
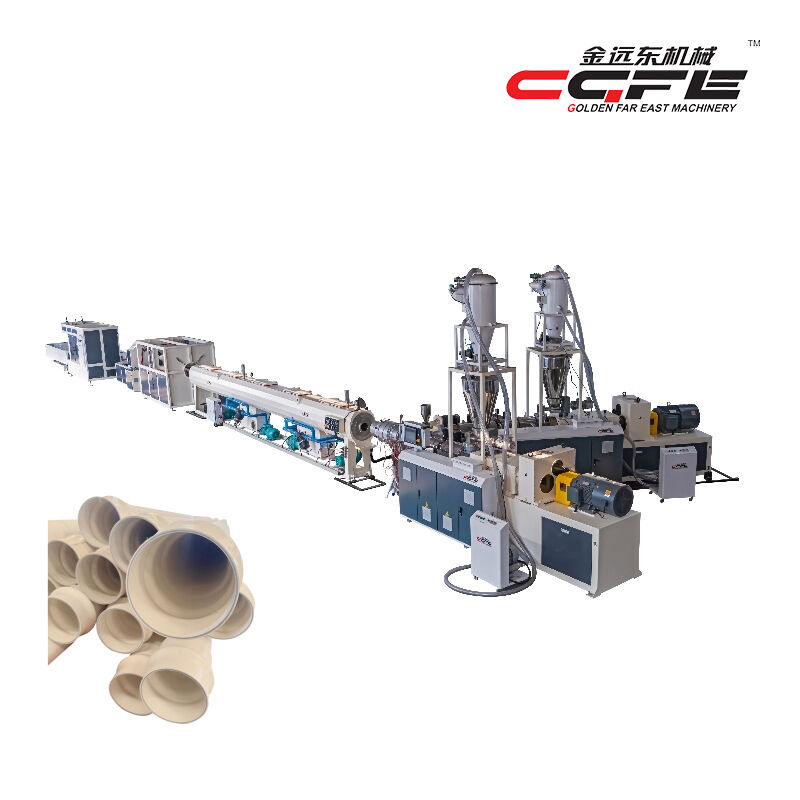
PVC पाइप एक्सट्रूजन लाइन एक उन्नत विनिर्माण प्रणाली है जो कच्चे पॉलीविनाइल क्लोराइड (PVC) राल को एक निरंतर तापन, गलाने और आकार देने की प्रक्रिया के माध्यम से पूर्ण प्लास्टिक पाइप में परिवर्तित करती है। यह औद्योगिक उपकरण आधुनिक प्लास्टिक पाइप उत्पादन की मेरुदंड है, जो निर्माताओं को निर्माण, सीवेज, सिंचाई और विभिन्न अन्य उद्योगों में विभिन्न अनुप्रयोगों के लिए सुसंगत, उच्च-गुणवत्ता वाले पाइप बनाने में सक्षम बनाती है।
PVC पाइप एक्सट्रूजन लाइन के संचालन को समझने के लिए इसके एकीकृत घटकों, प्रक्रिया चरणों और उस सटीक इंजीनियरिंग की जांच करने की आवश्यकता होती है जो निरंतर पाइप आयामों, दीवार की मोटाई और सामग्री के गुणों के लिए सुनिश्चित करती है। ये उत्पादन प्रणालियाँ यांत्रिक सटीकता को तापीय नियंत्रण के साथ जोड़कर विश्वसनीय, लागत-प्रभावी पाइप निर्माण समाधान प्रदान करती हैं, जो कठोर उद्योग मानकों और प्रदर्शन आवश्यकताओं को पूरा करते हैं।
PVC पाइप एक्सट्रूजन लाइन के मुख्य घटक
प्राथमिक प्रसंस्करण उपकरण
किसी भी मशीन का दिल pVC पाइप एक्सट्रूशन लाइन कई महत्वपूर्ण घटकों से मिलकर बनती है जो समन्वित सामंजस्य में कार्य करते हैं। एक्सट्रूडर स्क्रू प्रणाली केंद्रीय प्रसंस्करण इकाई का गठन करती है, जहाँ कच्चे PVC गोलियाँ या चूर्ण को भरा जाता है, गर्म किया जाता है, पिघलाया जाता है और एक सुसंगत पिघली हुई धारा में समान किया जाता है। यह एकल-स्क्रू या डबल-स्क्रू एक्सट्रूडर सटीक रूप से नियंत्रित तापमान और घूर्णन गति पर संचालित होता है ताकि सामग्री के प्रवाह के गुणों को अनुकूल बनाया जा सके।
एक्सट्रूज़न डाई हेड एक अन्य आवश्यक घटक का प्रतिनिधित्व करता है, जिसे विशिष्ट ज्यामितीय प्रोफाइल के साथ डिज़ाइन किया गया है जो अंतिम पाइप आयामों को निर्धारित करता है। ये उच्च-सटीकता वाले उपकरण वृत्ताकार प्रवाह पैटर्न उत्पन्न करते हैं, जो पिघले हुए PVC को वांछित पाइप दीवार की मोटाई और व्यास के आकार में ढालते हैं। आधुनिक pVC पाइप एक्सट्रूशन लाइन प्रणालियों में समायोज्य डाई हेड शामिल होते हैं, जो ऑपरेटरों को दीवार की मोटाई के वितरण को सूक्ष्म-समायोजित करने और उत्पादन के दौरान भौतिक प्रवाह में होने वाले उतार-चढ़ाव की भरपाई करने की अनुमति देते हैं।
पीवीसी पाइप एक्सट्रूज़न लाइन में तापमान नियंत्रण प्रणालियाँ फीड क्षेत्र से लेकर डाई निकास तक सटीक तापीय प्रोफाइल को बनाए रखती हैं। स्वतंत्र तापमान नियंत्रकों वाले बहुत सारे तापन क्षेत्र यह सुनिश्चित करते हैं कि पीवीसी सामग्री इष्टतम प्रसंस्करण श्यानता तक पहुँचे, जबकि पाइप की गुणवत्ता और प्रदर्शन विशेषताओं को समर्पित कर सकने वाले अपघटन या तापीय विघटन को रोका जाए।
कैलिब्रेशन और शीतलन प्रणालियाँ
डाई के निकास के तुरंत बाद, कैलिब्रेशन उपकरण गर्म PVC पाइप को सटीक आयामी विनिर्देशों के अनुसार आकार और आकार देते हैं। वैक्यूम कैलिब्रेशन टैंक या साइजिंग स्लीव्स नियंत्रित ऋणात्मक दबाव लगाकर मुलायम पाइप की दीवारों को प्रीसिजन-मशीन की गई साइजिंग सतहों के संपर्क में लाते हैं, जिससे उत्पादन चक्र के दौरान संगत बाहरी व्यास और गोलाकारता सुनिश्चित होती है।
PVC पाइप एक्सट्रूज़न लाइन में एकीकृत जल शीतलन प्रणालियाँ पाइप संरचना को स्थिर करने के साथ-साथ तेज़ी से ऊष्मा निकालने के लिए उपयोग की जाती हैं। ये शीतलन टैंक या स्प्रे प्रणालियाँ नियंत्रित तापमान और प्रवाह दरों पर काम करती हैं, जिससे तापीय झटके को रोका जा सके और लगातार उत्पादन गति के लिए पर्याप्त शीतलन दर सुनिश्चित की जा सके।
शीतलन प्रक्रिया कई चरणों तक फैली होती है, जिसमें प्रत्येक खंड को पाइप के तापमान को क्रमिक रूप से कम करने के साथ-साथ संरचनात्मक अखंडता बनाए रखने के लिए डिज़ाइन किया गया है। उचित शीतलन नियंत्रण आंतरिक तनाव, विकृति या आयामी असंगतियों को रोकता है, जो सेवा अनुप्रयोगों में पाइप के प्रदर्शन को प्रभावित कर सकते हैं।
पीवीसी पाइप एक्सट्रूज़न प्रक्रिया की क्रियाविधि
सामग्री तैयारी और फीडिंग
पीवीसी पाइप एक्सट्रूज़न लाइन प्रक्रिया सावधानीपूर्ण सामग्री तैयारी के साथ शुरू होती है, जिसमें पीवीसी राल को स्थायीकरणकर्ताओं, चिकनाईकर्ताओं, रंजकों और प्रसंस्करण सहायकों सहित अन्य योजकों के साथ मिलाया जाता है। यह संयोजित सामग्री की तैयारी उत्पादन चक्र के दौरान सामग्री के सुसंगत गुणों और प्रसंस्करण विशेषताओं को सुनिश्चित करती है। स्वचालित आहरण प्रणालियाँ तैयार पीवीसी संयोजन को नियंत्रित दर पर एक्सट्रूडर हॉपर में प्रदान करती हैं।
सामग्री परिवहन प्रणालियाँ पीवीसी यौगिक को एक्सट्रूडर बैरल के माध्यम से परिवहित करती हैं, जहाँ घूर्णन करने वाले स्क्रू तत्व धीरे-धीरे सामग्री को संपीड़ित, गर्म और पिघला देते हैं। स्क्रू डिज़ाइन में विशिष्ट फ्लाइट पैटर्न और संपीड़न अनुपात शामिल हैं, जो पीवीसी प्रसंस्करण के लिए अनुकूलित हैं, जिससे पूर्ण पिघलने और समांगीकरण सुनिश्चित होता है, जबकि तापीय विघटन के जोखिम को न्यूनतम किया जाता है।
फीड दर नियंत्रण तंत्र सामग्री के प्रवाह दर को नियंत्रित करते हैं ताकि स्थिर उत्पादन दर और पाइप की दीवार की मोटाई बनाए रखी जा सके। ये प्रणालियाँ उत्पादकता को अनुकूलित करने के लिए एक्सट्रूडर की गति नियंत्रण के साथ समन्वयित रूप से कार्य करती हैं, जबकि पीवीसी पाइप एक्सट्रूज़न लाइन के संचालन के दौरान स्थिर प्रसंस्करण स्थितियों को सुनिश्चित करती हैं।
पिघलना और समांगीकरण
एक्सट्रूडर बैरल के अंदर, पीवीसी सामग्री को बाहरी बैरल हीटर्स और स्क्रू के घूर्णन द्वारा उत्पन्न आंतरिक घर्षण के माध्यम से नियंत्रित तापन के अधीन किया जाता है। तापन प्रोफ़ाइल आमतौर पर फीड ज़ोन से मीटरिंग ज़ोन तक क्रमशः बढ़ता है, जिससे पीवीसी के कण नरम होकर पिघलते हैं और एक समांगी पिघली हुई धारा में मिश्रित हो जाते हैं, जो पाइप निर्माण के लिए उपयुक्त होती है।
बैरियर खंडों, मिश्रण तत्वों और मीटरिंग क्षेत्रों सहित स्क्रू डिज़ाइन के तत्व पूर्ण सामग्री मिश्रण सुनिश्चित करते हैं, जबकि स्थानीय अत्यधिक तापन को रोकते हैं। पीवीसी पाइप एक्सट्रूज़न लाइन सटीक तापमान नियंत्रण बनाए रखती है ताकि पिघली हुई पीवीसी को इष्टतम प्रसंस्करण सीमा के भीतर रखा जा सके, जो विशिष्ट यौगिक सूत्रों और पाइप आवश्यकताओं के आधार पर आमतौर पर 160–200°C के बीच होती है।
एक्सट्रूडर के अंदर दाब विकास, पाइप के सुसंगत प्रवाह दरों के साथ डाई हेड के माध्यम से पिघले हुए PVC को धकेलने के लिए आवश्यक गतिशील बल उत्पन्न करता है। दाब निगरानी प्रणालियाँ ऑपरेटरों को प्रसंस्करण स्थितियों के बारे में वास्तविक समय में प्रतिक्रिया प्रदान करती हैं, जिससे स्थिर उत्पादन पैरामीटर्स को बनाए रखने के लिए तुरंत समायोजन किए जा सकें।
पाइप निर्माण और आयामी नियंत्रण
डाई हेड संचालन और प्रवाह वितरण
डाई हेड असेंबली, सटीक इंजीनियरिंग वाले प्रवाह चैनलों के माध्यम से पिघले हुए PVC के प्रवाह को वृत्ताकार पाइप आकृति में परिवर्तित करती है। ये चैनल पाइप के व्यास के चारों ओर समान दीवार मोटाई बनाए रखते हुए परिधि के चारों ओर सामग्री के प्रवाह को समान रूप से वितरित करते हैं। डाई हेड के डिज़ाइन में समायोज्य तत्व शामिल होते हैं, जो उत्पादन के दौरान दीवार मोटाई वितरण को सूक्ष्म-समायोजित करने की अनुमति देते हैं।
पीवीसी पाइप एक्सट्रूजन लाइन के डाई हेड के भीतर प्रवाह संतुलन पाइप के प्रदर्शन को समाप्त करने वाले संभावित कमजोर बिंदुओं या मोटाई में असमानताओं को दूर करता है। उन्नत डाई डिज़ाइनों में सरलीकृत प्रवाह पथ होते हैं जो दबाव में गिरावट और आवास समय को कम करते हैं, जिससे पदार्थ के विघटन के जोखिम को कम किया जाता है, जबकि प्रसंस्करण दक्षता बनी रहती है।
डाई हेड के भीतर तापमान नियंत्रण पदार्थ की आदर्श श्यानता को बनाए रखता है, ताकि प्रवाह की उचित विशेषताएँ सुनिश्चित हो सकें। स्वतंत्र तापन क्षेत्र ऑपरेटरों को ऊष्मा हानि की भरपाई करने और डाई निकास के पूरे क्षेत्र में एकसमान तापमान वितरण सुनिश्चित करने की अनुमति देते हैं, जिससे प्रवाह असंतुलन को रोका जा सके जो अंतिम पाइप में आयामी अनियमितताएँ उत्पन्न कर सकते हैं।
आकार निर्धारण और कैलिब्रेशन प्रक्रिया
डाई से निकलने के बाद, गर्म PVC पाइप कैलिब्रेशन उपकरण में प्रवेश करता है, जहाँ सटीक आयामी नियंत्रण सुनिश्चित किया जाता है। वैक्यूम कैलिब्रेशन प्रणालियाँ नियंत्रित सक्शन लगाकर पाइप की दीवारों को आकार देने वाली सतहों के संपर्क में लाती हैं, जिससे पदार्थ अभी भी आकार देने के लिए उपयुक्त अर्ध-द्रव अवस्था में होते हुए भी बाहरी व्यास के सटीक आयाम स्थापित किए जाते हैं।
PVC पाइप एक्सट्रूज़न लाइन में कैलिब्रेशन प्रक्रिया के लिए वैक्यूम स्तर, पाइप के तापमान और लाइन की गति के बीच सावधानीपूर्ण संतुलन आवश्यक होता है, ताकि सतह के दोषों या आयामी विकृति के बिना इष्टतम आकार निर्धारण प्राप्त किया जा सके। कैलिब्रेशन स्लीव की ज्यामिति आवश्यक पाइप विनिर्देशों के अनुरूप होती है, जिससे उत्पादन चक्र के दौरान लगातार गोलाकारता और व्यास सहिष्णुता सुनिश्चित होती है।
बहु-चरणीय कैलिब्रेशन प्रणालियाँ बड़े व्यास वाले पाइपों या अत्यधिक सहिष्णुता आवश्यकताओं वाले अनुप्रयोगों के लिए अतिरिक्त आयामी नियंत्रण प्रदान करती हैं। ये प्रणालियाँ क्रमिक आकार निर्धारण संचालनों के माध्यम से पाइप के आयामों को धीरे-धीरे समायोजित करती हैं, जिससे बाहरी व्यास और दीवार की मोटाई दोनों विनिर्देशों पर सटीक नियंत्रण संभव होता है।
शीतन और स्थिरीकरण प्रणालियाँ
जल शीतन तकनीक
तीव्र और नियंत्रित शीतन पीवीसी पाइप एक्सट्रूज़न लाइन के संचालन में एक महत्वपूर्ण चरण है, जो सीधे पाइप की गुणवत्ता, उत्पादन की गति और आयामी स्थिरता को प्रभावित करता है। जल शीतन प्रणालियाँ निर्मित पाइप से ऊष्मा को हटाती हैं, जबकि उत्पाद के अंतिम रूप में तनाव सांद्रताओं या सतही दोषों को उत्पन्न करने वाले तापीय झटके को रोकती हैं।
शीतलन टैंक के डिज़ाइन में कई क्षेत्र शामिल हैं, जिनमें स्वतंत्र रूप से नियंत्रित जल तापमान होते हैं, जिससे धीरे-धीरे ऊष्मा निकाली जा सकती है, जिससे संरचनात्मक अखंडता बनी रहती है और आवश्यक शीतलन दरें प्राप्त की जा सकती हैं। जल संचरण प्रणालियाँ एकसमान तापमान वितरण और कुशल ऊष्मा स्थानांतरण सुनिश्चित करती हैं, जिससे पाइप की पूरी परिधि के दौरान शीतलन प्रभाव को अनुकूलित किया जाता है।
शीतलन खंड के भीतर तापमान निगरानी और नियंत्रण प्रणालियाँ ऑपरेटर्स को शीतलन दरों और अंतिम पाइप तापमान पर सटीक नियंत्रण प्रदान करती हैं। ये प्रणालियाँ लाइन गति नियंत्रण के साथ समन्वयित रूप से कार्य करती हैं, ताकि विशिष्ट पाइप आयामों और दीवार मोटाई की आवश्यकताओं के लिए पर्याप्त शीतलन समय सुनिश्चित किया जा सके, जबकि उत्पादन प्रवाह को अधिकतम किया जा सके।
ठोसीकरण और प्रतिबल मुक्ति
PVC पाइप एक्सट्रूज़न लाइन में ठोसीकरण प्रक्रिया नियंत्रित शीतलन को शामिल करती है, जिससे PVC अणुओं की श्रृंखलाएँ स्थिर क्रिस्टलीय और अक्रिस्टलीय क्षेत्रों में व्यवस्थित हो सकती हैं। यह चरण अंतिम पाइप के यांत्रिक गुणों, जैसे तन्य शक्ति, आघात प्रतिरोध और सेवा की स्थितियों के तहत दीर्घकालिक आयामी स्थिरता को निर्धारित करता है।
शीतलन दर का नियंत्रण तीव्र तापीय प्रवणताओं को रोकता है, जो पाइप संरचना के भीतर आंतरिक तनाव उत्पन्न कर सकती हैं या कमजोर बिंदुओं का निर्माण कर सकती हैं। अनुकूलित शीतलन प्रोफाइल समान तनाव वितरण सुनिश्चित करते हैं, जबकि उत्पादन दक्षता और लंबे समय तक चलने वाले उत्पादन चक्रों के दौरान सुसंगत गुणवत्ता मानकों को बनाए रखा जाता है।
अंतिम शीतलन चरण पाइप के तापमान को निचले संसाधन और प्रसंस्करण ऑपरेशनों के लिए उपयुक्त पर्यावरणीय स्तर तक लाते हैं। ये प्रणालियाँ आयामी स्थिरता को बनाए रखती हैं जबकि पाइप को काटने, अंकित करने, परीक्षण करने और पैकेजिंग जैसे ऑपरेशनों के लिए तैयार करती हैं, जो विनिर्माण प्रक्रिया को पूरा करते हैं।
गुणवत्ता नियंत्रण और उत्पादन अनुकूलन
आयामी निगरानी प्रणालियाँ
आधुनिक PVC पाइप एक्सट्रूज़न लाइन स्थापनाओं में उन्नत मापन प्रणालियों को शामिल किया गया है, जो उत्पादन के दौरान पाइप के आयामों की निरंतर निगरानी करती हैं। ये प्रणालियाँ बाहरी व्यास, दीवार की मोटाई और अंडाकारता को वास्तविक समय में ट्रैक करने के लिए लेज़र-आधारित या अल्ट्रासोनिक मापन प्रौद्योगिकियों का उपयोग करती हैं, जिससे उत्पादन की गुणवत्ता और स्थिरता पर तुरंत प्रतिक्रिया प्राप्त होती है।
स्वचालित आयामी नियंत्रण प्रणालियाँ मापन प्रतिक्रिया के आधार पर प्रसंस्करण पैरामीटर्स में वास्तविक समय में समायोजन कर सकती हैं, जिससे उत्पादन चक्र के दौरान कड़े सहनशीलता नियंत्रण को बनाए रखा जा सके। ये प्रणालियाँ कच्चे माल के अपव्यय को कम करती हैं, उत्पाद की स्थिरता में सुधार करती हैं और सामान्य उत्पादन संचालन के दौरान मैनुअल हस्तक्षेप की आवश्यकता को न्यूनतम करती हैं।
सांख्यिकीय प्रक्रिया नियंत्रण एकीकरण से ऑपरेटर गुणवत्ता के प्रवृत्तियों की निगरानी कर सकते हैं, उन संभावित समस्याओं की पहचान कर सकते हैं जो उत्पाद की गुणवत्ता को प्रभावित करने से पहले उत्पन्न होती हैं, और अधिकतम दक्षता के लिए प्रसंस्करण पैरामीटर को अनुकूलित कर सकते हैं। डेटा लॉगिंग क्षमताएँ गुणवत्ता प्रलेखन और प्रक्रिया में सुधार के प्रयासों के लिए व्यापक उत्पादन रिकॉर्ड प्रदान करती हैं।
प्रदर्शन परीक्षण और मान्यता
PVC पाइप एक्सट्रूज़न लाइन उत्पादन के लिए गुणवत्ता आश्वासन प्रोटोकॉल में उद्योग के मानकों और ग्राहक विनिर्देशों के अनुपालन की पुष्टि करने के लिए पाइप नमूनों के नियमित परीक्षण शामिल हैं। इन परीक्षणों में आमतौर पर जल-स्थैतिक दबाव परीक्षण, प्रभाव प्रतिरोध मूल्यांकन और आयामी सत्यापन शामिल हैं, ताकि उत्पाद के सुसंगत प्रदर्शन को सुनिश्चित किया जा सके।
सामग्री गुण परीक्षण सत्यापित करता है कि पूर्ण पाइप आवश्यक यांत्रिक विशेषताओं—जैसे तन्य शक्ति, लचीलापन और अपेक्षित सेवा स्थितियों के तहत दीर्घकालिक टिकाऊपन—को पूरा करते हैं। ये मान्यता प्रक्रियाएँ सुनिश्चित करती हैं कि उत्पादन पैरामीटर निरंतर अपने निर्धारित अनुप्रयोगों के लिए उपयुक्त पाइप प्रदान करते रहें।
परीक्षण परिणामों के आधार पर प्रक्रिया अनुकूलन से PVC पाइप एक्सट्रूज़न लाइन के प्रदर्शन में निरंतर सुधार किया जा सकता है, जिससे अपशिष्ट कम होता है, ऊर्जा दक्षता में सुधार होता है और उत्पाद की गुणवत्ता में वृद्धि होती है। परीक्षण उपकरणों की नियमित कैलिब्रेशन और रखरखाव से गुणवत्ता नियंत्रण मापन की सटीकता और विश्वसनीयता सुनिश्चित होती है।
अक्सर पूछे जाने वाले प्रश्न
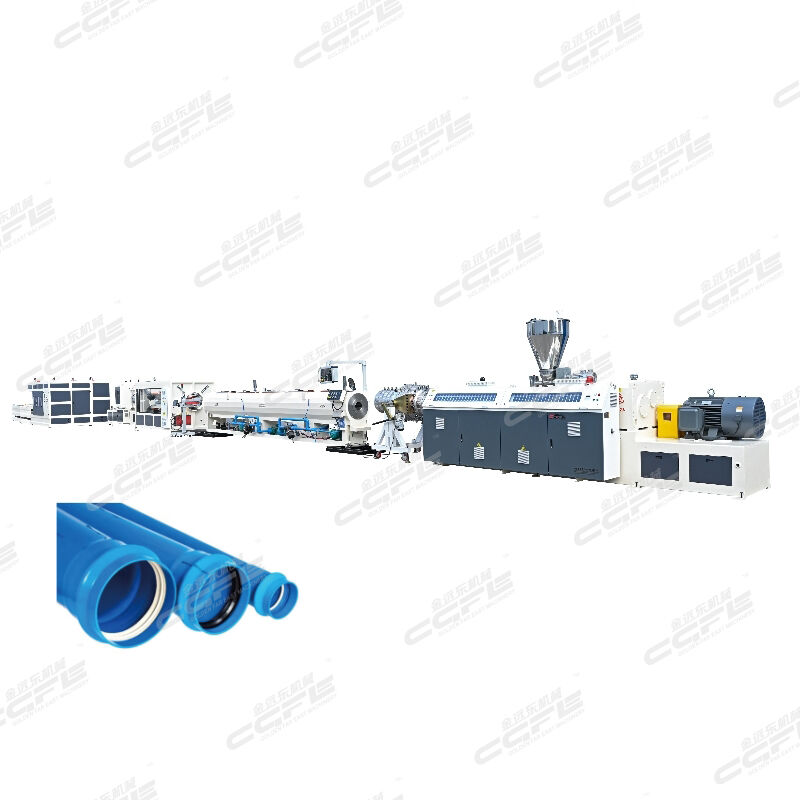
एक एक्सट्रूज़न लाइन पर किन प्रकार के PVC पाइप उत्पादित किए जा सकते हैं?
पीवीसी पाइप एक्सट्रूजन लाइन विभिन्न प्रकार के पीवीसी पाइप उत्पादित कर सकती है, जिनमें जल वितरण के लिए दबाव वाले पाइप, सीवर प्रणालियों के लिए अपवाह पाइप, केबल सुरक्षा के लिए विद्युत कंड्यूट और कृषि अनुप्रयोगों के लिए सिंचाई पाइप शामिल हैं। लाइन डाई हेड्स, कैलिब्रेशन उपकरणों और प्रसंस्करण पैरामीटर्स को समायोजित करके विभिन्न पाइप व्यास, दीवार की मोटाई विनिर्देशों और दबाव रेटिंग्स को समायोजित कर सकती है। मानक उत्पादन सीमा आमतौर पर 16 मिमी से 630 मिमी तक के पाइप व्यास को शामिल करती है, जबकि दीवार की मोटाई की क्षमता विशिष्ट उपकरण विन्यास और अनुप्रयोग आवश्यकताओं के आधार पर भिन्न होती है।
उत्पादन के लिए पीवीसी पाइप एक्सट्रूजन लाइन को स्थापित करने में कितना समय लगता है?
पाइप के उत्पादन के लिए PVC पाइप एक्सट्रूज़न लाइन स्थापित करने में आमतौर पर 2–4 घंटे का समय लगता है, जो पाइप के आकार में परिवर्तन, सामग्री के संक्रमण और ऑपरेटर के अनुभव स्तर पर निर्भर करता है। ठंडी स्थितियों से प्रारंभिक स्टार्टअप में अधिक समय लग सकता है, क्योंकि हीटिंग प्रणालियों को संचालन तापमान तक पहुँचने और प्रसंस्करण उपकरणों के पूरे दायरे में सामग्री के प्रवाह को स्थिर करने के लिए समय की आवश्यकता होती है। विभिन्न पाइप आकारों या सामग्रियों के बीच परिवर्तन के लिए डाई हेड को बदलना, कैलिब्रेशन समायोजन करना और प्रक्रिया पैरामीटर में संशोधन करना आवश्यक होता है, जिसे अनुभवी ऑपरेटर उत्पादन अवरोध को न्यूनतम करने के लिए कुशलतापूर्वक पूरा कर सकते हैं।
ऑप्टिमल एक्सट्रूज़न लाइन प्रदर्शन के लिए कौन-सी रखरखाव आवश्यकताएँ हैं?
PVC पाइप एक्सट्रूजन लाइन के नियमित रखरोपट में डाई हेड्स और कैलिब्रेशन उपकरणों की दैनिक सफाई, हीटिंग एलिमेंट्स और तापमान नियंत्रकों का साप्ताहिक निरीक्षण, और स्क्रू के क्षरण तथा बैरल की स्थिति का मासिक मूल्यांकन शामिल है। ड्राइव सिस्टम के लुब्रिकेशन, मापन उपकरणों का कैलिब्रेशन और क्षरण घटकों का प्रतिस्थापन उत्पादक द्वारा दी गई सिफारिशों के अनुसार किया जाना चाहिए ताकि उत्पादन की गुणवत्ता में स्थिरता बनी रहे। निवारक रखरोपट कार्यक्रम अप्रत्याशित अवरोध को रोकने और उपकरण के सेवा जीवन के दौरान ऑप्टिमल प्रसंस्करण दक्षता बनाए रखने में सहायता करते हैं।
PVC पाइप एक्सट्रूजन लाइन की उत्पादन गति को कौन-कौन से कारक निर्धारित करते हैं?
पीवीसी पाइप एक्सट्रूजन लाइन की उत्पादन गति पाइप के व्यास, दीवार की मोटाई, सामग्री के सूत्रीकरण, शीतलन की आवश्यकताओं और गुणवत्ता विनिर्देशों पर निर्भर करती है। बड़े व्यास वाले पाइपों के लिए आमतौर पर पर्याप्त शीतलन और आयामी स्थिरता सुनिश्चित करने के लिए धीमी उत्पादन गति की आवश्यकता होती है, जबकि पतली दीवार वाले पाइपों के लिए अधिक तेज़ लाइन गति संभव हो सकती है। सामग्री के गुण, वातावरणीय तापमान की स्थितियाँ और आवश्यक गुणवत्ता सहिष्णुताएँ भी इष्टतम उत्पादन गति को प्रभावित करती हैं। आधुनिक एक्सट्रूजन लाइनें इन विभिन्न कारकों और विशिष्ट उपकरण क्षमताओं के आधार पर 0.5 से 15 मीटर प्रति मिनट की गति तक प्राप्त कर सकती हैं।
विषय-सूची
- PVC पाइप एक्सट्रूजन लाइन के मुख्य घटक
- पीवीसी पाइप एक्सट्रूज़न प्रक्रिया की क्रियाविधि
- पाइप निर्माण और आयामी नियंत्रण
- शीतन और स्थिरीकरण प्रणालियाँ
- गुणवत्ता नियंत्रण और उत्पादन अनुकूलन
-
अक्सर पूछे जाने वाले प्रश्न
- एक एक्सट्रूज़न लाइन पर किन प्रकार के PVC पाइप उत्पादित किए जा सकते हैं?
- उत्पादन के लिए पीवीसी पाइप एक्सट्रूजन लाइन को स्थापित करने में कितना समय लगता है?
- ऑप्टिमल एक्सट्रूज़न लाइन प्रदर्शन के लिए कौन-सी रखरखाव आवश्यकताएँ हैं?
- PVC पाइप एक्सट्रूजन लाइन की उत्पादन गति को कौन-कौन से कारक निर्धारित करते हैं?