
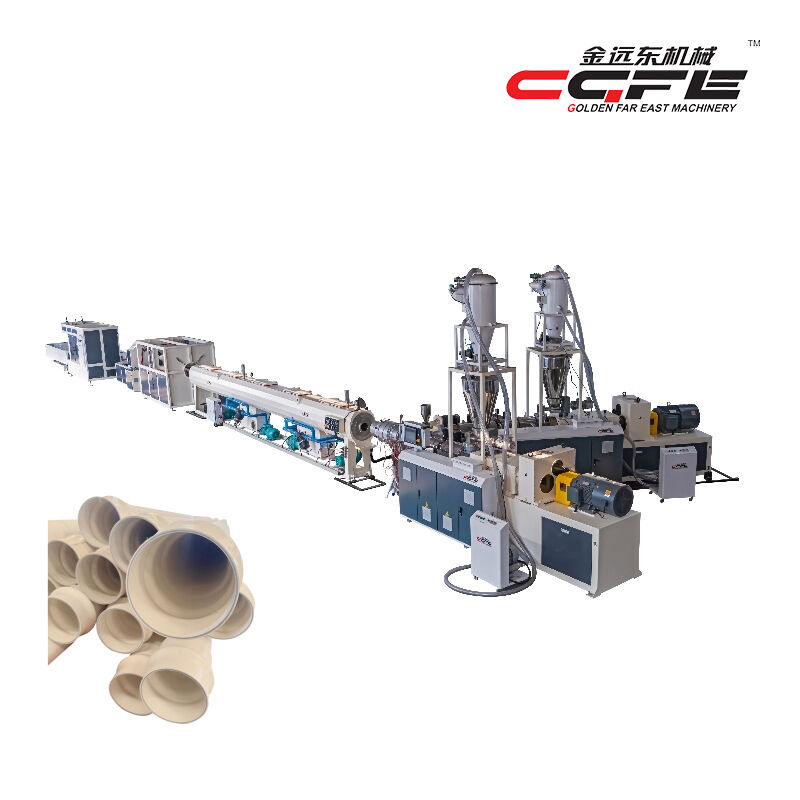
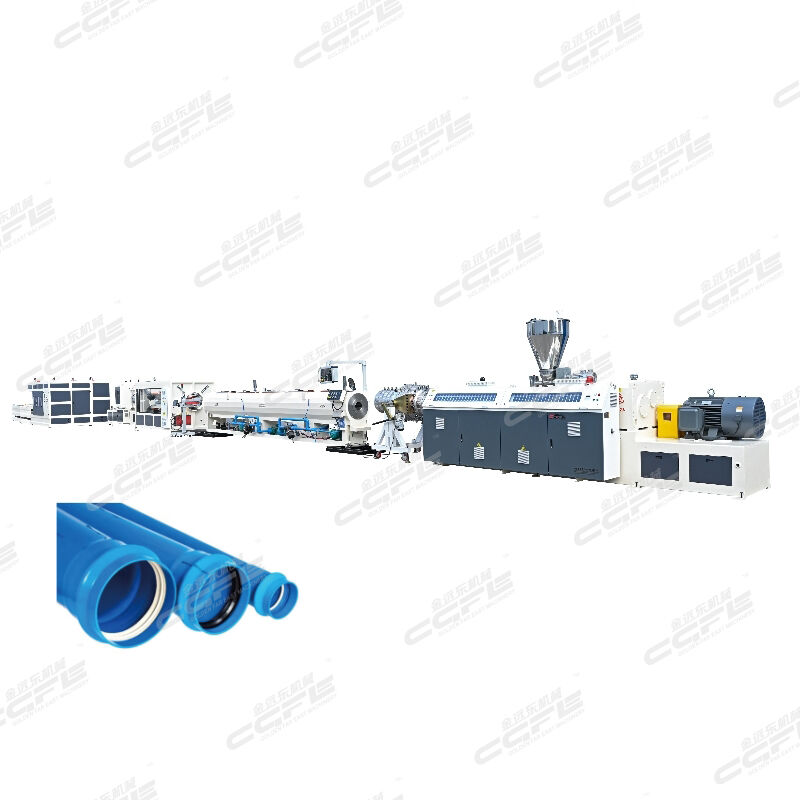
A PVC pipe extrusion line is a sophisticated manufacturing system that transforms raw polyvinyl chloride (PVC) resin into finished plastic pipes through a continuous heating, melting, and shaping process. This industrial equipment represents the backbone of modern plastic pipe production, enabling manufacturers to create consistent, high-quality pipes for construction, plumbing, irrigation, and numerous other applications across various industries.
Understanding how a PVC pipe extrusion line operates requires examining its integrated components, process stages, and the precise engineering that ensures consistent pipe dimensions, wall thickness, and material properties. These production systems combine mechanical precision with thermal control to deliver reliable, cost-effective pipe manufacturing solutions that meet stringent industry standards and performance requirements.
Core Components of a PVC Pipe Extrusion Line
Primary Processing Equipment
The heart of any pvc pipe extrusion line consists of several critical components that work in synchronized harmony. The extruder screw system forms the central processing unit, where raw PVC pellets or powder are fed, heated, melted, and homogenized into a consistent molten stream. This single-screw or twin-screw extruder operates at precisely controlled temperatures and rotation speeds to ensure optimal material flow characteristics.
The extrusion die head represents another essential component, designed with specific geometric profiles that determine the final pipe dimensions. These precision-engineered tools create the annular flow pattern that shapes the molten PVC into the desired pipe wall thickness and diameter. Modern pvc pipe extrusion line systems incorporate adjustable die heads that allow operators to fine-tune wall thickness distribution and compensate for material flow variations during production.
Temperature control systems throughout the pvc pipe extrusion line maintain precise thermal profiles from the feed zone through the die exit. Multiple heating zones with independent temperature controllers ensure that PVC material reaches optimal processing viscosity while preventing degradation or thermal breakdown that could compromise pipe quality and performance characteristics.
Calibration and Cooling Systems
Immediately following the die exit, calibration equipment shapes and sizes the hot PVC pipe to exact dimensional specifications. Vacuum calibration tanks or sizing sleeves apply controlled negative pressure to draw the soft pipe walls against precision-machined sizing surfaces, ensuring consistent outer diameter and roundness throughout the production run.
Water cooling systems integrated into the pvc pipe extrusion line provide rapid heat removal to solidify the pipe structure while maintaining dimensional stability. These cooling tanks or spray systems operate at controlled temperatures and flow rates, preventing thermal shock while ensuring adequate cooling rates for sustained production speeds.
The cooling process extends through multiple stages, with each section designed to gradually reduce pipe temperature while maintaining structural integrity. Proper cooling control prevents internal stresses, warping, or dimensional inconsistencies that could affect pipe performance in service applications.
The PVC Pipe Extrusion Process Mechanism
Material Preparation and Feeding
The pvc pipe extrusion line process begins with careful material preparation, where PVC resin is blended with additives including stabilizers, lubricants, colorants, and processing aids. This compound preparation ensures consistent material properties and processing characteristics throughout the production cycle. Automated feeding systems deliver the prepared PVC compound to the extruder hopper at controlled rates.
Material conveying systems transport the PVC compound through the extruder barrel, where rotating screw elements gradually compress, heat, and melt the material. The screw design features specific flight patterns and compression ratios optimized for PVC processing, ensuring complete melting and homogenization while minimizing thermal degradation risks.
Feed rate control mechanisms regulate material throughput to maintain consistent output rates and pipe wall thickness. These systems coordinate with extruder speed controls to optimize productivity while ensuring stable processing conditions throughout the pvc pipe extrusion line operation.
Melting and Homogenization
Within the extruder barrel, PVC material undergoes controlled heating through external barrel heaters and internal friction generated by screw rotation. The heating profile typically increases gradually from feed zone to metering zone, allowing PVC particles to soften, melt, and blend into a homogeneous molten stream suitable for pipe formation.
Screw design elements including barrier sections, mixing elements, and metering zones ensure thorough material blending while preventing localized overheating. The pvc pipe extrusion line maintains precise temperature control to keep molten PVC within optimal processing windows, typically between 160-200°C depending on specific compound formulations and pipe requirements.
Pressure development within the extruder creates the driving force necessary to push molten PVC through the die head at consistent flow rates. Pressure monitoring systems provide operators with real-time feedback on processing conditions, enabling immediate adjustments to maintain stable production parameters.
Pipe Formation and Dimensional Control
Die Head Operation and Flow Distribution
The die head assembly transforms the molten PVC stream into the annular pipe shape through precisely engineered flow channels. These channels distribute material flow uniformly around the circumference while maintaining consistent wall thickness across the pipe diameter. Die head design incorporates adjustable elements that allow fine-tuning of wall thickness distribution during production.
Flow balancing within the pvc pipe extrusion line die head eliminates potential weak points or thickness variations that could compromise pipe performance. Advanced die designs feature streamlined flow paths that minimize pressure drops and residence time, reducing the risk of material degradation while maintaining processing efficiency.
Temperature control within the die head maintains optimal material viscosity for proper flow characteristics. Independent heating zones allow operators to compensate for heat loss and ensure uniform temperature distribution across the die exit, preventing flow imbalances that could create dimensional irregularities in the finished pipe.
Sizing and Calibration Process
Following die exit, the hot PVC pipe enters calibration equipment where precise dimensional control occurs. Vacuum calibration systems apply controlled suction to draw the pipe walls against sizing surfaces, establishing exact outer diameter dimensions while the material remains in a semi-molten state suitable for forming.
The calibration process in a pvc pipe extrusion line requires careful balance between vacuum levels, pipe temperature, and line speed to achieve optimal sizing without causing surface defects or dimensional distortion. Calibration sleeve geometry matches required pipe specifications, ensuring consistent roundness and diameter tolerance throughout production runs.
Multi-stage calibration systems provide additional dimensional control for larger diameter pipes or applications requiring exceptional tolerance requirements. These systems gradually adjust pipe dimensions through sequential sizing operations, allowing precise control over both outer diameter and wall thickness specifications.
Cooling and Solidification Systems
Water Cooling Technology
Rapid and controlled cooling represents a critical phase in pvc pipe extrusion line operation, directly affecting pipe quality, production speed, and dimensional stability. Water cooling systems remove heat from the formed pipe while preventing thermal shock that could induce stress concentrations or surface defects in the finished product.
Cooling tank design incorporates multiple zones with independently controlled water temperatures, allowing gradual heat removal that maintains structural integrity while achieving required cooling rates. Water circulation systems ensure uniform temperature distribution and efficient heat transfer, optimizing cooling effectiveness throughout the pipe circumference.
Temperature monitoring and control systems within the cooling section provide operators with precise control over cooling rates and final pipe temperature. These systems coordinate with line speed controls to ensure adequate cooling time while maximizing production throughput for specific pipe dimensions and wall thickness requirements.
Solidification and Stress Relief
The solidification process in a pvc pipe extrusion line involves controlled cooling that allows PVC molecular chains to organize into stable crystalline and amorphous regions. This phase determines final pipe mechanical properties, including tensile strength, impact resistance, and long-term dimensional stability under service conditions.
Cooling rate control prevents rapid thermal gradients that could induce internal stresses or create weak points within the pipe structure. Optimized cooling profiles ensure uniform stress distribution while maintaining production efficiency and consistent quality standards throughout extended production runs.
Final cooling stages bring pipe temperature to ambient levels suitable for downstream handling and processing operations. These systems maintain dimensional stability while preparing the pipe for cutting, marking, testing, and packaging operations that complete the manufacturing process.
Quality Control and Production Optimization
Dimensional Monitoring Systems
Modern pvc pipe extrusion line installations incorporate advanced measurement systems that continuously monitor pipe dimensions during production. These systems utilize laser-based or ultrasonic measurement technologies to track outer diameter, wall thickness, and ovality in real-time, providing immediate feedback on production quality and consistency.
Automated dimensional control systems can make real-time adjustments to processing parameters based on measurement feedback, maintaining tight tolerance control throughout production runs. These systems reduce material waste, improve product consistency, and minimize the need for manual intervention during normal production operations.
Statistical process control integration allows operators to track quality trends, identify potential issues before they affect product quality, and optimize processing parameters for maximum efficiency. Data logging capabilities provide comprehensive production records for quality documentation and process improvement initiatives.
Performance Testing and Validation
Quality assurance protocols for pvc pipe extrusion line production include regular testing of pipe samples to verify compliance with industry standards and customer specifications. These tests typically include hydrostatic pressure testing, impact resistance evaluation, and dimensional verification to ensure consistent product performance.
Material property testing verifies that finished pipes meet required mechanical characteristics, including tensile strength, flexibility, and long-term durability under anticipated service conditions. These validation procedures ensure that production parameters consistently deliver pipes suitable for their intended applications.
Process optimization based on testing results allows continuous improvement of pvc pipe extrusion line performance, reducing waste, improving energy efficiency, and enhancing product quality. Regular calibration and maintenance of testing equipment ensures accuracy and reliability of quality control measurements.
FAQ
What types of PVC pipes can be produced on an extrusion line?
A pvc pipe extrusion line can produce various types of PVC pipes including pressure pipes for water distribution, drainage pipes for sewer systems, electrical conduit for cable protection, and irrigation pipes for agricultural applications. The line can accommodate different pipe diameters, wall thickness specifications, and pressure ratings by adjusting die heads, calibration equipment, and processing parameters. Standard production ranges typically cover pipe diameters from 16mm to 630mm, with wall thickness capabilities varying based on specific equipment configuration and application requirements.
How long does it take to set up a PVC pipe extrusion line for production?
Setting up a pvc pipe extrusion line for production typically requires 2-4 hours depending on pipe size changes, material transitions, and operator experience levels. Initial startup from cold conditions may take longer as heating systems reach operating temperatures and material flow stabilizes throughout the processing equipment. Changeovers between different pipe sizes or materials require die head replacement, calibration adjustments, and process parameter modifications that experienced operators can complete efficiently to minimize production downtime.
What maintenance requirements are necessary for optimal extrusion line performance?
Regular maintenance for a pvc pipe extrusion line includes daily cleaning of die heads and calibration equipment, weekly inspection of heating elements and temperature controllers, and monthly evaluation of screw wear and barrel condition. Lubrication of drive systems, calibration of measurement equipment, and replacement of wear components should follow manufacturer recommendations to ensure consistent production quality. Preventive maintenance schedules help avoid unexpected downtime and maintain optimal processing efficiency throughout the equipment service life.
What factors determine the production speed of a PVC pipe extrusion line?
Production speed for a pvc pipe extrusion line depends on pipe diameter, wall thickness, material formulation, cooling requirements, and quality specifications. Larger diameter pipes typically require slower production speeds to ensure adequate cooling and dimensional stability, while thinner wall pipes may allow faster line speeds. Material characteristics, ambient temperature conditions, and required quality tolerances also influence optimal production speeds. Modern extrusion lines can achieve speeds ranging from 0.5 to 15 meters per minute depending on these various factors and specific equipment capabilities.