshueshme tubash, trashësi të murit dhe veti të materialeve. Këto sisteme prodhimi kombinojnë saktësinë mekanike me kontrollin termik për të ofruar zgjidhje të besueshme dhe të ekonomisht efektive për prodhimin e tubave, të cilat plotësojnë standardet industriale të rrepta dhe kërkesat e performancës.
Përbërësit kryesorë të një vije për shtrirje tubash PVC
Ekipimet kryesore për përpunim
Qendra e çdo linja ekstruzion pvc përbëhet nga disa përbërës kritikë që punojnë në harmoni të sinkronizuar. Sistemi i shkruarësit të ekstrudimit formon njësinë kryesore përpunuese, ku grurët ose pluhuri i papërpunuar PVC futet, ngrohet, shkrihet dhe homogjenizohet në një rrjedhë të lëngët të pandryshueshme. Ky ekstruder me një shkruarës ose me dy shkruarësa funksionon në temperatura dhe shpejtësi rrotullimi të kontrolluara me saktësi, për të siguruar karakteristikat optimale të rrjedhës së materialit.
Koka e die-ks për ekstruzion paraqet një komponent tjetër tërësisht esencial, e projektuar me profile gjeometrike specifike që përcaktojnë dimensionet finale të tubit. Këto mjete të ndërtuara me saktësi krijojnë modelin e rrjedhës unazore që formon PVC-në të shkruar në trashësinë e dëshiruar të murit të tubit dhe diametrin e tij. Modern linja ekstruzion pvc sistemet përfshijnë koka die rregullueshme që lejojnë operatorëve të rregullojnë me saktë shpërndarjen e trashësisë së murit dhe të kompensojnë variacionet e rrjedhës së materialit gjatë prodhimit.
Sistemet e kontrollit të temperaturës në tërë linjën e ekstruzionit të tubave PVC ruajnë profile termike të sakta nga zona e ushqimit deri në daljen e die-së. Zonat e nxehtësisë të shumta me kontrollore të pavarura të temperaturës sigurojnë që materiali PVC të arrijë viskozitetin optimal të përpunimit, duke parandaluar degradimin ose shkatërrimin termik që mund të komprometojë cilësinë dhe karakteristikat e performancës së tubit.
Sistemet e Kalibrimit dhe të Ftohjes
Vetëm pas daljes së tubit të PVC-të nga matrica, pajisjet e kalibrimit i formojnë dhe i përcaktojnë madhësinë me saktësi dimensionale. Tanket vakuumike të kalibrimit ose mbrështjet e përcaktimit të madhësisë aplikojnë një shtypje negative të kontrolluar për të tërhequr murin e butë të tubit kundrejt sipërfaqeve të përcaktimit të madhësisë të përpunuar me saktësi, duke siguruar një diametër të jashtëm dhe rrotullim të qëndrueshëm gjatë tërë procesit prodhimi.
Sistemet e ftohjes me ujë të integruara në linjën e ekstrudimit të tubave të PVC-së ofrojnë heqje të shpejtë të nxehtësisë për të ngurtësuar strukturën e tubit, duke ruajtur stabilitetin dimensionalin. Këto tanke ftohëse ose sisteme shpruzimi funksionojnë në temperatura dhe shpejtësi rrjedhjeje të kontrolluara, duke parandaluar goditjen termike ndërkohë që sigurojnë shkallën e nevojshme të ftohjes për shpejtësitë e vazhdueshme të prodhimit.
Procesi i ftohjes shtrihet nëpër shumë faza, ku secila sektor është projektuar për të zvogëluar gradualisht temperaturën e tubit, duke ruajtur integritetin strukturor. Kontrolli i duhur i ftohjes parandalon tensionet e brendshme, deformimet ose paaftësitë dimensionale që mund të ndikojnë në performancën e tubit në aplikimet e tij operative.
Mekanizmi i Procesit të Extruzionit të Tubave PVC
Përgatitja dhe Furnizimi i Materialit
Procesi i linjës së extruzionit të tubave PVC fillon me përgatitjen e kujdesshme të materialit, ku rezina PVC përzieret me shtesat përfshirë stabilizatorët, lubrifikantët, ngjyruesit dhe ndihmësat e procesimit. Kjo përgatitje e përbërësit siguron veti materiale të qëndrueshme dhe karakteristika të përpunimit gjatë tërë ciklit të prodhimit. Sistemet automatike të furnizimit dërgojnë përbërësin e përgatitur PVC në hopper-in e ekstruduesit me shpejtësi të kontrolluara.
Sistemet e transportit të materialeve zhvendosin përbërësin e PVC-së nëpër tubin e ekstruduesit, ku elementët rrotullues të shiritit shtypin, ngrohin dhe shkrinin gradualisht materialin. Projektimi i shiritit përfshin modele specifike të shiritave dhe raporte shtypjeje të optimizuara për përpunimin e PVC-së, duke siguruar shkrirjen e plotë dhe homogjenizimin, ndërkohë që minimizohen rreziqet e degradimit termik.
Mekanizmat e kontrollit të shpejtësisë së ushqimit rregullojnë shkallën e kalimit të materialit për të ruajtur shpejtësi të qëndrueshme daljeje dhe trashësi të murit të tubave. Këto sisteme bashkëveprojnë me kontrollin e shpejtësisë së ekstruduesit për të optimizuar prodhimshmërinë, duke siguruar kushte të qëndrueshme përpunimi gjatë tërë operimit të linjës së ekstrudimit të tubave PVC.
Shkrirja dhe Homogjenizimi
Brenda tubit të ekstruduesit, materiali PVC i nënshtrohet një ngrohjeje të kontrolluar përmes ngrohësve të jashtëm të tubit dhe të fërkimit të brendshëm që gjenerohet nga rrotullimi i shiritit. Profili i ngrohjes zakonisht rritet gradualisht nga zona e ushqimit deri në zonën e matjes, duke lejuar që grimcat e PVC-së të butësohen, të shkrihen dhe të përziejnë në një rrjedhë homogjene të shkrirë, e përshtatshme për formimin e tubave.
Elementët e dizajnit të shiritit, përfshirë seksionet barierë, elementët e përzierjes dhe zonat e matjes, sigurojnë përzierjen e plotë të materialit, duke parandaluar ngrohjen lokale të tepërt. Vija e ekstrudimit të tubave PVC mban kontrollin e saktë të temperaturës për të ruajtur PVC-në të shkrirë brenda dritareve optimale të përpunimit, zakonisht midis 160–200 °C, varësisht nga formulimet specifike të përbërësit dhe kërkesat për tuba.
Zhvillimi i shtypjes brenda ekstruduesit krijon forcën e nevojshme për të shtyrë PVC-në të shkruar përmes kokës së matricës me shpejtësi të rrjedhjes konstante. Sistemet e monitorimit të shtypjes ofrojnë operatorëve informacion në kohë reale mbi kushtet e procesimit, duke lejuar rregullime të menjëhershme për të mbajtur parametrat e prodhimit të qëndrueshëm.
Formimi i tubave dhe kontrolli dimensional
Veprimi i kokës së matricës dhe shpërndarja e rrjedhës
Montimi i kokës së matricës transformon rrjedhën e PVC-së të shkruar në formën anulare të tubit përmes kanaleve të rrjedhës me inxhinierim të saktë. Këto kanale shpërndajnë rrjedhën e materialit uniformisht rreth perimetrit, duke ruajtur një trashësi të qëndrueshme të murit në të gjithë diametrin e tubit. Projektimi i kokës së matricës përfshin elemente të rregullueshme që lejojnë rregullimin e hollësishëm të shpërndarjes së trashësisë së murit gjatë prodhimit.
Balancimi i rrjedhës brenda kokës së matricës në linjën e shtrirjes së tubave PVC eliminon pikat e mundshme të dobëta ose variacionet e trashësisë që mund të komprometojnë performancën e tubit. Projektimet e avancuara të matricave përfshijnë shtigje të rrjedhës të optimizuara që minimizojnë rënie të presionit dhe kohën e qëndrimit, duke zvogëluar rrezikun e degradimit të materialit, ndërkohë që ruhen efikasiteti i procesimit.
Kontrolli i temperaturës brenda kokës së matricës ruan viskozitetin optimal të materialit për karakteristikat e duhura të rrjedhës. Zonat e ndryshme të ngrohjes lejojnë operatorëve të kompensojnë humbjen e nxehtësisë dhe të sigurojnë një shpërndarje uniforme të temperaturës në daljen e matricës, duke parandaluar papërpikëri të rrjedhës që mund të krijojnë irregularitete dimensionale në tubin e përfunduar.
Procesi i matjes dhe kalibrimi
Pas daljes nga matrica, tubi i nxehtë PVC hyr në pajisjet e kalibrimit ku kryhet kontrolli i saktë i dimensioneve. Sistemet e kalibrimit me vakuum aplikojnë një shtrirje të kontrolluar për të tërhequr muret e tubit kundrejt sipërfaqeve të përcaktimit të madhësisë, duke përcaktuar me saktë diametrin e jashtëm ndërkohë që materiali mbetet në gjendje të pjesshme të shkrirë, e cila është e përshtatshme për formimin.
Procesi i kalibrimit në një vijë ekstruzioni tubesh PVC kërkon një ekuilibër të kujdesshëm midis niveleve të vakuumit, temperaturës së tubit dhe shpejtësisë së vijës për të arritur përcaktimin optimal të madhësisë pa shkaktuar defekte sipërfaqëshe apo deformime dimensionale. Gjeometria e mbrështjellësit të kalibrimit përputhet me specifikimet e kërkuara të tubit, duke siguruar rrotullësi të konstante dhe tolerancë të diametrit gjatë tërë procesit të prodhimit.
Sistemet e kalibrimit me shumë faza ofrojnë kontroll shtesë dimensional për tuba me diametër të madh ose aplikime që kërkojnë kërkesa të jashtëzakonshme në tolerancë. Këto sisteme rregullojnë gradualisht dimensionet e tubave përmes operacioneve të njëpasnjëshme të përcaktimit të madhësisë, duke lejuar kontroll të saktë të specifikimeve të diametrit të jashtëm dhe të trashësisë së murit.
Sistemet e Ftohjes dhe të Ngurtësimit
Teknologjia e Ftohjes me Ujë
Ftohja e shpejtë dhe e kontrolluar përfaqëson një fazë kritike në funksionimin e linjës së ekstruzionit të tubave PVC, duke ndikuar drejtpërdrejt në cilësinë e tubave, shpejtësinë e prodhimit dhe stabilitetin dimensional. Sistemet e ftohjes me ujë heqin nxehtësinë nga tubi i formuar, duke parandaluar goditjen termike që mund të shkaktojë përqendrime tensioni ose defekte sipërfaqe në produktin përfundimtar.
Dizajni i rezervuarit të ftohjes përfshin shumë zona me temperatura të ujit të kontrolluara pavarasisht, duke lejuar heqjen e nxehtësisë gradualisht, gjë që ruan integritetin strukturor ndërkohë që arrihen shkallët e kërkuara të ftohjes. Sistemet e rrethqarkimit të ujit sigurojnë shpërndarje uniforme të temperaturës dhe transferim efikas të nxehtësisë, duke optimizuar efikasitetin e ftohjes në tërë perimetrit e tubit.
Sistemet e monitorimit dhe kontrollit të temperaturës brenda seksionit të ftohjes ofrojnë operatorëve kontroll të saktë mbi shkallën e ftohjes dhe temperaturën përfundimtare të tubit. Këto sisteme koordinohen me kontrollin e shpejtësisë së vijës për të siguruar kohën e mjaftueshme të ftohjes, ndërkohë që maksimizohen kapacitetet prodhuese për dimensionet e specifikuara të tubit dhe kërkesat për trashësinë e murit.
Ngurtësimi dhe Nxjerrja e Stresit
Procesi i ngurtësimit në një linjë për shtrirje tubash PVC përfshin një ftohje të kontrolluar që lejon zinxhirët molekularë të PVC-së të organizohen në rajone kristaline dhe amorfë të qëndrueshme. Ky fazë përcakton vetitë mekanike finale të tubit, përfshirë rezistencën e tij ndaj tensionit, rezistencën ndaj goditjeve dhe qëndrueshmërinë e tij të gjatë afati në kushtet e përdorimit.
Kontrolli i shpejtësisë së ftohjes parandalon gradientët termikë të shpejtë që mund të shkaktojnë tensione të brendshme ose të krijojnë pika të dobëta brenda strukturës së tubit. Profilet e optimizuara të ftohjes sigurojnë një shpërndarje uniforme të tensioneve, duke ruajtur në të njëjtën kohë efikasitetin e prodhimit dhe standardet e konstanta të cilësisë gjatë produksioneve të zgjatura.
Stadet përfundimtare të ftohjes zbresin temperaturën e tubit deri në nivelin ambient, i cili është i përshtatshëm për operacionet e mëtejshme të manipulimit dhe përpunimit. Këto sisteme ruajnë qëndrueshmërinë dimensionale të tubit, ndërkohë që e përgatisin atë për operacionet e prerjes, shënimin, testimit dhe paketimit, të cilat përfundojnë procesin e prodhimit.
Kontrolli i Cilësisë dhe Optimizimi i Prodhimtarisë
Sistemet e Monitorimit Dimensional
Instalimet moderne të linjave të ekstruzionit të tubave PVC përfshijnë sisteme të avancuara matëse që monitorojnë vazhdimisht dimensionet e tubave gjatë prodhimit. Këto sisteme përdorin teknologji matëse bazuar në laser ose ultrazëri për të ndjekur diametrin e jashtëm, trashësinë e murit dhe ovalitetin në kohë reale, duke ofruar feedback të menjëhershëm mbi cilësinë dhe konzistencën e prodhimit.
Sistemet automatike të kontrollit dimensional mund të bëjnë rregullime në kohë reale të parametrave të procesit bazuar në feedback-in e matjeve, duke mbajtur një kontroll të ngushtë të tolerancave gjatë tërë rrjedhës së prodhimit. Këto sisteme zvogëlojnë humbjet e materialeve, përmirësojnë konzistencën e produktit dhe minimizojnë nevojën për intervenim manual gjatë operacioneve normale të prodhimit.
Integrimi i kontrollit statistikor të procesit lejon operatorëve të gjurmojnë tendencat e cilësisë, të identifikojnë probleme potenciale para se këto të ndikojnë në cilësinë e produktit dhe të optimizojnë parametrat e përpunimit për efikasitet maksimal. Aftësitë e regjistrimit të të dhënave ofrojnë regjistra të plotë prodhimi për dokumentimin e cilësisë dhe për iniciativat e përmirësimit të procesit.
Testimi dhe Vërtetimi i Performancës
Protokollet e sigurimit të cilësisë për prodhimin e linjës së ekstruzionit të tubave PVC përfshijnë testime të rregullta të mostrave të tubave për të verifikuar përputhjen me standardet industriale dhe specifikimet e klientëve. Këto testime përfshijnë zakonisht testimin e shtypjes hidrostatike, vlerësimin e rezistencës ndaj goditjeve dhe verifikimin dimensional për të siguruar performancë të qëndrueshme të produktit.
Testimi i vetive të materialeve verifikon që tubat e përfunduar plotësojnë karakteristikat mekanike të kërkuara, përfshirë rezistencën në terheqje, fleksibilitetin dhe qëndrueshmërinë e gjatë afati nën kushtet e pritshme të përdorimit. Këto procedura vlerësimi sigurojnë që parametrat e prodhimit ofrojnë vazhdimisht tuba të përshtatshëm për aplikimet e tyre të parashikuara.
Optimizimi i procesit bazuar në rezultatet e testimeve lejon përmirësimin vazhdimor të performancës së linjës së ekstrudimit të tubave PVC, duke zvogëluar mbetjet, duke përmirësuar efikasitetin energjetik dhe duke përmirësuar cilësinë e produktit. Kalibrimi i rregullt dhe mirëmbajtja e pajisjeve të testimit sigurojnë saktësinë dhe besueshmërinë e matjeve të kontrollit të cilësisë.
Pyetje të shpeshta
Cilat lloje tubash PVC mund të prodhohen në një linjë ekstrudimi?
Një vijë për shtrirjen e tubave PVC mund të prodhojë lloje të ndryshme tubash PVC, përfshirë tuba me shtypje për shpërndarjen e ujit, tuba për shkarkim për sistemet kanalizimi, tuba elektrike për mbrojtjen e kabllove dhe tuba për ujitje në aplikimet bujqësore. Vijat mund të përshtaten për diametra të ndryshëm tubash, specifikime të trashësisë së murit dhe vlera të presionit duke rregulluar kokat e matricave, pajisjet e kalibrimi dhe parametrat e procesimit. Rangjet e zakonshme të prodhimit përfshijnë zakonisht diametra tubash nga 16 mm deri në 630 mm, me aftësi të ndryshme të trashësisë së murit që varen nga konfigurimi i veçantë i pajisjeve dhe kërkesat e aplikimit.
Sa kohë duhet për të montuar një vijë për shtrirjen e tubave PVC për prodhim?
Instalimi i një linje për shtrirje tubesh PVC për prodhim zakonisht kërkon 2–4 orë, varësisht nga ndryshimet e madhësisë së tubave, kalimet midis materialeve dhe nivelit të përvojës së operatorëve. Nisja fillestare nga gjendja e ftohtë mund të zgjasë më shumë, pasi sistemet e ngrohjes arrijnë temperaturat e funksionimit dhe rrjedha e materialit stabilizohet në tërë pajisjet e përpunimit. Kalimet midis madhësive të ndryshme tubesh ose materialeve kërkojnë zëvendësimin e kokës së matricës, rregullime të kalibrimit dhe modifikime të parametrave të procesit, të cilat operatorët me përvojë mund t’i kryejnë efikasish për të minimizuar pushimin e prodhimit.
Cilat janë kërkesat e mirëmbajtjes për performancën optimale të linjës së shtrirjes?
Miraqja e zakonshme e një linje për shtrirje tubash PVC përfshin pastrimin e përditshëm të kryqeve të matricës dhe të pajisjeve të kalibruar, inspektimin javor të elementeve nxehtësuese dhe të regjulatorëve të temperaturës, si dhe vlerësimin mujor të konsumimit të skrujit dhe gjendjes së cilindrit. Lubrikimi i sistemeve të drejtimit, kalibrimi i pajisjeve të matjes dhe zëvendësimi i komponentëve të konsumuar duhet të bëhet sipas rekomandimeve të prodhuesit për të siguruar një cilësi të qëndrueshme prodhimi. Planet e miraqjes parandaluese ndihmojnë në shmangien e ndërprerjeve të papritura dhe në ruajtjen e efikasitetit optimal të procesimit gjatë tërë jetës së shfrytëzimit të pajisjes.
Cilat faktorë përcaktojnë shpejtësinë e prodhimit të një linje për shtrirje tubash PVC?
Shpejtësia e prodhimit për një vijë extruzioni tubesh PVC varet nga diametri i tubit, trashësia e murit, formulimi i materialit, kërkesat për ftohje dhe specifikimet e cilësisë. Tubat me diametër më të madh zakonisht kërkojnë shpejtësi prodhimi më të ngadaltë për të siguruar ftohjen adekuate dhe qëndrueshmërinë dimensionale, ndërsa tubat me mur më të hollë mund të lejojnë shpejtësi më të larta të vijës. Karakteristikat e materialit, kushtet e temperaturës ambientale dhe tolerancat e kërkuara të cilësisë ndikojnë gjithashtu në shpejtësitë optimale të prodhimit. Vijat moderne të extruzionit mund të arrijnë shpejtësi që variojnë nga 0,5 deri në 15 metra në minutë, varësisht nga këto faktorë të ndryshëm dhe aftësitë specifike të pajisjeve.
Tabela e Lëndës
- Përbërësit kryesorë të një vije për shtrirje tubash PVC
- Mekanizmi i Procesit të Extruzionit të Tubave PVC
- Formimi i tubave dhe kontrolli dimensional
- Sistemet e Ftohjes dhe të Ngurtësimit
- Kontrolli i Cilësisë dhe Optimizimi i Prodhimtarisë
-
Pyetje të shpeshta
- Cilat lloje tubash PVC mund të prodhohen në një linjë ekstrudimi?
- Sa kohë duhet për të montuar një vijë për shtrirjen e tubave PVC për prodhim?
- Cilat janë kërkesat e mirëmbajtjes për performancën optimale të linjës së shtrirjes?
- Cilat faktorë përcaktojnë shpejtësinë e prodhimit të një linje për shtrirje tubash PVC?