
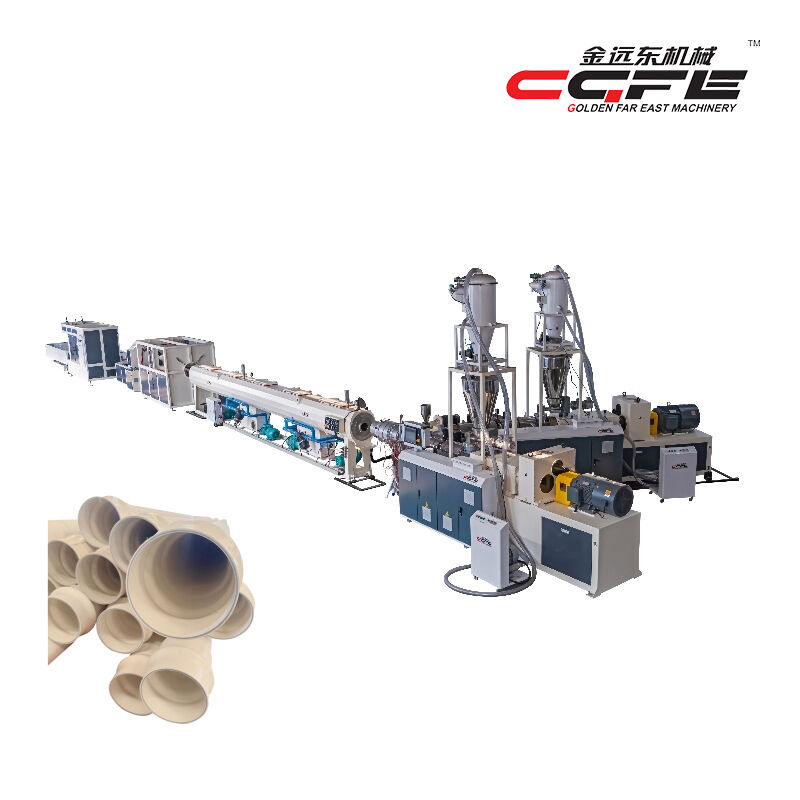
สายการผลิตที่ใช้กระบวนการอัดรีดท่อ PVC คือระบบการผลิตขั้นสูงที่เปลี่ยนเรซินพอลิไวนิลคลอไรด์ (PVC) ดิบให้กลายเป็นท่อพลาสติกสำเร็จรูปผ่านกระบวนการให้ความร้อน หลอมละลาย และขึ้นรูปอย่างต่อเนื่อง ซึ่งอุปกรณ์อุตสาหกรรมชนิดนี้ถือเป็นโครงสร้างพื้นฐานสำคัญของการผลิตท่อพลาสติกสมัยใหม่ ช่วยให้ผู้ผลิตสามารถสร้างท่อที่มีคุณภาพสูงและสม่ำเสมอสำหรับงานก่อสร้าง งานประปา งานระบบน้ำหยด และการใช้งานอื่นๆ อีกมากมายในหลากหลายอุตสาหกรรม
การเข้าใจวิธีการทำงานของสายการผลิตท่อพีวีซีแบบอัดรีด (PVC pipe extrusion line) จำเป็นต้องพิจารณาองค์ประกอบที่ผสานรวมกัน ขั้นตอนของกระบวนการ และวิศวกรรมที่แม่นยำซึ่งรับประกันขนาดของท่อ ความหนาของผนังท่อ และคุณสมบัติของวัสดุอย่างสม่ำเสมอ ระบบการผลิตเหล่านี้ผสานความแม่นยำเชิงกลเข้ากับการควบคุมอุณหภูมิ เพื่อมอบโซลูชันการผลิตท่อที่เชื่อถือได้และคุ้มค่า ซึ่งสอดคล้องตามมาตรฐานอุตสาหกรรมที่เข้มงวดและข้อกำหนดด้านประสิทธิภาพ
องค์ประกอบหลักของสายการผลิตท่อพีวีซีแบบอัดรีด
อุปกรณ์แปรรูปขั้นต้น
เป็นหัวใจสำคัญของอุปกรณ์ใด ๆ สายการบีบอัดท่อ PVC ประกอบด้วยองค์ประกอบสำคัญหลายส่วนที่ทำงานร่วมกันอย่างสอดคล้องกันอย่างลงตัว ระบบสกรูอัดรีด (extruder screw system) ทำหน้าที่เป็นหน่วยประมวลผลหลัก ซึ่งเม็ดพลาสติกพีวีซี (PVC pellets) หรือผงพีวีซีดิบจะถูกป้อนเข้าไป ให้ความร้อน หลอมละลาย และผสมให้เนื้อเดียวกันจนกลายเป็นกระแสของวัสดุหลอมเหลวที่สม่ำเสมอ ตัวเครื่องอัดรีดนี้อาจใช้สกรูแบบเดี่ยว (single-screw) หรือแบบคู่ (twin-screw) โดยทำงานที่อุณหภูมิและความเร็วในการหมุนที่ควบคุมอย่างแม่นยำ เพื่อให้มั่นใจว่าคุณสมบัติการไหลของวัสดุจะเหมาะสมที่สุด
หัวแม่พิมพ์อัดรีดถือเป็นอีกหนึ่งส่วนประกอบที่สำคัญ ซึ่งออกแบบให้มีลักษณะเรขาคณิตเฉพาะที่กำหนดขนาดสุดท้ายของท่อ ชิ้นส่วนเครื่องมือที่ผ่านการขึ้นรูปด้วยความแม่นยำนี้สร้างรูปแบบการไหลแบบแหวน (annular flow pattern) ซึ่งทำให้ PVC ที่หลอมละลายขึ้นรูปเป็นท่อที่มีความหนาของผนังและเส้นผ่านศูนย์กลางตามที่ต้องการ ระบบสมัยใหม่ สายการบีบอัดท่อ PVC มีการติดตั้งหัวแม่พิมพ์อัดรีดแบบปรับค่าได้ ซึ่งช่วยให้ผู้ปฏิบัติงานสามารถปรับแต่งการกระจายความหนาของผนังท่ออย่างละเอียด และชดเชยความแปรผันของการไหลของวัสดุระหว่างกระบวนการผลิต
ระบบควบคุมอุณหภูมิทั่วทั้งสายการผลิตท่อ PVC โดยการอัดรีด จะรักษาโปรไฟล์อุณหภูมิอย่างแม่นยำ ตั้งแต่โซนป้อนวัตถุดิบจนถึงทางออกของหัวแม่พิมพ์ อุณหภูมิในแต่ละโซนความร้อนจะควบคุมแยกจากกัน ทำให้วัสดุ PVC บรรลุความหนืดในการขึ้นรูปที่เหมาะสมที่สุด พร้อมทั้งป้องกันไม่ให้เกิดการเสื่อมสภาพหรือการสลายตัวเนื่องจากความร้อน ซึ่งอาจส่งผลเสียต่อคุณภาพและคุณลักษณะการใช้งานของท่อ
ระบบสอบเทียบและระบบระบายความร้อน
ทันทีหลังจากที่ท่อ PVC ร้อนผ่านแม่พิมพ์ออกมา อุปกรณ์ปรับแต่งขนาดจะขึ้นรูปและกำหนดขนาดท่อให้ตรงตามข้อกำหนดเชิงมิติอย่างแม่นยำ ถังปรับแต่งขนาดแบบสุญญากาศหรือปลอกปรับขนาดจะใช้ความดันลบควบคุมเพื่อดึงผนังท่อที่ยังนิ่มให้แนบสนิทกับพื้นผิวปรับขนาดที่ผ่านการกลึงด้วยความแม่นยำ ส่งผลให้ได้เส้นผ่านศูนย์กลางภายนอกและความกลมที่สม่ำเสมอตลอดกระบวนการผลิต
ระบบระบายความร้อนด้วยน้ำที่ติดตั้งรวมอยู่ในสายการผลิตท่อ PVC แบบอัดรีด จะทำหน้าที่ถ่ายเทความร้อนออกอย่างรวดเร็ว เพื่อให้โครงสร้างท่อแข็งตัวขณะยังคงรักษาความมั่นคงของมิติไว้ ถังระบายความร้อนหรือระบบพ่นน้ำเหล่านี้ทำงานที่อุณหภูมิและอัตราการไหลที่ควบคุมอย่างแม่นยำ เพื่อป้องกันไม่ให้เกิดการช็อกจากความร้อน และรับประกันอัตราการระบายความร้อนที่เพียงพอสำหรับการผลิตอย่างต่อเนื่องด้วยความเร็วสูง
กระบวนการระบายความร้อนดำเนินผ่านหลายขั้นตอน โดยแต่ละส่วนถูกออกแบบมาเพื่อลดอุณหภูมิของท่ออย่างค่อยเป็นค่อยไป ขณะเดียวกันก็รักษาความสมบูรณ์ของโครงสร้างไว้ การควบคุมการระบายความร้อนอย่างเหมาะสมจะช่วยป้องกันความเครียดภายใน การบิดงอ หรือความไม่สอดคล้องกันของขนาด ซึ่งอาจส่งผลต่อประสิทธิภาพการทำงานของท่อในแอปพลิเคชันจริง
กลไกกระบวนการอัดรีดท่อ PVC
การเตรียมวัสดุและการป้อนวัสดุ
กระบวนการสายการผลิตอัดรีดท่อ PVC เริ่มต้นด้วยการเตรียมวัสดุอย่างรอบคอบ โดยเริ่มจากการผสมเรซิน PVC กับสารเติมแต่งต่าง ๆ ได้แก่ สารคงตัว สารหล่อลื่น สารให้สี และสารช่วยในการแปรรูป การเตรียมส่วนผสมนี้ทำให้มั่นใจได้ว่าคุณสมบัติของวัสดุและลักษณะการแปรรูปจะสม่ำเสมอตลอดวงจรการผลิต ระบบการป้อนวัสดุแบบอัตโนมัติจะส่งส่วนผสม PVC ที่ผ่านการเตรียมแล้วเข้าสู่ถังป้อนของเครื่องอัดรีดด้วยอัตราที่ควบคุมได้
ระบบลำเลียงวัสดุทำหน้าที่ส่งผ่านสารประกอบ PVC ไปยังกระบอกสกรูของเครื่องอัดรีด (extruder barrel) ซึ่งองค์ประกอบสกรูที่หมุนจะค่อยๆ บีบอัด ให้ความร้อน และหลอมละลายวัสดุ ลักษณะการออกแบบสกรูมีรูปแบบเกลียว (flight patterns) และอัตราส่วนการบีบอัด (compression ratios) ที่เหมาะสมเฉพาะสำหรับการแปรรูป PVC เพื่อให้มั่นใจว่าวัสดุจะถูกหลอมละลายอย่างสมบูรณ์และเป็นเนื้อเดียวกัน ขณะเดียวกันก็ลดความเสี่ยงจากการเสื่อมสภาพทางความร้อนให้น้อยที่สุด
กลไกควบคุมอัตราการป้อนวัสดุ (feed rate control mechanisms) ทำหน้าที่ควบคุมปริมาณวัสดุที่ไหลผ่านเพื่อรักษาอัตราการผลิตที่สม่ำเสมอและควบคุมความหนาของผนังท่ออย่างแม่นยำ ระบบนี้ทำงานร่วมกับระบบควบคุมความเร็วของเครื่องอัดรีดเพื่อเพิ่มประสิทธิภาพการผลิต พร้อมทั้งรับประกันสภาวะการแปรรูปที่มีเสถียรภาพตลอดกระบวนการผลิตท่อ PVC ด้วยเครื่องอัดรีด
การหลอมละลายและการทำให้เป็นเนื้อเดียวกัน
ภายในกระบอกสกรูของเครื่องอัดรีด วัสดุ PVC จะได้รับความร้อนอย่างควบคุมผ่านฮีตเตอร์ภายนอกที่ติดตั้งรอบกระบอกสกรู และความร้อนจากแรงเสียดทานภายในที่เกิดจากการหมุนของสกรู โพรไฟล์การให้ความร้อนมักเพิ่มขึ้นอย่างค่อยเป็นค่อยไปจากโซนป้อนวัสดุ (feed zone) ไปยังโซนวัดปริมาณ (metering zone) เพื่อให้อนุภาค PVC อ่อนตัว หลอมละลาย และผสมรวมกันเป็นกระแสของเหลวที่สม่ำเสมอ ซึ่งเหมาะสมสำหรับการขึ้นรูปท่อ
องค์ประกอบการออกแบบสกรู รวมถึงส่วนแบบบาร์เรียร์ (barrier sections) ส่วนผสม (mixing elements) และโซนวัดปริมาณ (metering zones) ช่วยให้วัสดุผสมเข้าด้วยกันอย่างทั่วถึง ขณะเดียวกันก็ป้องกันไม่ให้เกิดความร้อนสูงเกินไปในบริเวณใดบริเวณหนึ่งโดยเฉพาะ สายการผลิตท่อ PVC ผ่านกระบวนการอัดรีด (pvc pipe extrusion line) รักษาระดับอุณหภูมิอย่างแม่นยำ เพื่อให้ PVC ที่อยู่ในสถานะหลอมละลายคงอยู่ภายในช่วงอุณหภูมิที่เหมาะสมสำหรับการแปรรูป โดยทั่วไปอยู่ระหว่าง 160–200°C ขึ้นอยู่กับสูตรส่วนผสมเฉพาะและข้อกำหนดของท่อ
การพัฒนาแรงดันภายในเครื่องอัดรีด (extruder) สร้างแรงขับที่จำเป็นในการดัน PVC ที่หลอมละลายผ่านหัวฉีด (die head) ด้วยอัตราการไหลที่สม่ำเสมอ ระบบตรวจสอบแรงดันให้ข้อมูลย้อนกลับแบบเรียลไทม์แก่ผู้ปฏิบัติงานเกี่ยวกับสภาวะการแปรรูป ทำให้สามารถปรับค่าพารามิเตอร์การผลิตให้คงที่ได้ทันที
การก่อรูปท่อและการควบคุมมิติ
การดำเนินงานของหัวฉีด (die head) และการกระจายการไหล
ชุดหัวฉีด (die head assembly) แปลงกระแส PVC ที่หลอมละลายให้เป็นรูปร่างท่อแบบแหวน (annular pipe shape) ผ่านช่องทางการไหลที่ออกแบบอย่างแม่นยำ ช่องทางเหล่านี้กระจายการไหลของวัสดุอย่างสม่ำเสมอบนเส้นรอบวงทั้งหมด ขณะเดียวกันก็รักษาความหนาของผนังท่อให้คงที่ทั่วทั้งเส้นผ่านศูนย์กลางของท่อ การออกแบบหัวฉีดรวมองค์ประกอบที่ปรับแต่งได้ ซึ่งช่วยให้สามารถปรับแต่งการกระจายความหนาของผนังท่อได้อย่างละเอียดระหว่างกระบวนการผลิต
การปรับสมดุลการไหลภายในหัวแม่พิมพ์ของสายการผลิตท่อพีวีซีช่วยขจัดจุดอ่อนที่อาจเกิดขึ้นหรือความแปรผันของความหนา ซึ่งอาจส่งผลต่อประสิทธิภาพของท่อ การออกแบบหัวแม่พิมพ์ขั้นสูงมีเส้นทางการไหลที่เรียบลื่น ช่วยลดการตกของแรงดันและเวลาที่วัสดุค้างอยู่ในระบบ จึงลดความเสี่ยงของการเสื่อมสภาพของวัสดุ ขณะเดียวกันก็รักษาประสิทธิภาพในการประมวลผลไว้
การควบคุมอุณหภูมิภายในหัวแม่พิมพ์ช่วยรักษาความหนืดของวัสดุให้อยู่ในระดับที่เหมาะสม เพื่อให้มีลักษณะการไหลที่ถูกต้อง โซนทำความร้อนแบบแยกอิสระช่วยให้ผู้ปฏิบัติงานสามารถชดเชยการสูญเสียความร้อนและรับประกันการกระจายอุณหภูมิอย่างสม่ำเสมอทั่วบริเวณทางออกของหัวแม่พิมพ์ ซึ่งป้องกันการไม่สมดุลของการไหลที่อาจก่อให้เกิดความผิดปกติของมิติในท่อสำเร็จรูป
กระบวนการปรับขนาดและการสอบเทียบ
หลังจากที่ท่อ PVC ร้อนผ่านแม่พิมพ์แล้ว จะเข้าสู่อุปกรณ์ปรับขนาด (calibration equipment) ซึ่งเป็นขั้นตอนที่ควบคุมมิติอย่างแม่นยำ โดยระบบปรับขนาดแบบสุญญากาศ (vacuum calibration systems) จะใช้แรงดูดที่ควบคุมได้เพื่อดึงผนังท่อให้แนบกับพื้นผิวที่ใช้กำหนดขนาด ทำให้ได้เส้นผ่านศูนย์กลางภายนอกตามที่ต้องการอย่างแม่นยำ ในขณะที่วัสดุยังคงอยู่ในสถานะกึ่งหลอมเหลว ซึ่งเหมาะสมต่อกระบวนการขึ้นรูป
กระบวนการปรับขนาดในสายการผลิตท่อ PVC ผ่านการอัดรีด (pvc pipe extrusion line) จำเป็นต้องมีการปรับสมดุลอย่างรอบคอบระหว่างระดับสุญญากาศ อุณหภูมิของท่อ และความเร็วของสายการผลิต เพื่อให้ได้ขนาดที่เหมาะสมที่สุดโดยไม่ก่อให้เกิดข้อบกพร่องบนพื้นผิวหรือความผิดเพี้ยนของมิติ รูปทรงเรขาคณิตของปลอกปรับขนาด (calibration sleeve geometry) จะสอดคล้องกับข้อกำหนดเฉพาะของท่อ เพื่อให้มั่นใจว่าจะได้ความกลมและความคลาดเคลื่อนของเส้นผ่านศูนย์กลางที่สม่ำเสมอตลอดการผลิต
ระบบการปรับค่าแบบหลายขั้นตอนให้การควบคุมมิติเพิ่มเติมสำหรับท่อที่มีเส้นผ่านศูนย์กลางใหญ่ หรือสำหรับการใช้งานที่ต้องการความแม่นยำสูงเป็นพิเศษ ระบบนี้ปรับขนาดของท่อทีละขั้นตอนผ่านการดำเนินการปรับขนาดตามลำดับ ทำให้สามารถควบคุมได้อย่างแม่นยำทั้งขนาดเส้นผ่านศูนย์กลางภายนอกและค่าความหนาของผนังท่อ
ระบบระบายความร้อนและการแข็งตัว
เทคโนโลยีการระบายความร้อนด้วยน้ำ
การระบายความร้อนอย่างรวดเร็วและควบคุมได้ถือเป็นขั้นตอนสำคัญในกระบวนการผลิตท่อพีวีซีแบบอัดรีด ซึ่งส่งผลโดยตรงต่อคุณภาพของท่อ ความเร็วในการผลิต และความมั่นคงของมิติ ระบบระบายความร้อนด้วยน้ำทำหน้าที่กำจัดความร้อนออกจากท่อที่ผ่านการขึ้นรูปแล้ว โดยป้องกันไม่ให้เกิดภาวะช็อกจากความร้อน (thermal shock) ซึ่งอาจก่อให้เกิดความเครียดสะสมหรือข้อบกพร่องที่ผิวของผลิตภัณฑ์สำเร็จรูป
การออกแบบถังระบายความร้อนประกอบด้วยหลายโซนที่มีอุณหภูมิของน้ำควบคุมแยกกันอย่างอิสระ ซึ่งช่วยให้สามารถลดความร้อนได้อย่างค่อยเป็นค่อยไป เพื่อรักษาความสมบูรณ์ของโครงสร้างไว้ขณะเดียวกันก็บรรลุอัตราการระบายความร้อนที่กำหนดไว้ ระบบหมุนเวียนน้ำทำให้อุณหภูมิกระจายตัวอย่างสม่ำเสมอและถ่ายเทความร้อนได้อย่างมีประสิทธิภาพ จึงเพิ่มประสิทธิผลของการระบายความร้อนทั่วทั้งเส้นรอบวงของท่อ
ระบบตรวจสอบและควบคุมอุณหภูมิภายในส่วนการระบายความร้อนให้ผู้ปฏิบัติงานสามารถควบคุมอัตราการระบายความร้อนและอุณหภูมิสุดท้ายของท่อได้อย่างแม่นยำ ระบบนี้ทำงานร่วมกับระบบควบคุมความเร็วสายการผลิตเพื่อให้มั่นใจว่ามีเวลาในการระบายความร้อนเพียงพอ ขณะเดียวกันก็เพิ่มอัตราการผลิตสูงสุดตามขนาดของท่อและข้อกำหนดด้านความหนาของผนังท่อที่เฉพาะเจาะจง
การแข็งตัวและการคลายแรงเครียด
กระบวนการแข็งตัวในสายการผลิตท่อพีวีซีแบบอัดรีด (PVC pipe extrusion line) เกี่ยวข้องกับการควบคุมอุณหภูมิให้ลดลงอย่างเหมาะสม เพื่อให้สายโมเลกุลของพีวีซีจัดเรียงตัวเองเป็นบริเวณที่มีโครงสร้างผลึกและไม่เป็นผลึกอย่างมั่นคง ระยะเวลานี้มีบทบาทสำคัญในการกำหนดคุณสมบัติเชิงกลสุดท้ายของท่อ รวมถึงความต้านทานแรงดึง ความต้านทานแรงกระแทก และเสถียรภาพของขนาดในระยะยาวภายใต้สภาวะการใช้งานจริง
การควบคุมอัตราการระบายความร้อนช่วยป้องกันความต่างของอุณหภูมิอย่างรวดเร็ว ซึ่งอาจก่อให้เกิดแรงเครียดภายในหรือจุดอ่อนภายในโครงสร้างของท่อ โพรไฟล์การระบายความร้อนที่ผ่านการปรับแต่งให้เหมาะสมจะรับประกันการกระจายแรงเครียดอย่างสม่ำเสมอ ขณะเดียวกันยังคงประสิทธิภาพในการผลิตและรักษามาตรฐานคุณภาพที่สอดคล้องกันตลอดระยะเวลาการผลิตที่ยาวนาน
ขั้นตอนการระบายความร้อนขั้นสุดท้ายจะลดอุณหภูมิของท่อให้ใกล้เคียงกับอุณหภูมิแวดล้อม เพื่อให้เหมาะสมกับการจัดการและดำเนินการขั้นต่อไปในขั้นตอนหลังการผลิต ระบบนี้รักษาเสถียรภาพของขนาดท่อไว้ได้อย่างมีประสิทธิภาพ พร้อมเตรียมท่อสำหรับขั้นตอนต่อเนื่อง เช่น การตัด การทำเครื่องหมาย การทดสอบ และการบรรจุภัณฑ์ ซึ่งถือเป็นขั้นตอนสุดท้ายของการผลิต
การควบคุมคุณภาพและการปรับปรุงการผลิต
ระบบตรวจสอบมิติ
การติดตั้งสายการผลิตที่ใช้กระบวนการอัดรีดท่อพีวีซีแบบทันสมัยนั้นรวมระบบวัดขั้นสูงไว้ด้วย ซึ่งทำหน้าที่ตรวจสอบขนาดของท่ออย่างต่อเนื่องระหว่างการผลิต ระบบนี้ใช้เทคโนโลยีการวัดแบบเลเซอร์หรืออัลตราโซนิกเพื่อติดตามเส้นผ่านศูนย์กลางภายนอก ความหนาของผนังท่อ และความรูปไข่แบบเรียลไทม์ จึงสามารถให้ข้อมูลย้อนกลับเกี่ยวกับคุณภาพและระดับความสม่ำเสมอของการผลิตได้ทันที
ระบบควบคุมมิติแบบอัตโนมัติสามารถปรับพารามิเตอร์การประมวลผลแบบเรียลไทม์ตามข้อมูลย้อนกลับจากการวัด เพื่อรักษาความแม่นยำในการควบคุมความคลาดเคลื่อนให้อยู่ในขอบเขตที่แคบตลอดระยะเวลาการผลิต ระบบนี้ช่วยลดของเสียจากวัสดุ เพิ่มความสม่ำเสมอของผลิตภัณฑ์ และลดความจำเป็นในการเข้าไปแทรกแซงด้วยมือระหว่างการดำเนินการผลิตตามปกติ
การผสานรวมการควบคุมกระบวนการเชิงสถิติ (SPC) ช่วยให้ผู้ปฏิบัติงานสามารถติดตามแนวโน้มด้านคุณภาพ ระบุปัญหาที่อาจเกิดขึ้นก่อนที่จะส่งผลกระทบต่อคุณภาพของผลิตภัณฑ์ และปรับแต่งพารามิเตอร์การผลิตให้มีประสิทธิภาพสูงสุด ความสามารถในการบันทึกข้อมูล (Data logging) ช่วยจัดทำบันทึกการผลิตอย่างครบถ้วนสำหรับเอกสารรับรองคุณภาพและโครงการปรับปรุงกระบวนการ
การทดสอบและตรวจสอบประสิทธิภาพ
มาตรการประกันคุณภาพสำหรับสายการผลิตท่อพีวีซีแบบอัดรีด ได้แก่ การทดสอบตัวอย่างท่อเป็นประจำเพื่อยืนยันว่าสอดคล้องตามมาตรฐานอุตสาหกรรมและข้อกำหนดของลูกค้า ซึ่งการทดสอบเหล่านี้มักรวมถึงการทดสอบความดันไฮโดรสแตติก (Hydrostatic pressure testing) การประเมินความต้านทานต่อแรงกระแทก (Impact resistance evaluation) และการตรวจสอบมิติ (Dimensional verification) เพื่อให้มั่นใจว่าผลิตภัณฑ์มีสมรรถนะที่สม่ำเสมอ
การทดสอบคุณสมบัติของวัสดุเพื่อยืนยันว่าท่อสำเร็จรูปมีคุณลักษณะเชิงกลตามที่กำหนด ซึ่งรวมถึงความแข็งแรงดึง ความยืดหยุ่น และความทนทานในระยะยาวภายใต้สภาวะการใช้งานที่คาดการณ์ไว้ ขั้นตอนการตรวจสอบเหล่านี้รับรองว่าพารามิเตอร์การผลิตจะสามารถผลิตท่อที่เหมาะสมกับการใช้งานที่ตั้งใจไว้ได้อย่างสม่ำเสมอ
การปรับปรุงกระบวนการผลิตโดยอิงจากผลการทดสอบช่วยให้สามารถพัฒนาประสิทธิภาพของสายการผลิตท่อ PVC แบบอัดรีดอย่างต่อเนื่อง ลดของเสีย เพิ่มประสิทธิภาพการใช้พลังงาน และยกระดับคุณภาพของผลิตภัณฑ์ การสอบเทียบและบำรุงรักษาอุปกรณ์ทดสอบเป็นประจำจะรับประกันความแม่นยำและความน่าเชื่อถือของการวัดในการควบคุมคุณภาพ
คำถามที่พบบ่อย
สายการผลิตแบบอัดรีดสามารถผลิตท่อ PVC ประเภทใดได้บ้าง?
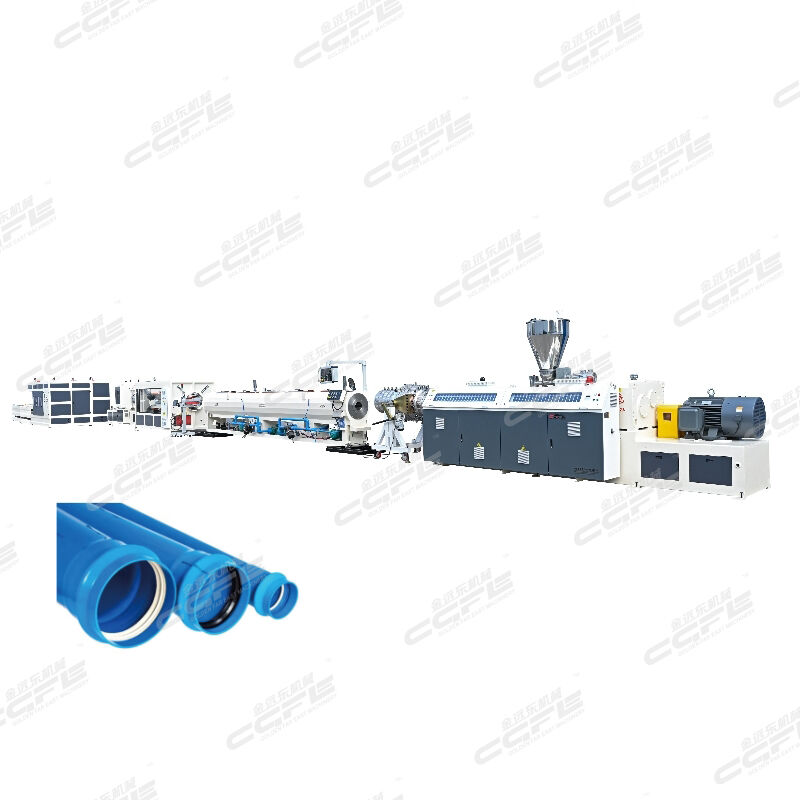
สายการผลิตท่อพีวีซีแบบอัดรีดสามารถผลิตท่อพีวีซีได้หลายประเภท รวมถึงท่อรับแรงดันสำหรับระบบจ่ายน้ำ ท่อระบายน้ำสำหรับระบบประปาเสีย ท่อเดินสายไฟฟ้าสำหรับป้องกันสายเคเบิล และท่อระบายน้ำสำหรับการเกษตร สายการผลิตนี้สามารถรองรับขนาดเส้นผ่านศูนย์กลางของท่อ ความหนาของผนังท่อ และค่าแรงดันที่แตกต่างกันได้ โดยการปรับหัวแม่พิมพ์ อุปกรณ์สอบเทียบ และพารามิเตอร์การผลิต ช่วงการผลิตมาตรฐานโดยทั่วไปครอบคลุมขนาดเส้นผ่านศูนย์กลางของท่อตั้งแต่ 16 มม. ถึง 630 มม. โดยความสามารถในการผลิตความหนาของผนังท่อจะแปรผันตามการจัดวางอุปกรณ์เฉพาะและข้อกำหนดของการใช้งาน
ใช้เวลานานเท่าใดในการติดตั้งสายการผลิตท่อพีวีซีแบบอัดรีดให้พร้อมใช้งานสำหรับการผลิต
การตั้งค่าสายการผลิตแบบอัดรีดท่อ PVC โดยทั่วไปใช้เวลา 2–4 ชั่วโมง ขึ้นอยู่กับการเปลี่ยนขนาดท่อ การเปลี่ยนวัสดุ และระดับประสบการณ์ของผู้ปฏิบัติงาน การเริ่มต้นการผลิตครั้งแรกจากสภาวะเย็นอาจใช้เวลานานกว่านั้น เนื่องจากระบบทำความร้อนต้องใช้เวลาในการถึงอุณหภูมิการทำงาน และการไหลของวัสดุต้องมีความเสถียรทั่วทั้งอุปกรณ์การแปรรูป การเปลี่ยนระหว่างขนาดท่อหรือวัสดุที่แตกต่างกันจำเป็นต้องเปลี่ยนหัวแม่พิมพ์ ปรับการสอบเทียบ และปรับเปลี่ยนพารามิเตอร์กระบวนการ ซึ่งผู้ปฏิบัติงานที่มีประสบการณ์สามารถดำเนินการได้อย่างมีประสิทธิภาพเพื่อลดเวลาหยุดการผลิตให้น้อยที่สุด
ข้อกำหนดด้านการบำรุงรักษาใดบ้างที่จำเป็นสำหรับประสิทธิภาพสูงสุดของสายการผลิตแบบอัดรีด?
การบำรุงรักษาตามปกติสำหรับสายการผลิตที่ใช้เครื่องอัดรีดท่อ PVC ประกอบด้วยการทำความสะอาดหัวแม่พิมพ์และอุปกรณ์สอบเทียบอย่างน้อยวันละหนึ่งครั้ง การตรวจสอบองค์ประกอบให้ความร้อนและตัวควบคุมอุณหภูมิทุกสัปดาห์ และการประเมินสภาพการสึกหรอของสกรูและกระบอกสูบทุกเดือน การหล่อลื่นระบบขับเคลื่อน การสอบเทียบอุปกรณ์วัด และการเปลี่ยนชิ้นส่วนที่สึกหรอควรดำเนินการตามคำแนะนำของผู้ผลิต เพื่อให้มั่นใจในคุณภาพการผลิตที่สม่ำเสมอ ตารางการบำรุงรักษาเชิงป้องกันช่วยลดโอกาสเกิดการหยุดทำงานโดยไม่คาดคิด และรักษาประสิทธิภาพการประมวลผลให้อยู่ในระดับสูงสุดตลอดอายุการใช้งานของอุปกรณ์
ปัจจัยใดบ้างที่มีผลต่อความเร็วในการผลิตของสายการผลิตที่ใช้เครื่องอัดรีดท่อ PVC?
ความเร็วในการผลิตสำหรับสายการผลิตท่อพีวีซีแบบอัดรีดขึ้นอยู่กับเส้นผ่านศูนย์กลางของท่อ ความหนาของผนังท่อ สูตรส่วนผสมของวัสดุ ความต้องการในการระบายความร้อน และข้อกำหนดด้านคุณภาพ ท่อที่มีเส้นผ่านศูนย์กลางใหญ่กว่ามักต้องใช้ความเร็วในการผลิตที่ช้าลงเพื่อให้มั่นใจว่ามีการระบายความร้อนเพียงพอและรักษารูปทรงขนาดให้คงที่ ในขณะที่ท่อที่มีผนังบางอาจสามารถดำเนินการด้วยความเร็วของสายการผลิตที่สูงขึ้นได้ ลักษณะของวัสดุ อุณหภูมิแวดล้อม และความคลาดเคลื่อนที่ยอมรับได้ด้านคุณภาพยังมีผลต่อความเร็วในการผลิตที่เหมาะสมอีกด้วย สายการผลิตแบบอัดรีดสมัยใหม่สามารถบรรลุความเร็วได้ในช่วง 0.5 ถึง 15 เมตรต่อนาที ขึ้นอยู่กับปัจจัยต่าง ๆ เหล่านี้รวมถึงความสามารถเฉพาะของอุปกรณ์ที่ใช้
สารบัญ
- องค์ประกอบหลักของสายการผลิตท่อพีวีซีแบบอัดรีด
- กลไกกระบวนการอัดรีดท่อ PVC
- การก่อรูปท่อและการควบคุมมิติ
- ระบบระบายความร้อนและการแข็งตัว
- การควบคุมคุณภาพและการปรับปรุงการผลิต
-
คำถามที่พบบ่อย
- สายการผลิตแบบอัดรีดสามารถผลิตท่อ PVC ประเภทใดได้บ้าง?
- ใช้เวลานานเท่าใดในการติดตั้งสายการผลิตท่อพีวีซีแบบอัดรีดให้พร้อมใช้งานสำหรับการผลิต
- ข้อกำหนดด้านการบำรุงรักษาใดบ้างที่จำเป็นสำหรับประสิทธิภาพสูงสุดของสายการผลิตแบบอัดรีด?
- ปัจจัยใดบ้างที่มีผลต่อความเร็วในการผลิตของสายการผลิตที่ใช้เครื่องอัดรีดท่อ PVC?