
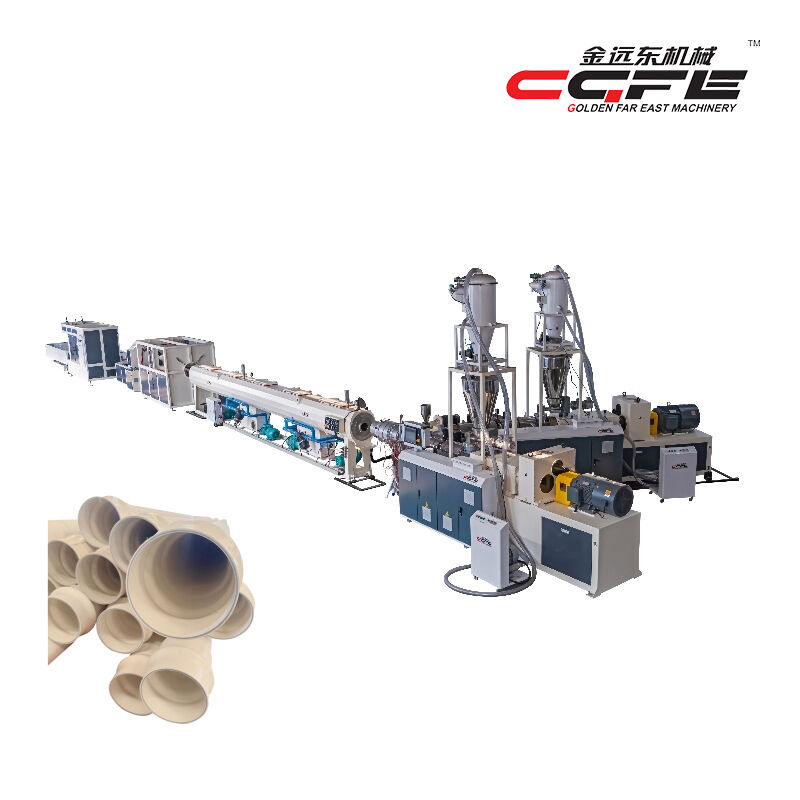
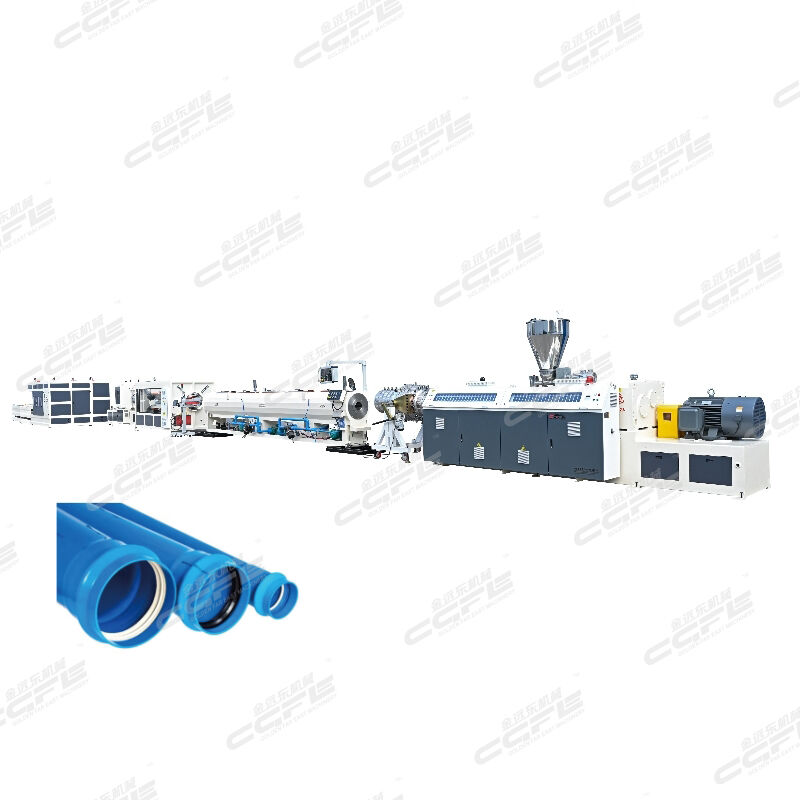
PVC trubasi ekstruziya liniyasi — bu xom PVC (polivinilxlorid) rezinasi asosida uzluksiz isitish, eritish va shakllantirish jarayoni orqali yakuniy plastik trubalarga aylantiruvchi murakkab ishlab chiqarish tizimidir. Bu sanoat uskunasi zamonaviy plastik trubalar ishlab chiqarishning asosini tashkil qiladi va ishlab chiqaruvchilarga qurilish, suv quvurlari, sug'orish va boshqa ko'plab sohalarda foydalanish uchun doimiy, yuqori sifatli trubalarni yaratish imkonini beradi.
PVC trubasi ekstruziya liniyasining qanday ishlashini tushunish uchun uning integratsiyalangan komponentlarini, jarayon bosqichlarini va doimiy truba o'lchamlari, devor qalinligi hamda material xususiyatlarini ta'minlaydigan aniq muhandislikni ko'rib chiqish kerak. Bu ishlab chiqarish tizimlari mexanik aniqlikni issiqlik nazorati bilan birlashtirib, qattiq sanoat standartlariga va ishlash talablariga javob beradigan, ishonchli va arzon trubalar ishlab chiqarish yechimlarini taqdim etadi.
PVC trubasi ekstruziya liniyasining asosiy komponentlari
Asosiy qayta ishlash uskunalari
Har qanday pVC Tuyak Ajoyib Sirtqi Chiziq bir nechta muhim komponentlardan iborat bo'lib, ular sinxron ravishda hamkorlik qiladi. Ekstruder vint tizimi — bu markaziy ishlov berish birligidir, unda xom PVC granulalari yoki kukuni oziqlantiriladi, isitiladi, eritiladi va doimiy eritma oqimi shaklida bir xil qilinadi. Bu yagona vintli yoki ikkita vintli ekstruder materialning optimal oqish xususiyatlarini ta'minlash uchun aniq nazorat qilinadigan harorat va aylanish tezligida ishlaydi.
Ekstruziya chiqish boshqichlari — bu yana bir muhim komponent bo'lib, oxirgi quvur o'lchamlarini belgilovchi maxsus geometrik profilga ega. Bu aniq sozlangan asboblar eritilgan PVCni kerakli quvur devor qalinligi va diametriga shakllantiruvchi halqasimon oqim namunasini yaratadi. Zamonaviy pVC Tuyak Ajoyib Sirtqi Chiziq tizimlarda operatorlar ishlab chiqarish jarayonida devor qalinligi taqsimotini sozlash va material oqishidagi o'zgarishlarga moslashish uchun sozlanadigan chiqish boshqichlarini joriy etgan.
PVC trubalarni ekstruziya qilish liniyasida har xil joylarda temperaturani boshqarish tizimlari PVC materialning oziq moddalar zonasidan tortib chiqish dieziga qadar aniq issiqlik profilini saqlaydi. Mustaqil temperaturani boshqaruvchi ko'p issiqlik zonalari PVC materialni qayta ishlash uchun optimal viskozitetga erishishini ta'minlaydi va trubaning sifati hamda ishlash xususiyatlarini buzishi mumkin bo'lgan degradatsiya yoki termik parchalanishni oldini oladi.
Kalibratsiya va sovutish tizimlari
Chiqish diezidan darhol keyin kalibratsiya uskunalari issiq PVC trubasini aniq o'lchamlarga mos ravishda shakllantiradi va o'lchaydi. Vakuumli kalibratsiya tanklari yoki o'lchov qovushoqlari yumshoq truba devorlarini aniq ishlangan o'lchov sirtlariga nazorat qilinadigan manfiy bosim bilan jalb qiladi, bu esa ishlab chiqarish jarayonida tashqi diametr va doiralikning barqarorligini ta'minlaydi.
PVC trubalarni ekstruziya qilish liniyasiga integratsiyalangan suv sovutish tizimlari trubaning strukturasini qattiqroq qilish uchun tez issiqlikni olib tashlaydi va o'lchamlarning barqarorligini saqlaydi. Bu sovutish tanklari yoki pishloq sistemalari boshqariladigan harorat va oqim tezliklarida ishlaydi, issiqlik shokini oldini oladi va doimiy ishlab chiqarish tezliklari uchun yetarli sovutish tezligini ta'minlaydi.
Sovutish jarayoni bir necha bosqichdan iborat bo'lib, har bir bo'lim trubaning haroratini asta-sekin pasaytirishga va uning strukturaviy butunligini saqlashga mo'ljallangan. To'g'ri sovutishni boshqarish trubaning foydalanishda ishlashi ta'sirini kamaytiruvchi ichki kuchlanishlar, egilish yoki o'lchamlar xilofliklarini oldini oladi.
PVC Trubalarni Ekstruziya Qilish Jarayoni Mexanizmi
Material tayyorlash va uzatish
PVC trubalarning ekstruziya chizig'i jarayoni PVC rezini va barqarorlashtiruvchilar, moylash vositalari, rangli moddalar hamda qayta ishlash yordamchilari kabi qo'shimchalarni aralashtirish bilan boshlanadi. Bu aralashmaning tayyorlanishi ishlab chiqarish sikli davomida material xususiyatlari va qayta ishlash xususiyatlarining doimiylikka ega bo'lishini ta'minlaydi. Avtomatlashtirilgan oziqlantirish tizimlari tayyorlangan PVC aralashmasini nazorat qilinadigan tezlikda ekstruder hopperiga yetkazadi.
Materialni o'tkazish tizimlari PVC aralashmasini ekstruder korpusi orqali o'tkazadi, bu yerda aylanuvchi vint elementlari materialni asta-sekin siqib, isitib va eritib boradi. Vint dizayni PVC qayta ishlash uchun optimallashtirilgan maxsus parvoz naqshlari va siqish nisbati bilan jihozlangan bo'lib, to'liq eritish va bir xillikni ta'minlaydi hamda issiqlikdan buzilish xavfini minimal darajada kamaytiradi.
Material oqimini boshqarish mexanizmlari doimiy chiqish tezligi va quvur devorining qalinligini saqlash uchun material oqimini tartibga soladi. Bu tizimlar ishlab chiqarish samaradorligini optimallashtirish hamda PVC quvur ekstruziya liniyasi operatsiyasi davomida barqaror ishlash sharoitlarini ta'minlash uchun ekstruder tezlik boshqaruvi bilan hamkorlik qiladi.
Eritish va gomogenlashtirish
Ekstruder korpusi ichida PVC materiali tashqi korpus isitgichlari va vint aylanishidan hosil bo'lgan ichki ishqalanish orqali nazorat ostida isitiladi. Isitish profilining odatda oziq berish zonasidan o'lchov zonasigacha asta-sekin oshishi PVC zarrachalarning yumshab, erib va quvur shakllantirish uchun mos bo'lgan bir xil eritma oqimi shaklida aralashishiga imkon beradi.
Materialni to'liq aralashtirishni ta'minlaydigan, shuningdek, mahalliy isitilishni oldini oluvchi qo'rqituvchi bo'limlar, aralashtirish elementlari va o'lchov zonalarini o'z ichiga olgan vint dizayn elementlari. PVC trubalarni chiqarish liniyasi eritilgan PVC ni optimal ishlash chegaralarida, ya'ni odatda aniq komponent tarkibiga va trubaning talablariga qarab 160–200°C oralig'ida saqlash uchun aniq harorat nazoratini saqlaydi.
Ekstruder ichidagi bosim rivojlanishi eritilgan PVC ni doimiy oqim tezligida kalıp boshidan o'tkazish uchun zarur haydovchi kuchni yaratadi. Bosimni nazorat qilish tizimlari operatorlarga ishlash sharoitlari haqida real vaqtda axborot beradi va barqaror ishlab chiqarish parametrlarini saqlash uchun darhol sozlamalarga imkon beradi.
Truba shakllanishi va o'lchovlarini boshqarish
Kalıp boshining ishlashi va oqim taqsimlanishi
Dey boshlig'i yig'indisi aniq loyihalangan oqim kanallari orqali eritilgan PVC oqimini halqasimon quvur shakliga aylantiradi. Bu kanallar material oqimini aylanma bo'ylab bir tekis tarqatadi va quvur diametri bo'ylab devor qalinligini doimiy saqlaydi. Dey boshlig'i dizayni ishlab chiqarish jarayonida devor qalinligi taqsimotini aniqlash uchun sozlanadigan elementlarni o'z ichiga oladi.
PVC quvur ekstruziya liniyasining dey boshlig'ida oqimni muvozanatlash quvur ishlashi samaradorligini pasaytirishi mumkin bo'lgan ehtimoliy zaif joylar yoki qalinlikdagi o'zgarishlarni yo'q qiladi. Ilg'or dey dizaynlari bosim tushishini va qolish vaqtini minimal darajada kamaytiruvchi, shuningdek, materialning buzilish xavfini kamaytiruvchi va ishlash samaradorligini saqlab turuvchi oqim yo'llarini o'z ichiga oladi.
Press-forma boshlig'ida haroratni boshqarish materialning optimal namlik darajasini saqlab, to'g'ri oqish xususiyatlarini ta'minlaydi. Mustaqil isitish zonalari operatorlarga issiqlik yo'qotishlarini kompensatsiya qilish va press-forma chiqishida bir xil harorat tarqalishini ta'minlash imkonini beradi, bu esa yakuniy naychada o'lchovlar notekisligiga sabab bo'lishi mumkin bo'lgan oqish muvozanatsizligini oldini oladi.
O'lchash va kalibrlash jarayoni
Press-formadan chiqqandan so'ng, issiq PVC naychasi aniq o'lchovlarni boshqarish amalga oshiriladigan kalibrlash uskunasiga kiradi. Vakuumli kalibrlash tizimlari naycha devorlarini o'lchov sirtlariga tortish uchun boshqariladigan sug'urish kuchidan foydalanadi va material hali yarim erigan holatda bo'lganda aniq tashqi diametr o'lchovlarini belgilaydi.
PVC trubka ekstruziya liniyasida kalibratsiya jarayoni sirt nuqsonlarini yoki o'lchamlarining buzilishini keltirib chiqarmasdan, optimal o'lchamga erishish uchun vakuum darajasi, trubka harorati va liniya tezligi o'rtasida ehtiyotkorlik bilan muvozanatlashni talab qiladi. Kalibratsiya qovog'i geometriyasi talab qilinayotgan trubka spetsifikatsiyalariga mos keladi va ishlab chiqarish davomida doimiy aylana shakli hamda diametr tolerevansini ta'minlaydi.
Ko'p bosqichli kalibratsiya tizimlari kattaroq diametrli trubkalar yoki ajoyib tolerevans talablari qo'yadigan ilovalar uchun qo'shimcha o'lcham boshqaruvi imkonini beradi. Bu tizimlar ketma-ket o'lcham berish operatsiyalari orqali trubka o'lchamlarini asta-sekin sozlaydi va tashqi diametr hamda devor qalinligi spetsifikatsiyalarini aniq boshqarishga imkon beradi.
Sovutish va qattiqylanish tizimlari
Suv sovutish texnologiyasi
Tez va nazorat qilinadigan sovutish — PVC quvur ekstruziya liniyasining ishlashida muhim bosqich bo'lib, quvur sifatiga, ishlab chiqarish tezligiga va o'lchovlar barqarorligiga bevosita ta'sir qiladi. Suv sovutish tizimlari shakllangan quvurdan issiqlikni olib tashlaydi va yakuniy mahsulotda kuchlanish markazlarini yoki sirt nuqsonlarini keltirib chiqarishi mumkin bo'lgan issiqlik shokini oldini oladi.
Sovutish tanki dizayni bir nechta zonalarga ega bo'lib, har bir zonada mustaqil ravishda boshqariladigan suv temperaturalari mavjud; bu esa strukturaning butunligini saqlab turish bilan birga talab qilinadigan sovutish tezligini amalga oshirish uchun asta-sekin issiqlikni olib tashlash imkonini beradi. Suv aylanish tizimlari atrof-muhitning bir xil temperaturasini ta'minlaydi va samarali issiqlik uzatishni ta'minlaydi, natijada quvur aylanasi bo'ylab sovutish samaradorligi optimal darajada oshiriladi.
Sovutish bo'limida haroratni nazorat qilish va boshqarish tizimlari operatorlarga sovutish tezligi va nihoyatdagi trubaning harorati ustidan aniq nazorat qilish imkonini beradi. Bu tizimlar maxsus truba o'lchamlari va devor qalinligi talablari uchun ishlab chiqarish quvvatini maksimal darajada oshirish bilan bir vaqtda yetarli sovutish vaqtini ta'minlash uchun liniya tezligini boshqarish tizimlari bilan hamkorlik qiladi.
Qattiqylanish va kuchlanishni yo'qotish
PVC trubalarni ekstruziya qilish liniyasidagi qattiqylanish jarayoni PVC molekulyar zanjirlarining barqaror kristall va amorf hududlarga tartibga keltirilishini ta'minlaydigan nazorat qilinadigan sovutishni o'z ichiga oladi. Bu bosqich trubaning yakuniy mexanik xususiyatlarini, jumladan, cho'zilishga chidamlilik, urilishga chidamlilik va ekspluatatsiya sharoitlarida uzoq muddatli o'lchovlar doimiylikini belgilaydi.
Sovutish tezligini boshqarish nufuz etuvchi ichki kuchlanishlarga yoki quvur tuzilmasining ichida zaif joylarga sabab bo'lishi mumkin bo'lgan tez issiqlik gradientlarini oldini oladi. Optimallashtirilgan sovutish profilari ishlab chiqarish samaradorligini saqlab turish hamda uzun ishlab chiqarish davomida doimiy sifat standartlarini ta'minlash bilan birga kuchlanishlarning bir xil tarqalishini ta'minlaydi.
Yakuniy sovutish bosqichlari quvurning haroratini quyidagi qayta ishlash va boshqa operatsiyalar uchun mos bo'lgan atrof-muhit haroratiga tushiradi. Bu tizimlar quvurning o'lchamlarini barqaror tutib turadi va quvurni kesish, belgilash, sinovdan o'tkazish va qadoqlash kabi ishlab chiqarish jarayonini yakunlaydigan operatsiyalarga tayyorlaydi.
Sifat nazorati va ishlab chiqarishni optimallashtirish
O'lchamni nazorat qilish tizimlari
Zamonaviy PVC trubali ekstruziya liniyalari ishlab chiqarish jarayonida trubaning o'lchamlarini doimiy ravishda nazorat qiladigan ilg'or o'lchash tizimlarini joriy etadi. Bu tizimlar real vaqtda tashqi diametr, devor qalinligi va ovallikni kuzatish uchun lazer yoki ultratovushli o'lchash texnologiyalaridan foydalanadi va ishlab chiqarish sifati hamda barqarorligi haqida darhol axborot beradi.
Avtomatlashtirilgan o'lchov boshqaruvi tizimlari o'lchash natijalariga asoslanib, ishlab chiqarish parametrlarini real vaqtda sozlay oladi; bu esa ishlab chiqarish davomida aniq tolereansiya boshqaruvidan foydalanish imkonini beradi. Bu tizimlar xom ashyo sarfini kamaytiradi, mahsulotning barqarorligini oshiradi va normal ishlab chiqarish jarayonida qo'lda aralashuvni minimal darajada saqlaydi.
Statistik jarayon nazorati integratsiyasi operatorlarga sifat tendentsiyalarini kuzatish, mahsulot sifatiga ta'sir qilishidan oldin ehtimoliy muammolarni aniqlash va maksimal samaradorlik uchun ishlov berish parametrlarini optimallashtirish imkonini beradi. Ma'lumotlarni yozib olish imkoniyatlari sifat hujjatlari va jarayonni takomillashtirish bo'yicha chora-tadbirlar uchun to'liq ishlab chiqarish yozuvlarini ta'minlaydi.
Ishlash samaradorligini sinovdan o'tkazish va tasdiqlash
PVC trubka ekstruziya liniyasi ishlab chiqarishida sifatni ta'minlash protokollari sanoat standartlari va mijoz talablari bilan mosligini tekshirish maqsadida trubka namunalarning muntazam sinovlarini o'z ichiga oladi. Bu sinovlar odatda gidravlik bosim sinovi, ta'sirga chidamlilikni baholash va o'lchamlarni tekshirishni o'z ichiga oladi, bu esa mahsulotning barqaror ishlashini ta'minlaydi.
Material xususiyatlarini sinovdan o'tkazish yakuniy nishablar qanday mexanik xususiyatlarga ega ekanligini tekshiradi, jumladan, cho'zilish mustahkamligi, moslashuvchanlik va kutilayotgan foydalanish sharoitlarida uzoq muddatli doimiylik. Bu tasdiqlash usullari ishlab chiqarish parametrlarining doimiy ravishda mo'ljalangan qo'llanishlar uchun mos nishablar yetkazib berishini ta'minlaydi.
Sinov natijalariga asoslangan jarayonni optimallashtirish PVC nishablarini chiqarish liniyasining ishlash samaradorligini doimiy takomillashtirish imkonini beradi, chiqindilarni kamaytiradi, energiya samaradorligini oshiradi va mahsulot sifatini yaxshilaydi. Sinov uskunalari doimiy kalibratsiyasi va texnik xizmat ko'rsatilishi sifat nazorati o'lchovlarining aniqlik va ishonchliligini ta'minlaydi.
Tez-tez so'raladigan savollar
Ekstruziya liniyasida qanday turdagi PVC nishablarini ishlab chiqarish mumkin?
PVC trubali ekstruziya liniyasi suv taqsimoti uchun bosimli trubalar, kanalizatsiya tizimlari uchun chiqarish trubalari, kabelni himoya qilish uchun elektr o'tkazgichlar va qishloq xo'jaligi sohasida foydalanish uchun sug'orish trubalari shu jumladan turli xil PVC trubalarni ishlab chiqarishi mumkin. Liniya die boshlarini, kalibratsiya uskunasini va jarayon parametrlarini sozlash orqali turli truba diametrlarini, devor qalinligi talablarini va bosim darajalarini qo'llab-quvvatlaydi. Standart ishlab chiqarish doirasi odatda 16 mm dan 630 mm gacha bo'lgan truba diametrlarini qamrab oladi; devor qalinligi imkoniyatlari aniq uskuna konfiguratsiyasiga va qo'llaniladigan sohalarga qarab o'zgaradi.
PVC trubali ekstruziya liniyasini ishga tushirish uchun qancha vaqt ketadi?
PVC trubka ekstruziya liniyasini ishga tushirish va ishlab chiqarishni boshlash odatda trubka o'lchamini o'zgartirish, materialni almashtirish va operatorning tajriba darajasiga qarab 2–4 soat davom etadi. Suvutish tizimlari ishlatish haroratiga yetib borish va material oqimi ishlov berish uskunalari bo'ylab barqarorlashguncha sovuq sharoitdan boshlangan dastlabki ishga tushirish biroz uzoqroq vaqt talab qiladi. Turli xil trubka o'lchamlari yoki materiallar orasida o'tish uchun die bosh qismining almashtirilishi, kalibratsiya sozlamalari va jarayon parametrlarini o'zgartirish kerak bo'ladi; tajribali operatorlar bu ishlarni samarali bajarib, ishlab chiqarishni to'xtatish vaqtini minimal darajada saqlashlari mumkin.
Ekstruziya liniyasining optimal ishlashi uchun qanday texnik xizmat ko'rsatish talablari mavjud?
PVC trubali ekstruziya liniyasi uchun doimiy texnik xizmat ko'rsatishga kunlik die boshlarini va kalibratsiya uskunalarni tozalash, haftalik isitish elementlarini va haroratni boshqaruvchi qurilmalarni tekshirish hamda oylik vint yeyilishini va baraban holatini baholash kiradi. Ishlab chiqarish sifatini doimiy saqlash uchun haydovchi tizimlarga moylash, o'lchov uskunalarni kalibratsiya qilish va yeyilishga uchragan komponentlarni almashtirish ishlari ishlab chiqaruvchi tavsiyalariga muvofiq amalga oshirilishi kerak. Oldini olish maqsadida amalga oshiriladigan texnik xizmat ko'rsatish jadvallari kutilmagan to'xtashlarni oldini olib, uskunaning xizmat muddati davomida optimal ishlash samaradorligini saqlashga yordam beradi.
PVC trubali ekstruziya liniyasining ishlab chiqarish tezligini nima belgilaydi?
PVC trubali ekstruziya liniyasi uchun ishlab chiqarish tezligi truba diametriga, devor qalinligiga, material tarkibiga, sovutish talablariga va sifat me'yoriy talablarga bog'liq. Keng diametrli trubalar odatda yetarli sovutish va o'lchov barqarorligini ta'minlash uchun sekinroq ishlab chiqarish tezligini talab qiladi, shu bilan birga ingichka devorli trubalar tezroq liniya tezligiga imkon beradi. Material xususiyatlari, atrof-muhit harorati sharoiti va talab qilinadigan sifat doirasidagi noaniqliklar ham optimal ishlab chiqarish tezligini ta'sirlaydi. Zamonaviy ekstruziya liniyalari bu turli omillar va aniq jihozlar imkoniyatlariga qarab daqiqasiga 0,5 dan 15 metrgacha bo'lgan tezliklarga erisha oladi.
Mundarija
- PVC trubasi ekstruziya liniyasining asosiy komponentlari
- PVC Trubalarni Ekstruziya Qilish Jarayoni Mexanizmi
- Truba shakllanishi va o'lchovlarini boshqarish
- Sovutish va qattiqylanish tizimlari
- Sifat nazorati va ishlab chiqarishni optimallashtirish
-
Tez-tez so'raladigan savollar
- Ekstruziya liniyasida qanday turdagi PVC nishablarini ishlab chiqarish mumkin?
- PVC trubali ekstruziya liniyasini ishga tushirish uchun qancha vaqt ketadi?
- Ekstruziya liniyasining optimal ishlashi uchun qanday texnik xizmat ko'rsatish talablari mavjud?
- PVC trubali ekstruziya liniyasining ishlab chiqarish tezligini nima belgilaydi?