
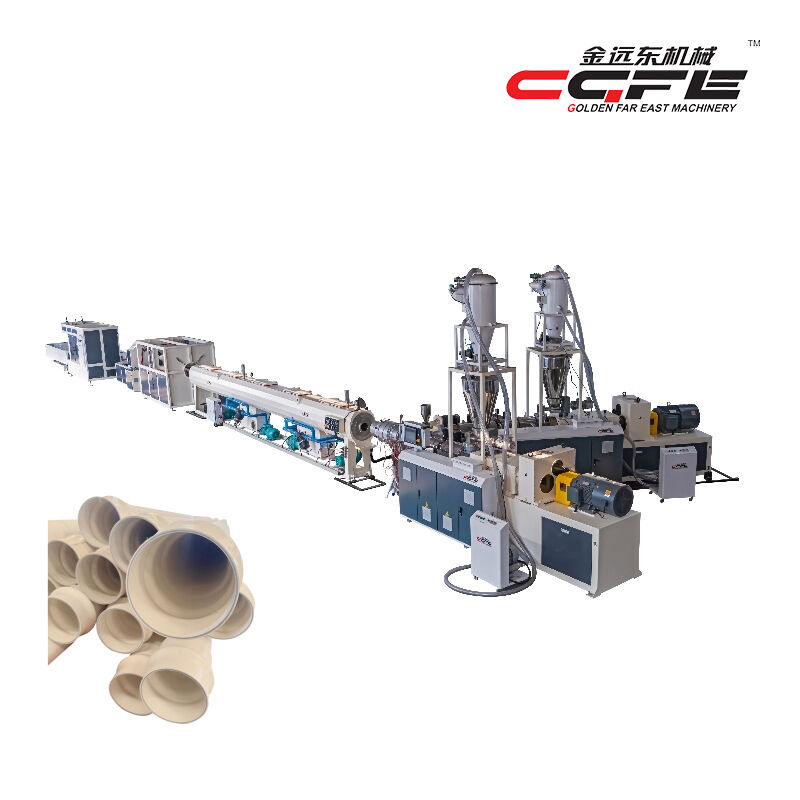
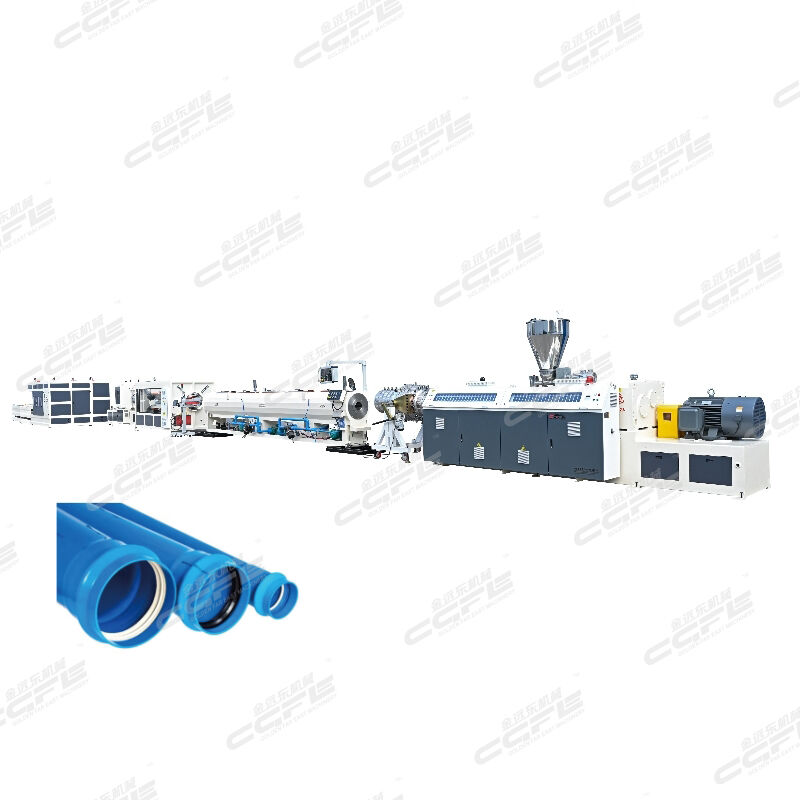
Bir PVC boru ekstrüzyon hattı, ham polivinil klorür (PVC) reçinesini sürekli ısıtma, eritme ve şekillendirme süreciyle bitmiş plastik borulara dönüştüren karmaşık bir üretim sistemidir. Bu endüstriyel ekipman, modern plastik boru üretiminin temelini oluşturur ve üreticilerin inşaat, tesisat, sulama ve çeşitli diğer sektörlerde kullanılan tutarlı ve yüksek kaliteli borular üretmesini sağlar.
Bir PVC boru ekstrüzyon hattının nasıl çalıştığını anlamak, entegre bileşenlerini, süreç aşamalarını ve tutarlı boru boyutları, duvar kalınlığı ile malzeme özelliklerini sağlamak için gerekli olan hassas mühendisliği incelemeyi gerektirir. Bu üretim sistemleri, sert endüstriyel standartlara ve performans gereksinimlerine uygun, güvenilir ve maliyet etkin boru üretimi çözümleri sunmak amacıyla mekanik hassasiyeti termal kontrolle birleştirir.
Bir PVC Boru Ekstrüzyon Hattının Temel Bileşenleri
Birincil İşleme Ekipmanları
Herhangi bir makinenin kalbi pVC Boru Ekstrüzyon Hattı bir PVC boru ekstrüzyon hattı, senkronize bir şekilde çalışan birkaç kritik bileşenden oluşur. Ekstrüder vida sistemi, ham PVC peletleri veya tozu beslenen, ısıtılan, eritilen ve tutarlı bir erimiş akım haline getirilen merkezi işlem birimidir. Bu tek vida veya çift vida ekstrüderi, optimal malzeme akış karakteristiklerini sağlamak amacıyla kesin olarak kontrol edilen sıcaklıklarda ve devir hızlarında çalışır.
Ekstrüzyon kalıp başlığı, son boru boyutlarını belirleyen özel geometrik profillerle tasarlanmış başka bir temel bileşendir. Bu hassas şekilde üretilmiş araçlar, erimiş PVC’yi istenen boru cidar kalınlığı ve çapına şekillendiren halka şeklindeki akış desenini oluşturur. Modern pVC Boru Ekstrüzyon Hattı sistemler, operatörlerin üretim sırasında cidar kalınlığı dağılımını ince ayarlamasına ve malzeme akışı değişikliklerini telafi etmesine olanak tanıyan ayarlanabilir kalıp başlıkları içerir.
PVC boru ekstrüzyon hattı boyunca yer alan sıcaklık kontrol sistemleri, besleme bölgesinden kalıp çıkışına kadar kesin termal profilleri korur. Bağımsız sıcaklık kontrol cihazlarına sahip çoklu ısıtma bölgeleri, PVC malzemenin optimum işlem viskozitesine ulaşmasını sağlarken, borunun kalitesini ve performans özelliklerini tehlikeye atabilecek bozulma veya termal parçalanmayı önler.
Kalibrasyon ve Soğutma Sistemleri
Kalıp çıkışından hemen sonra, kalibrasyon ekipmanı sıcak PVC boruyu tam boyutlu özelliklere göre şekillendirir ve boyutlandırır. Vakum kalibrasyon tankları veya boyutlandırma kollukları, yumuşak boru duvarlarını hassas işlenmiş boyutlandırma yüzeylerine doğru kontrollü negatif basınç uygulayarak tutarlı dış çap ve yuvarlaklık sağlar; bu da üretim süreci boyunca boyutsal tutarlılığı garanti eder.
PVC boru ekstrüzyon hattına entegre edilen su soğutma sistemleri, boru yapısını katılaştırmak için hızlı ısı uzaklaştırma sağlar ve aynı zamanda boyutsal kararlılığı korur. Bu soğutma tankları veya püskürtme sistemleri, kontrollü sıcaklıklarda ve akış hızlarında çalışır; böylece termal şoka neden olmadan sürdürülebilir üretim hızları için yeterli soğutma oranları sağlanır.
Soğutma işlemi çok aşamalı olarak gerçekleşir; her aşama, borunun yapısal bütünlüğünü korurken sıcaklığının kademeli olarak düşürülmesini sağlayacak şekilde tasarlanmıştır. Uygun soğutma kontrolü, kullanım alanlarında borunun performansını etkileyebilecek iç gerilmeleri, bükülmeleri veya boyutsal tutarsızlıkları önler.
PVC Boru Ekstrüzyon Süreci Mekanizması
Malzeme Hazırlığı ve Besleme
PVC boru ekstrüzyon hattı süreci, PVC reçinesinin stabilizatörler, kayganlaştırıcılar, renklendiriciler ve işlem yardımcıları gibi katkı maddeleriyle karıştırılmasıyla başlayan dikkatli bir malzeme hazırlığı ile başlar. Bu bileşim hazırlığı, üretim döngüsü boyunca malzemenin özelliklerinin ve işleme karakteristiklerinin tutarlı kalmasını sağlar. Otomatik besleme sistemleri, hazırlanmış PVC bileşimini kontrollü oranlarda ekstrüder hunisine iletir.
Malzeme taşıma sistemleri, PVC bileşimi üzerinde dönen vida elemanları tarafından malzemenin kademeli olarak sıkıştırılmasını, ısıtılmasını ve erimesini sağlayan ekstrüder gövdesi boyunca PVC bileşimini taşır. Vida tasarımı, PVC işleme için optimize edilmiş özel vida profillerine ve sıkıştırma oranlarına sahiptir; bu da tam erime ve homojenizasyonu sağlarken termal bozulma riskini en aza indirir.
Besleme hızı kontrol mekanizmaları, tutarlı çıkış oranlarını ve boru cidarı kalınlığını korumak amacıyla malzeme geçiş hızını düzenler. Bu sistemler, üretkenliği optimize etmek ve PVC boru ekstrüzyon hattı operasyonu boyunca kararlı işleme koşullarını sağlamak amacıyla ekstrüder hız kontrol sistemleriyle koordine çalışır.
Erime ve Homojenizasyon
Ekstrüder silindirinin içinde, PVC malzemesi dış silindir ısıtıcıları ve vida döndürmesiyle oluşan iç sürtünme yoluyla kontrollü bir şekilde ısıtılır. Isıtma profili genellikle besleme bölgesinden ölçüm bölgesine doğru kademeli olarak artar; bu da PVC partiküllerinin yumuşamasına, erimesine ve boru üretimi için uygun homojen bir erimiş akışkan oluşturacak şekilde karışmasına olanak tanır.
Bariyer bölümleri, karıştırma elemanları ve ölçüm bölgeleri gibi vida tasarım unsurları, malzemenin kapsamlı bir şekilde karışmasını sağlarken lokal aşırı ısınmaları önler. PVC boru ekstrüzyon hattı, erimiş PVC’yi optimal işlem aralığında tutmak için hassas sıcaklık kontrolü sağlar; bu aralık genellikle özel bileşim formülasyonlarına ve boru gereksinimlerine bağlı olarak 160–200 °C arasındadır.
Ekstrüder içinde oluşan basınç, erimiş PVC'yi tutarlı akış hızlarıyla kalıp başlığından geçirmek için gerekli itme kuvvetini oluşturur. Basınç izleme sistemleri, operatörlere işlem koşulları hakkında gerçek zamanlı geri bildirim sağlar ve böylece kararlı üretim parametrelerini korumak amacıyla anında ayarlamalar yapılmasını sağlar.
Boru Oluşumu ve Boyutsal Kontrol
Kalıp Başlığı İşletimi ve Akış Dağıtımı
Kalıp başlığı montajı, hassas olarak tasarlanmış akış kanalları aracılığıyla erimiş PVC akışını halka şeklindeki boru şekline dönüştürür. Bu kanallar, malzeme akışını çevresel olarak eşit şekilde dağıtırken aynı zamanda borunun çapı boyunca tutarlı bir duvar kalınlığı sağlar. Kalıp başlığı tasarımı, üretim sırasında duvar kalınlığı dağıtımını ince ayarlamaya izin veren ayarlanabilir öğeler içerir.
PVC boru ekstrüzyon hattı kalıp başlığındaki akış dengelenmesi, boru performansını tehlikeye atabilecek potansiyel zayıf noktaları veya kalınlık değişimlerini ortadan kaldırır. Gelişmiş kalıp tasarımları, basınç kayıplarını ve kalma süresini en aza indirgen akış yollarına sahiptir; bu da malzeme bozulma riskini azaltırken işlem verimliliğini korur.
Kalıp başlığındaki sıcaklık kontrolü, uygun akış özelliklerini sağlamak için malzemenin optimal viskozitesini sağlar. Bağımsız ısıtma bölgeleri, operatörlerin ısı kaybını telafi etmelerine ve kalıbın çıkışında eşit sıcaklık dağılımı sağlamalarına olanak tanır; böylece bitmiş boruda boyutsal düzensizliklere neden olabilecek akış dengesizlikleri önlenir.
Boyutlandırma ve Kalibrasyon Süreci
Kalıp çıkışından sonra sıcak PVC boru, kesin boyut kontrolünün yapıldığı kalibre cihazına girer. Vakumlu kalibrasyon sistemleri, boru duvarlarını boyutlandırma yüzeylerine doğru kontrollü emme uygulayarak, malzemenin şekillendirilmeye uygun yarı erimiş durumdayken tam dış çap boyutlarını belirler.
Bir PVC boru ekstrüzyon hattında kalibrasyon işlemi, yüzey kusurlarına veya boyutsal bozulmaya neden olmadan optimum boyutlandırmayı sağlamak için vakum seviyeleri, boru sıcaklığı ve hattın ilerleme hızı arasında dikkatli bir denge gerektirir. Kalibrasyon kılıfının geometrisi, gerekli boru özelliklerine uyacak şekilde tasarlanmıştır; böylece üretim süreçleri boyunca tutarlı yuvarlaklık ve çap toleransı sağlanır.
Çok aşamalı kalibrasyon sistemleri, büyük çaplı borular veya özel tolerans gereksinimleri olan uygulamalar için ek boyutsal kontrol sağlar. Bu sistemler, boru boyutlarını ardışık ölçülendirme işlemlerinden geçerek kademeli olarak ayarlar ve dış çap ile cidar kalınlığı özelliklerinin her ikisi üzerinde de hassas kontrol imkânı sunar.
Soğutma ve Katılaşma Sistemleri
Su Soğutma Teknolojisi
Hızlı ve kontrollü soğutma, PVC boru ekstrüzyon hattı operasyonunda kritik bir aşamadır ve doğrudan boru kalitesini, üretim hızını ve boyutsal kararlılığı etkiler. Su soğutma sistemleri, şekillendirilmiş borudan ısıyı uzaklaştırırken, son ürün üzerinde gerilim yoğunluklarına veya yüzey kusurlarına neden olabilecek termal şoka engel olur.
Soğutma tankı tasarımı, yapısal bütünlüğü korurken gerekli soğuma oranlarını sağlamak amacıyla kademeli ısı uzaklaştırmasına izin veren, bağımsız olarak kontrol edilen su sıcaklıklarına sahip çoklu bölgeler içerir. Su sirkülasyon sistemleri, borunun çevresi boyunca eşit sıcaklık dağılımı ve verimli ısı transferini sağlayarak soğutma etkinliğini en üst düzeye çıkarır.
Soğutma bölümü içindeki sıcaklık izleme ve kontrol sistemleri, operatörlere soğuma oranları ve son boru sıcaklığı üzerinde hassas kontrol imkânı sağlar. Bu sistemler, belirli boru boyutları ve duvar kalınlığı gereksinimleri için yeterli soğuma süresini sağlamak ve üretim verimini maksimize etmek amacıyla hat hızı kontrolleriyle koordine çalışır.
Katılaşma ve Gerilme Giderme
Bir PVC boru ekstrüzyon hattında katılaşma süreci, PVC moleküler zincirlerinin kararlı kristalin ve amorf bölgelere düzenli bir şekilde yerleşmesine izin veren kontrollü soğutmayı içerir. Bu aşama, borunun son mekanik özelliklerini belirler; bunlar arasında çekme mukavemeti, darbe direnci ve kullanım koşulları altında uzun vadeli boyutsal stabilite yer alır.
Soğuma hızının kontrolü, iç gerilmelere neden olabilecek veya boru yapısı içinde zayıf noktalar oluşturabilecek hızlı termal gradyanları önler. Optimize edilmiş soğutma profilleri, üretim verimliliğini ve uzun süreli üretim süreçleri boyunca tutarlı kalite standartlarını korurken eşit gerilme dağılımını sağlar.
Son soğutma aşamaları, borunun aşağı akışta elleçleme ve işlenme operasyonlarına uygun olacak şekilde ortam sıcaklığına düşmesini sağlar. Bu sistemler, boruyu kesme, işaretleme, test etme ve paketleme gibi üretim sürecini tamamlayan işlemlere hazırlarken boyutsal stabiliteyi korur.
Kalite Kontrol ve Üretim Optimizasyonu
Boyutsal İzleme Sistemleri
Modern PVC boru ekstrüzyon hattı tesisleri, üretim sırasında boru boyutlarını sürekli izleyen gelişmiş ölçüm sistemleri içerir. Bu sistemler, dış çapı, duvar kalınlığını ve ovaliteyi gerçek zamanlı olarak izlemek için lazer tabanlı veya ultrasonik ölçüm teknolojilerini kullanır ve üretim kalitesi ile tutarlılığı hakkında anında geri bildirim sağlar.
Otomatik boyutsal kontrol sistemleri, ölçümlerden alınan geri bildirime dayalı olarak işlem parametrelerinde gerçek zamanlı ayarlamalar yapabilir; böylece üretim süreçleri boyunca sıkı tolerans kontrolünü korur. Bu sistemler, malzeme kaybını azaltır, ürün tutarlılığını artırır ve normal üretim operasyonları sırasında manuel müdahale ihtiyacını en aza indirir.
İstatistiksel süreç kontrolü entegrasyonu, operatörlerin kalite trendlerini izlemesine, ürün kalitesini etkilemeden önce potansiyel sorunları tespit etmesine ve maksimum verimlilik için işlem parametrelerini optimize etmesine olanak tanır. Veri kaydı özellikleri, kalite belgelendirmesi ve süreç iyileştirme girişimleri için kapsamlı üretim kayıtları sağlar.
Performans Testi ve Doğrulama
PVC boru ekstrüzyon hattı üretimi için kalite güvencesi protokolleri, sektör standartlarına ve müşteri spesifikasyonlarına uygunluğun doğrulanması amacıyla boru örneklerinin düzenli olarak test edilmesini içerir. Bu testler genellikle hidrostatik basınç testi, darbe direnci değerlendirmesi ve boyutsal doğrulama gibi işlemlerden oluşur; böylece ürünün tutarlı performans göstermesi sağlanır.
Malzeme özelliklerinin test edilmesi, üretilen boruların çekme dayanımı, esneklik ve öngörülen kullanım koşulları altında uzun süreli dayanıklılık gibi gerekli mekanik özelliklere uygunluğunu doğrular. Bu doğrulama prosedürleri, üretim parametrelerinin hedef uygulamalara uygun boruları tutarlı bir şekilde üretmesini sağlar.
Test sonuçlarına dayalı süreç optimizasyonu, PVC boru ekstrüzyon hattı performansının sürekli iyileştirilmesine olanak tanır; bu sayede atık miktarı azalır, enerji verimliliği artırılır ve ürün kalitesi yükseltilir. Test ekipmanlarının düzenli kalibrasyonu ve bakımı, kalite kontrol ölçümlerinin doğruluğunu ve güvenilirliğini sağlar.
SSS
Bir ekstrüzyon hattında hangi tür PVC borular üretilebilir?
Bir PVC boru ekstrüzyon hattı, su dağıtımında kullanılan basınçlı borular, kanalizasyon sistemleri için drenaj boruları, kablo koruması amacıyla kullanılan elektrik kanalları ve tarımsal uygulamalar için sulama boruları dahil olmak üzere çeşitli tipte PVC borular üretebilir. Bu hat, kalıp başlıkları, kalibrasyon ekipmanları ve işlem parametreleri ayarlanarak farklı boru çaplarına, duvar kalınlığı özelliklerine ve basınç sınıfına uyum sağlayabilir. Standart üretim aralıkları genellikle 16 mm ile 630 mm arasında değişen boru çaplarını kapsar; duvar kalınlığı kapasitesi ise özel ekipman konfigürasyonuna ve uygulama gereksinimlerine göre değişiklik gösterebilir.
Bir PVC boru ekstrüzyon hattının üretim için kurulumu ne kadar sürer?
Bir PVC boru ekstrüzyon hattının üretim için kurulması, genellikle boru boyutu değişikliklerine, malzeme geçişlerine ve operatör deneyim seviyelerine bağlı olarak 2-4 saat sürer. Soğuk koşullardan başlanan ilk çalıştırma işlemi, ısıtma sistemlerinin çalışma sıcaklıklarına ulaşması ve malzemenin akışının tüm işleme ekipmanlarında dengelenmesi nedeniyle daha uzun sürebilir. Farklı boru boyutları veya malzemeler arasında geçiş yapmak için kalıp başlığının değiştirilmesi, kalibrasyon ayarlarının yapılması ve süreç parametrelerindeki değişiklikler gerekmektedir; bu işlemler, deneyimli operatörler tarafından verimli bir şekilde tamamlanarak üretimdeki duruş süreleri en aza indirilebilir.
Optimal ekstrüzyon hattı performansı için gerekli bakım gereksinimleri nelerdir?
Bir PVC boru ekstrüzyon hattı için düzenli bakım, kalıp başlıklarının ve kalibrasyon ekipmanlarının günlük temizlenmesini, ısıtma elemanlarının ve sıcaklık kontrolörlerinin haftalık muayenesini ve vida aşınmasının ile gövde durumunun aylık değerlendirilmesini içerir. Tahrik sistemlerinin yağlanması, ölçüm ekipmanlarının kalibrasyonu ve aşınan parçaların değiştirilmesi, tutarlı üretim kalitesini sağlamak amacıyla üretici tarafından verilen önerilere uygun olarak yapılmalıdır. Önleyici bakım programları, beklenmedik duruş sürelerini önlemeye ve ekipmanın kullanım ömrü boyunca optimum işlem verimliliğini korumaya yardımcı olur.
Bir PVC boru ekstrüzyon hattının üretim hızını belirleyen faktörler nelerdir?
Bir PVC boru ekstrüzyon hattı için üretim hızı, boru çapına, duvar kalınlığına, malzeme formülasyonuna, soğutma gereksinimlerine ve kalite spesifikasyonlarına bağlıdır. Genellikle daha büyük çaplı borular, yeterli soğutma ve boyutsal kararlılığı sağlamak için daha düşük üretim hızları gerektirirken, daha ince duvarlı borular daha yüksek hat hızlarına izin verebilir. Malzemenin özellikleri, ortam sıcaklığı koşulları ve gerekli kalite toleransları da optimal üretim hızlarını etkiler. Modern ekstrüzyon hatları, bu çeşitli faktörlere ve özel ekipman kapasitelerine bağlı olarak dakikada 0,5 ila 15 metre arasında değişen hızlara ulaşabilir.