
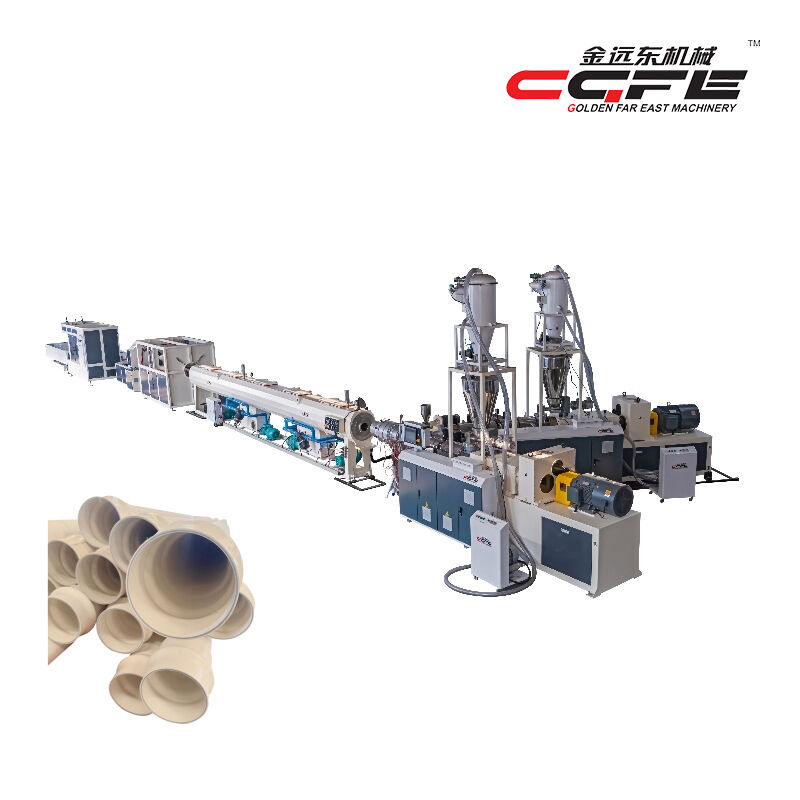
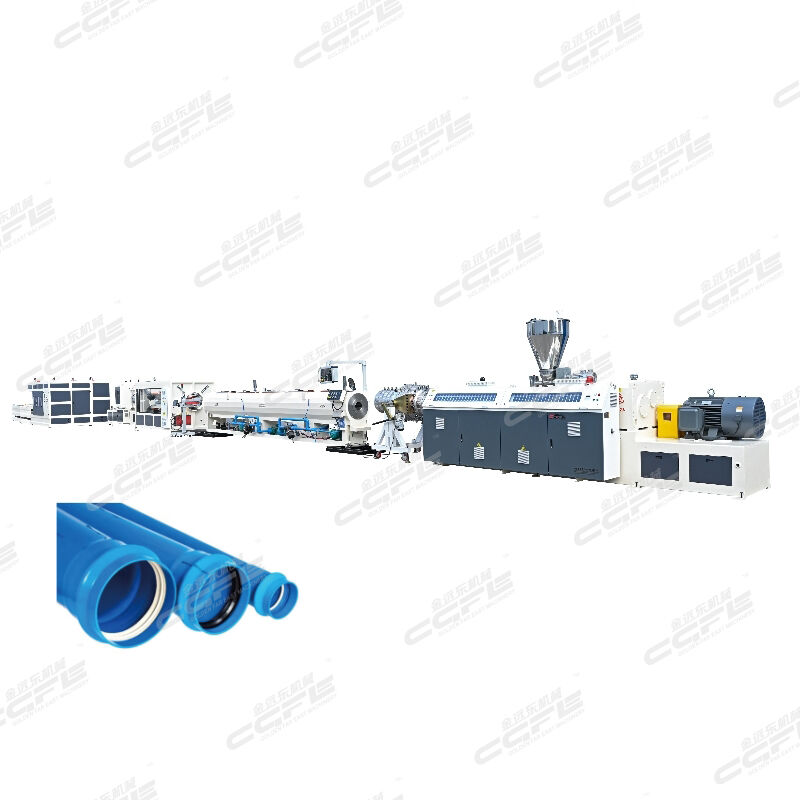
Una línea de extrusión de tubos de PVC es un sistema de fabricación sofisticado que transforma la resina de cloruro de polivinilo (PVC) en bruto en tubos plásticos terminados mediante un proceso continuo de calentamiento, fusión y conformado. Este equipo industrial constituye la columna vertebral de la producción moderna de tubos plásticos, permitiendo a los fabricantes crear tubos homogéneos y de alta calidad para construcción, fontanería, riego y numerosas otras aplicaciones en diversos sectores industriales.
Comprender el funcionamiento de una línea de extrusión de tubos de PVC requiere examinar sus componentes integrados, las etapas del proceso y la ingeniería precisa que garantiza dimensiones constantes del tubo, espesor uniforme de la pared y propiedades adecuadas del material. Estos sistemas de producción combinan precisión mecánica con control térmico para ofrecer soluciones fiables y rentables en la fabricación de tubos, cumpliendo rigurosos estándares industriales y requisitos de rendimiento.
Componentes principales de una línea de extrusión de tubos de PVC
Equipos de procesamiento primario
El corazón de cualquier línea de Extrusión de Tubos PVC consta de varios componentes críticos que funcionan en armonía sincronizada. El sistema de tornillo extrusor constituye la unidad central de procesamiento, donde se alimentan, calientan, funden y homogeneizan gránulos o polvo de PVC virgen para obtener un flujo fundido constante. Este extrusor de un solo tornillo o de doble tornillo opera a temperaturas y velocidades de rotación controladas con precisión para garantizar unas características óptimas de flujo del material.
La cabeza de extrusión representa otro componente esencial, diseñada con perfiles geométricos específicos que determinan las dimensiones finales de la tubería. Estas herramientas fabricadas con precisión generan el patrón de flujo anular que moldea el PVC fundido para lograr el espesor de pared y el diámetro deseados de la tubería. Los sistemas modernos línea de Extrusión de Tubos PVC incorporan cabezas de extrusión ajustables que permiten a los operarios afinar la distribución del espesor de la pared y compensar las variaciones en el flujo del material durante la producción.
Los sistemas de control de temperatura a lo largo de la línea de extrusión de tubos de PVC mantienen perfiles térmicos precisos desde la zona de alimentación hasta la salida de la matriz. Múltiples zonas de calentamiento con controladores de temperatura independientes garantizan que el material de PVC alcance la viscosidad óptima para su procesamiento, evitando así su degradación o descomposición térmica, lo que podría comprometer la calidad y las características de rendimiento del tubo.
Sistemas de calibración y refrigeración
Inmediatamente después de la salida de la matriz, los equipos de calibración moldean y dimensionan el tubo de PVC caliente según especificaciones dimensionales exactas. Los tanques de calibración al vacío o las fundas de calibración aplican una presión negativa controlada para adherir las paredes blandas del tubo a superficies de calibración mecanizadas con precisión, asegurando así un diámetro exterior y una redondez constantes durante toda la producción.
Los sistemas de refrigeración por agua integrados en la línea de extrusión de tubos de PVC proporcionan una rápida eliminación del calor para solidificar la estructura del tubo, manteniendo al mismo tiempo su estabilidad dimensional. Estos tanques de enfriamiento o sistemas de rociado operan a temperaturas y caudales controlados, evitando el choque térmico y garantizando tasas de enfriamiento adecuadas para velocidades de producción sostenidas.
El proceso de enfriamiento abarca varias etapas, siendo cada sección diseñada para reducir gradualmente la temperatura del tubo mientras se mantiene su integridad estructural. Un control adecuado del enfriamiento evita tensiones internas, deformaciones o inconsistencias dimensionales que podrían afectar el rendimiento del tubo en sus aplicaciones de servicio.
Mecanismo del proceso de extrusión de tubos de PVC
Preparación y alimentación del material
El proceso de la línea de extrusión de tubos de PVC comienza con una preparación cuidadosa de los materiales, en la que la resina de PVC se mezcla con aditivos como estabilizadores, lubricantes, colorantes y auxiliares de procesamiento. Esta preparación del compuesto garantiza propiedades materiales y características de procesamiento consistentes durante todo el ciclo de producción. Los sistemas de alimentación automatizados suministran el compuesto de PVC preparado al embudo de la extrusora a velocidades controladas.
Los sistemas de transporte de material trasladan el compuesto de PVC a lo largo del cilindro de la extrusora, donde los elementos de tornillo rotatorios comprimen, calientan y funden gradualmente el material. El diseño del tornillo presenta patrones específicos de filetes y relaciones de compresión optimizadas para el procesamiento de PVC, asegurando una fusión completa y una homogeneización adecuada, al tiempo que se minimiza el riesgo de degradación térmica.
Los mecanismos de control de la velocidad de alimentación regulan el caudal de material para mantener tasas de salida constantes y un espesor uniforme de la pared de la tubería. Estos sistemas se coordinan con los controles de velocidad del extrusor para optimizar la productividad, garantizando al mismo tiempo condiciones de procesamiento estables durante toda la operación de la línea de extrusión de tuberías de PVC.
Fusión y homogeneización
Dentro del cilindro del extrusor, el material de PVC experimenta un calentamiento controlado mediante calefactores externos del cilindro y fricción interna generada por la rotación del tornillo. El perfil de calentamiento suele aumentar gradualmente desde la zona de alimentación hasta la zona de dosificación, permitiendo que las partículas de PVC se ablanden, fundan y mezclen para formar un flujo fundido homogéneo adecuado para la formación de tuberías.
Los elementos de diseño del tornillo, incluidas las secciones de barrera, los elementos de mezcla y las zonas de dosificación, garantizan una mezcla exhaustiva del material al tiempo que evitan el sobrecalentamiento localizado. La línea de extrusión de tubos de PVC mantiene un control preciso de la temperatura para mantener el PVC fundido dentro de las ventanas óptimas de procesamiento, normalmente entre 160 y 200 °C, según la formulación específica del compuesto y los requisitos del tubo.
El desarrollo de presión dentro del extrusor genera la fuerza impulsora necesaria para empujar el PVC fundido a través de la cabeza de extrusión a caudales constantes. Los sistemas de monitorización de presión proporcionan a los operadores retroalimentación en tiempo real sobre las condiciones de procesamiento, lo que permite realizar ajustes inmediatos para mantener parámetros de producción estables.
Formación del tubo y control dimensional
Funcionamiento de la cabeza de extrusión y distribución del flujo
El conjunto de la boquilla transforma el flujo fundido de PVC en forma de tubo anular mediante canales de flujo diseñados con precisión. Estos canales distribuyen uniformemente el flujo del material alrededor de la circunferencia, manteniendo un espesor de pared constante a lo largo del diámetro del tubo. El diseño de la boquilla incorpora elementos ajustables que permiten afinar la distribución del espesor de pared durante la producción.
El equilibrado del flujo dentro de la boquilla de la línea de extrusión de tubos de PVC elimina posibles puntos débiles o variaciones de espesor que podrían comprometer el rendimiento del tubo. Los diseños avanzados de boquillas cuentan con recorridos de flujo optimizados que minimizan las caídas de presión y el tiempo de residencia, reduciendo así el riesgo de degradación del material sin afectar la eficiencia del proceso.
El control de la temperatura dentro de la cabeza de extrusión mantiene la viscosidad óptima del material para lograr unas características de flujo adecuadas. Las zonas de calentamiento independientes permiten a los operarios compensar las pérdidas de calor y garantizar una distribución uniforme de la temperatura en la salida de la matriz, evitando desequilibrios de flujo que podrían provocar irregularidades dimensionales en la tubería terminada.
Proceso de calibración y ajuste de dimensiones
Tras salir de la matriz, la tubería de PVC caliente entra en el equipo de calibración, donde se lleva a cabo un control dimensional preciso. Los sistemas de calibración al vacío aplican una succión controlada para adherir las paredes de la tubería a las superficies de calibración, estableciendo así las dimensiones exactas del diámetro exterior mientras el material se encuentra aún en estado semifundido, adecuado para su conformación.
El proceso de calibración en una línea de extrusión de tubos de PVC requiere un equilibrio cuidadoso entre los niveles de vacío, la temperatura del tubo y la velocidad de la línea para lograr un dimensionamiento óptimo sin provocar defectos superficiales ni distorsiones dimensionales. La geometría de la manga de calibración coincide con las especificaciones requeridas del tubo, garantizando una redondez y una tolerancia de diámetro constantes durante toda la producción.
Los sistemas de calibración de múltiples etapas ofrecen un control dimensional adicional para tubos de mayor diámetro o aplicaciones que exigen requisitos excepcionales de tolerancia. Estos sistemas ajustan gradualmente las dimensiones del tubo mediante operaciones secuenciales de dimensionamiento, permitiendo un control preciso tanto del diámetro exterior como del espesor de pared.
Sistemas de enfriamiento y solidificación
Tecnología de enfriamiento por agua
El enfriamiento rápido y controlado representa una fase crítica en la operación de la línea de extrusión de tuberías de PVC, afectando directamente la calidad de la tubería, la velocidad de producción y la estabilidad dimensional. Los sistemas de enfriamiento por agua eliminan el calor de la tubería formada, al tiempo que evitan choques térmicos que podrían inducir concentraciones de tensión o defectos superficiales en el producto terminado.
El diseño del tanque de enfriamiento incorpora múltiples zonas con temperaturas de agua controladas de forma independiente, lo que permite una extracción gradual del calor que mantiene la integridad estructural mientras se alcanzan las velocidades de enfriamiento requeridas. Los sistemas de circulación de agua garantizan una distribución uniforme de la temperatura y una transferencia eficiente de calor, optimizando así la efectividad del enfriamiento en toda la circunferencia de la tubería.
Los sistemas de monitorización y control de la temperatura dentro de la sección de refrigeración proporcionan a los operadores un control preciso sobre las velocidades de enfriamiento y la temperatura final de la tubería. Estos sistemas se coordinan con los controles de velocidad de la línea para garantizar un tiempo de enfriamiento adecuado, maximizando al mismo tiempo la capacidad de producción según las dimensiones específicas de la tubería y los requisitos de espesor de pared.
Solidificación y alivio de tensiones
El proceso de solidificación en una línea de extrusión de tubos de PVC implica un enfriamiento controlado que permite a las cadenas moleculares de PVC organizarse en regiones cristalinas y amorfas estables. Esta fase determina las propiedades mecánicas finales de la tubería, incluyendo la resistencia a la tracción, la resistencia al impacto y la estabilidad dimensional a largo plazo bajo condiciones de servicio.
El control de la velocidad de enfriamiento evita gradientes térmicos rápidos que podrían inducir tensiones internas o crear puntos débiles dentro de la estructura de la tubería. Los perfiles de enfriamiento optimizados garantizan una distribución uniforme de tensiones, manteniendo al mismo tiempo la eficiencia de producción y los estándares de calidad constantes durante ciclos prolongados de fabricación.
Las etapas finales de enfriamiento reducen la temperatura de la tubería hasta niveles ambientales adecuados para las operaciones posteriores de manipulación y procesamiento. Estos sistemas mantienen la estabilidad dimensional mientras preparan la tubería para las operaciones de corte, marcado, ensayo y embalaje que completan el proceso de fabricación.
Control de Calidad y Optimización de la Producción
Sistemas de monitorización dimensional
Las instalaciones modernas de líneas de extrusión de tuberías de PVC incorporan sistemas avanzados de medición que supervisan continuamente las dimensiones de la tubería durante la producción. Estos sistemas utilizan tecnologías de medición basadas en láser o ultrasónicas para rastrear en tiempo real el diámetro exterior, el espesor de la pared y la ovalidad, proporcionando retroalimentación inmediata sobre la calidad y la consistencia de la producción.
Los sistemas automatizados de control dimensional pueden realizar ajustes en tiempo real de los parámetros de procesamiento basados en la retroalimentación de las mediciones, manteniendo un control riguroso de las tolerancias durante toda la ejecución de la producción. Estos sistemas reducen el desperdicio de material, mejoran la consistencia del producto y minimizan la necesidad de intervención manual durante las operaciones normales de producción.
La integración del control estadístico de procesos permite a los operadores seguir las tendencias de calidad, identificar posibles problemas antes de que afecten a la calidad del producto y optimizar los parámetros de procesamiento para lograr una eficiencia máxima. Las funciones de registro de datos proporcionan registros completos de producción para la documentación de calidad y las iniciativas de mejora de procesos.
Pruebas de Rendimiento y Validación
Los protocolos de aseguramiento de la calidad para la producción de líneas de extrusión de tubos de PVC incluyen ensayos periódicos de muestras de tubos para verificar el cumplimiento de las normas industriales y las especificaciones del cliente. Estos ensayos suelen incluir pruebas de presión hidrostática, evaluación de la resistencia al impacto y verificación dimensional para garantizar un rendimiento constante del producto.
Los ensayos de propiedades del material verifican que los tubos terminados cumplan con las características mecánicas requeridas, incluyendo la resistencia a la tracción, la flexibilidad y la durabilidad a largo plazo bajo las condiciones de servicio previstas. Estos procedimientos de validación garantizan que los parámetros de producción generen de forma constante tubos adecuados para sus aplicaciones previstas.
La optimización del proceso basada en los resultados de los ensayos permite la mejora continua del rendimiento de la línea de extrusión de tubos de PVC, reduciendo los residuos, mejorando la eficiencia energética y potenciando la calidad del producto. La calibración y el mantenimiento regulares del equipo de ensayo garantizan la exactitud y fiabilidad de las mediciones de control de calidad.
Preguntas frecuentes
¿Qué tipos de tubos de PVC se pueden producir en una línea de extrusión?
Una línea de extrusión de tubos de PVC puede producir diversos tipos de tubos de PVC, incluidos tubos a presión para la distribución de agua, tubos de drenaje para sistemas de alcantarillado, tubos eléctricos para la protección de cables y tubos de riego para aplicaciones agrícolas. La línea puede adaptarse a distintos diámetros de tubo, especificaciones de espesor de pared y clasificaciones de presión mediante el ajuste de las cabezas de matriz, los equipos de calibración y los parámetros de procesamiento. Los rangos estándar de producción suelen abarcar diámetros de tubo de 16 mm a 630 mm, mientras que la capacidad de espesor de pared varía según la configuración específica del equipo y los requisitos de la aplicación.
¿Cuánto tiempo se tarda en preparar una línea de extrusión de tubos de PVC para la producción?
Configurar una línea de extrusión de tubos de PVC para la producción normalmente requiere de 2 a 4 horas, dependiendo de los cambios de tamaño de tubo, las transiciones de material y el nivel de experiencia de los operadores. El arranque inicial desde condiciones frías puede llevar más tiempo, ya que los sistemas de calefacción deben alcanzar sus temperaturas de funcionamiento y el flujo del material se estabiliza gradualmente en todo el equipo de procesamiento. Los cambios entre distintos tamaños de tubo o materiales requieren la sustitución de la boquilla, ajustes de calibración y modificaciones de los parámetros del proceso, tareas que los operadores experimentados pueden realizar de forma eficiente para minimizar el tiempo de inactividad de la producción.
¿Cuáles son los requisitos de mantenimiento necesarios para un rendimiento óptimo de la línea de extrusión?
El mantenimiento regular de una línea de extrusión de tubos de PVC incluye la limpieza diaria de las cabezas de matriz y del equipo de calibración, la inspección semanal de los elementos calefactores y los reguladores de temperatura, y la evaluación mensual del desgaste del tornillo y del estado del cilindro. La lubricación de los sistemas de transmisión, la calibración del equipo de medición y el reemplazo de componentes desgastados deben realizarse según las recomendaciones del fabricante para garantizar una calidad constante de la producción. Los programas de mantenimiento preventivo ayudan a evitar paradas imprevistas y a mantener una eficiencia óptima del proceso durante toda la vida útil del equipo.
¿Qué factores determinan la velocidad de producción de una línea de extrusión de tubos de PVC?
La velocidad de producción de una línea de extrusión de tubos de PVC depende del diámetro del tubo, el espesor de la pared, la formulación del material, los requisitos de refrigeración y las especificaciones de calidad. Los tubos de mayor diámetro suelen requerir velocidades de producción más lentas para garantizar una refrigeración adecuada y estabilidad dimensional, mientras que los tubos con paredes más delgadas pueden permitir velocidades más altas de la línea. Las características del material, las condiciones de temperatura ambiente y las tolerancias de calidad requeridas también influyen en las velocidades óptimas de producción. Las líneas de extrusión modernas pueden alcanzar velocidades que van desde 0,5 hasta 15 metros por minuto, según estos diversos factores y las capacidades específicas del equipo.
Tabla de contenidos
- Componentes principales de una línea de extrusión de tubos de PVC
- Mecanismo del proceso de extrusión de tubos de PVC
- Formación del tubo y control dimensional
- Sistemas de enfriamiento y solidificación
- Control de Calidad y Optimización de la Producción
-
Preguntas frecuentes
- ¿Qué tipos de tubos de PVC se pueden producir en una línea de extrusión?
- ¿Cuánto tiempo se tarda en preparar una línea de extrusión de tubos de PVC para la producción?
- ¿Cuáles son los requisitos de mantenimiento necesarios para un rendimiento óptimo de la línea de extrusión?
- ¿Qué factores determinan la velocidad de producción de una línea de extrusión de tubos de PVC?