
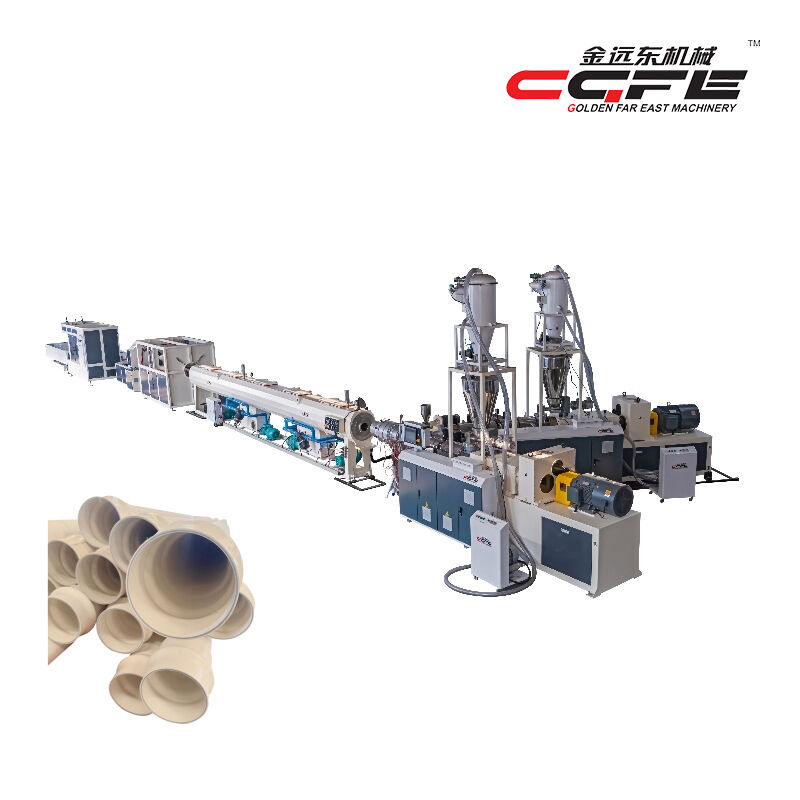
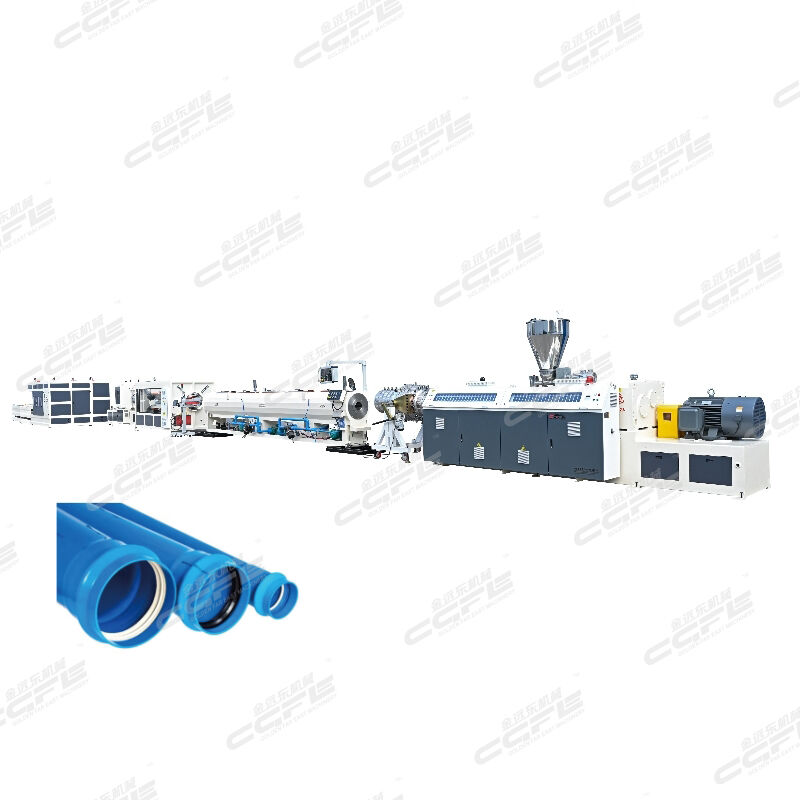
Линия экструзии ПВХ-труб — это сложная производственная система, которая превращает сырой поливинилхлорид (ПВХ) в готовые пластиковые трубы посредством непрерывного процесса нагрева, плавления и формовки. Данное промышленное оборудование составляет основу современного производства пластиковых труб и позволяет производителям выпускать однородные трубы высокого качества для строительства, сантехники, систем орошения и множества других применений в различных отраслях промышленности.
Понимание принципа работы линии экструзии ПВХ-труб требует анализа её интегрированных компонентов, стадий технологического процесса и точной инженерной настройки, обеспечивающей стабильные геометрические параметры труб (диаметр, толщина стенки) и заданные свойства материала. Эти производственные системы объединяют механическую точность с термическим контролем, обеспечивая надёжные и экономически эффективные решения по производству труб, соответствующие строгим отраслевым стандартам и эксплуатационным требованиям.
Основные компоненты линии экструзии ПВХ-труб
Основное оборудование для переработки
Сердце любой линия экструзии труб из ПВХ состоит из нескольких критически важных компонентов, работающих в синхронной гармонии. Система шнека экструдера представляет собой центральный узел обработки, где в неё подаются гранулы или порошок ПВХ, которые нагреваются, плавятся и гомогенизируются в однородный расплавленный поток. Этот одношнековый или двухшнековый экструдер работает при точно контролируемых температурах и скоростях вращения для обеспечения оптимальных характеристик течения материала.
Головка экструзионной оснастки представляет собой ещё один важнейший компонент, спроектированный с учётом конкретных геометрических профилей, определяющих конечные размеры трубы. Эти прецизионно изготовленные инструменты формируют кольцевой поток, который придаёт расплавленному ПВХ требуемую толщину стенки и диаметр трубы. Современные линия экструзии труб из ПВХ системы оснащены регулируемыми головками оснастки, позволяющими операторам точно настраивать распределение толщины стенки и компенсировать колебания течения материала в процессе производства.
Системы контроля температуры по всей линии экструзии ПВХ-труб обеспечивают точные термические профили от зоны загрузки до выхода из фильеры. Несколько нагревательных зон с независимыми регуляторами температуры гарантируют, что материал ПВХ достигает оптимальной вязкости для переработки, предотвращая при этом деградацию или термический разрыв, которые могут ухудшить качество труб и их эксплуатационные характеристики.
Системы калибровки и охлаждения
Непосредственно после выхода из фильеры оборудование для калибровки формирует и задаёт точные геометрические размеры раскалённой ПВХ-трубы. Вакуумные калибровочные резервуары или калибровочные втулки создают контролируемое разрежение, заставляя мягкие стенки трубы плотно прилегать к прецизионно обработанным калибровочным поверхностям, обеспечивая стабильность наружного диаметра и круглости по всей длине выпускаемой продукции.
Системы водяного охлаждения, интегрированные в линию экструзии ПВХ-труб, обеспечивают быстрое отведение тепла для затвердевания трубной конструкции при сохранении размерной стабильности. Эти охлаждающие резервуары или системы распыления работают при контролируемых температурах и расходах воды, предотвращая термический удар и обеспечивая достаточные скорости охлаждения для поддержания высоких темпов производства.
Процесс охлаждения проходит в несколько стадий, причём каждая секция предназначена для постепенного снижения температуры трубы при сохранении её структурной целостности. Точное регулирование охлаждения предотвращает возникновение внутренних напряжений, деформации или размерных несоответствий, которые могут повлиять на эксплуатационные характеристики труб в конечных применениях.
Механизм процесса экструзии ПВХ-труб
Подготовка материала и подача
Процесс производства ПВХ-труб на линии экструзии начинается с тщательной подготовки материала, при которой ПВХ-смола смешивается с добавками, включая стабилизаторы, смазочные материалы, красители и вспомогательные вещества для переработки. Подготовка этой композиции обеспечивает стабильные физико-механические свойства материала и его перерабатываемость на протяжении всего производственного цикла. Автоматизированные системы подачи доставляют готовую ПВХ-композицию в загрузочную воронку экструдера с контролируемой скоростью.
Системы транспортировки материала перемещают ПВХ-композицию через корпус экструдера, где вращающиеся шнековые элементы постепенно сжимают, нагревают и плавят материал. Конструкция шнека включает специальные профили витков и оптимизированные степени сжатия, адаптированные для переработки ПВХ, что обеспечивает полное расплавление и гомогенизацию материала при минимальном риске термодеструкции.
Механизмы регулирования подачи материала контролируют его расход для поддержания стабильной производительности и постоянной толщины стенок труб. Эти системы синхронизируются с регуляторами скорости экструдера, чтобы оптимизировать производительность и обеспечить стабильные условия обработки на протяжении всего процесса экструзии ПВХ-труб.
Плавление и гомогенизация
Внутри корпуса экструдера материал ПВХ подвергается контролируемому нагреву за счёт внешних нагревателей корпуса и внутреннего трения, возникающего при вращении шнека. Температурный профиль обычно постепенно повышается от зоны загрузки к дозирующей зоне, что позволяет частицам ПВХ размягчаться, плавиться и смешиваться в однородный расплав, пригодный для формирования труб.
Конструкция шнека, включающая барьерные участки, элементы перемешивания и дозирующие зоны, обеспечивает тщательное смешивание материала и предотвращает локальный перегрев. Линия экструзии ПВХ-труб поддерживает точный контроль температуры, чтобы удерживать расплавленный ПВХ в оптимальном температурном диапазоне переработки — обычно от 160 до 200 °C, в зависимости от конкретного состава компаунда и требований к трубе.
Создание давления внутри экструдера обеспечивает необходимую движущую силу для продавливания расплавленного ПВХ через фильерную головку при стабильных расходах. Системы контроля давления предоставляют операторам данные в реальном времени о текущих условиях переработки, что позволяет незамедлительно вносить корректировки для поддержания стабильных технологических параметров производства.
Формование трубы и контроль её геометрических размеров
Работа фильерной головки и распределение потока
Сборка головки фильеры преобразует расплавленный поток ПВХ в кольцевую форму трубы посредством точно спроектированных каналов для потока. Эти каналы обеспечивают равномерное распределение потока материала по окружности, сохраняя при этом постоянную толщину стенки по всему диаметру трубы. Конструкция головки фильеры включает регулируемые элементы, позволяющие тонкую настройку распределения толщины стенки в процессе производства.
Балансировка потока внутри головки фильеры линии экструзии труб из ПВХ устраняет потенциальные слабые места или колебания толщины, которые могут снизить эксплуатационные характеристики трубы. Современные конструкции головок фильеры предусматривают обтекаемые пути потока, минимизирующие перепады давления и время пребывания материала, что снижает риск его деградации при одновременном сохранении эффективности переработки.
Контроль температуры в головке экструдера поддерживает оптимальную вязкость материала для обеспечения надлежащих характеристик течения. Независимые зоны нагрева позволяют операторам компенсировать потери тепла и обеспечить равномерное распределение температуры по выходному сечению головки, предотвращая дисбаланс потока, который может привести к геометрическим отклонениям в готовой трубе.
Процесс калибровки и размерной обработки
После выхода из головки горячая ПВХ-труба поступает в калибровочное оборудование, где осуществляется точный контроль геометрических размеров. Вакуумные калибровочные системы создают контролируемое разрежение, прижимая стенки трубы к калибрующим поверхностям, что обеспечивает точный наружный диаметр в то время, как материал остаётся в полумягком состоянии, пригодном для формообразования.
Процесс калибровки в линии экструзии ПВХ-труб требует тщательного баланса между уровнями вакуума, температурой трубы и скоростью линии для достижения оптимальных размеров без возникновения поверхностных дефектов или геометрических искажений.
Многоступенчатые калибровочные системы обеспечивают дополнительный контроль размеров для труб большого диаметра или применений, предъявляющих исключительно высокие требования к допускам. Эти системы постепенно корректируют размеры трубы с помощью последовательных операций калибровки, обеспечивая точный контроль как над наружным диаметром, так и над толщиной стенки.
Системы охлаждения и затвердевания
Технология водяного охлаждения
Быстрое и контролируемое охлаждение представляет собой критически важный этап работы линии экструзии ПВХ-труб и напрямую влияет на качество труб, скорость производства и стабильность их геометрических размеров. Системы водяного охлаждения отводят тепло от сформированной трубы, предотвращая термический удар, который может вызвать концентрацию напряжений или поверхностные дефекты в готовом изделии.
Конструкция охлаждающего резервуара включает несколько зон с независимо регулируемой температурой воды, что обеспечивает постепенное отведение тепла, сохраняя структурную целостность изделия и одновременно достигая требуемых скоростей охлаждения. Системы циркуляции воды обеспечивают равномерное распределение температуры и эффективный теплообмен, оптимизируя эффективность охлаждения по всему периметру трубы.
Системы мониторинга и регулирования температуры в охлаждающем участке обеспечивают операторам точный контроль скорости охлаждения и конечной температуры труб. Эти системы взаимодействуют с системами регулирования скорости линии, чтобы обеспечить достаточное время охлаждения при одновременной максимизации производственной мощности для заданных габаритных размеров труб и требований к толщине стенки.
Затвердевание и снятие напряжений
Процесс затвердевания в линии экструзии ПВХ-труб включает контролируемое охлаждение, позволяющее молекулярным цепям ПВХ упорядочиться в стабильные кристаллические и аморфные области. Эта фаза определяет окончательные механические свойства труб, включая прочность на растяжение, ударную вязкость и долговременную размерную стабильность в условиях эксплуатации.
Контроль скорости охлаждения предотвращает возникновение резких температурных градиентов, которые могут вызвать внутренние напряжения или образовать слабые зоны в структуре трубы. Оптимизированные профили охлаждения обеспечивают равномерное распределение напряжений при сохранении высокой производственной эффективности и стабильного качества на протяжении длительных циклов производства.
Заключительные стадии охлаждения снижают температуру трубы до уровня окружающей среды, что делает её пригодной для последующих операций по транспортировке и обработке. Эти системы обеспечивают стабильность геометрических размеров трубы, подготавливая её к операциям резки, маркировки, испытаний и упаковки, завершающим производственный процесс.
Контроль качества и оптимизация производства
Системы контроля размеров
Современные линии экструзии ПВХ-труб оснащены передовыми измерительными системами, которые непрерывно контролируют геометрические размеры труб в ходе производства. В этих системах применяются лазерные или ультразвуковые измерительные технологии для отслеживания наружного диаметра, толщины стенки и овальности в реальном времени, обеспечивая немедленную обратную связь о качестве и стабильности производственного процесса.
Автоматизированные системы контроля геометрических размеров могут вносить корректировки технологических параметров в реальном времени на основе обратной связи от измерений, обеспечивая строгий контроль допусков на протяжении всего производственного цикла. Такие системы снижают расход материалов, повышают однородность продукции и минимизируют необходимость ручного вмешательства в ходе обычных производственных операций.
Интеграция статистического управления процессами позволяет операторам отслеживать тенденции качества, выявлять потенциальные проблемы до того, как они повлияют на качество продукции, а также оптимизировать технологические параметры для достижения максимальной эффективности. Возможности регистрации данных обеспечивают исчерпывающие производственные записи для целей документирования качества и инициатив по улучшению процессов.
Тестирование и проверка производительности
Протоколы обеспечения качества для линии экструзии ПВХ-труб включают регулярное испытание образцов труб для подтверждения соответствия отраслевым стандартам и техническим требованиям заказчика. К таким испытаниям, как правило, относятся гидростатическое давление, оценка ударной стойкости и проверка геометрических размеров с целью обеспечения стабильных эксплуатационных характеристик продукции.
Испытания свойств материала подтверждают, что готовые трубы соответствуют требуемым механическим характеристикам, включая прочность на растяжение, гибкость и долговечность в течение всего срока службы при предполагаемых условиях эксплуатации. Эти процедуры подтверждения гарантируют, что технологические параметры производства последовательно обеспечивают выпуск труб, пригодных для их целевого применения.
Оптимизация процесса на основе результатов испытаний позволяет постоянно совершенствовать производительность линии экструзии ПВХ-труб, снижать объёмы отходов, повышать энергоэффективность и улучшать качество продукции. Регулярная калибровка и техническое обслуживание испытательного оборудования обеспечивают точность и надёжность измерений в рамках контроля качества.
Часто задаваемые вопросы
Какие типы ПВХ-труб можно производить на экструзионной линии?
Экструзионная линия для ПВХ-труб позволяет выпускать различные типы труб из ПВХ, включая напорные трубы для водоснабжения, канализационные трубы для систем водоотведения, электротехнические трубы для защиты кабелей и трубы для орошения в сельскохозяйственных целях. Линия может адаптироваться под различные диаметры труб, требования к толщине стенок и классы давления за счёт регулировки фильер, калибровочного оборудования и технологических параметров. Стандартный диапазон производства обычно охватывает диаметры труб от 16 мм до 630 мм, а возможности по толщине стенок зависят от конкретной конфигурации оборудования и требований применения.
Сколько времени требуется для наладки экструзионной линии для ПВХ-труб перед началом производства?
Настройка линии экструзии ПВХ-труб для производства обычно занимает от 2 до 4 часов в зависимости от изменения диаметра труб, смены материала и уровня опыта операторов. Первый пуск из холодного состояния может занять больше времени, поскольку нагревательные системы достигают рабочих температур, а поток материала стабилизируется по всему технологическому оборудованию. При переходе на выпуск труб другого диаметра или с использованием другого материала требуется замена фильеры, корректировка калибровки и изменение технологических параметров — опытные операторы выполняют эти действия эффективно, чтобы свести простои производства к минимуму.
Какие требования к техническому обслуживанию необходимы для обеспечения оптимальной производительности линии экструзии?
Регулярное техническое обслуживание линии экструзии ПВХ-труб включает ежедневную очистку фильер и калибровочного оборудования, еженедельный осмотр нагревательных элементов и регуляторов температуры, а также ежемесячную оценку износа шнека и состояния корпуса. Смазка приводных систем, калибровка измерительного оборудования и замена изнашиваемых компонентов должны выполняться в соответствии с рекомендациями производителя для обеспечения стабильного качества продукции. Графики профилактического технического обслуживания помогают избежать незапланированных простоев и поддерживать оптимальную эффективность переработки на протяжении всего срока службы оборудования.
Какие факторы определяют скорость производства на линии экструзии ПВХ-труб?
Скорость производства на линии экструзии ПВХ-труб зависит от диаметра трубы, толщины стенки, состава материала, требований к охлаждению и нормативов качества. Трубы большего диаметра, как правило, требуют более низкой скорости производства для обеспечения достаточного охлаждения и стабильности геометрических размеров, тогда как трубы с меньшей толщиной стенки могут допускать более высокую скорость работы линии. Характеристики материала, температура окружающей среды и требуемые допуски по качеству также влияют на оптимальную скорость производства. Современные линии экструзии способны достигать скоростей в диапазоне от 0,5 до 15 метров в минуту в зависимости от указанных факторов и конкретных технических возможностей оборудования.
Содержание
- Основные компоненты линии экструзии ПВХ-труб
- Механизм процесса экструзии ПВХ-труб
- Формование трубы и контроль её геометрических размеров
- Системы охлаждения и затвердевания
- Контроль качества и оптимизация производства
-
Часто задаваемые вопросы
- Какие типы ПВХ-труб можно производить на экструзионной линии?
- Сколько времени требуется для наладки экструзионной линии для ПВХ-труб перед началом производства?
- Какие требования к техническому обслуживанию необходимы для обеспечения оптимальной производительности линии экструзии?
- Какие факторы определяют скорость производства на линии экструзии ПВХ-труб?