Գլխավոր էջ > ԱՊՐԱՆՔՆԵՐ > Շաքարավազի սալիկի արտադրող գիծ > PVC մարմորային թերթերի արտադրության գիծ
Ծագման վայր: |
Ջիանգսու, Չինաստան |
Անունը՝ |
CGFE |
Մոդելի համարը՝ |
SJZ80\/156 կամ SJSZ92\/188 |
Սերտիֆիկացում: |
CE, ISO9001 |
Minimum Order Quantity: |
1 հավաքածու |
📐 |
90000 ԱՄՆ դոլար կամ 120000 ԱՄՆ դոլար |
Պատվիրման մանրամասները. |
Փայտե պալետ, PE ֆիլմի փաթեթավորում: |
Առաքման ժամանակ: |
30 օր ներդրման ստացումից հետո |
Վճարման պայմանները. |
FOB, CFR, CIF, DAP և այլն |
Մատակարարման կարողություն: |
ամեն ամիս 20 հավաքածու |
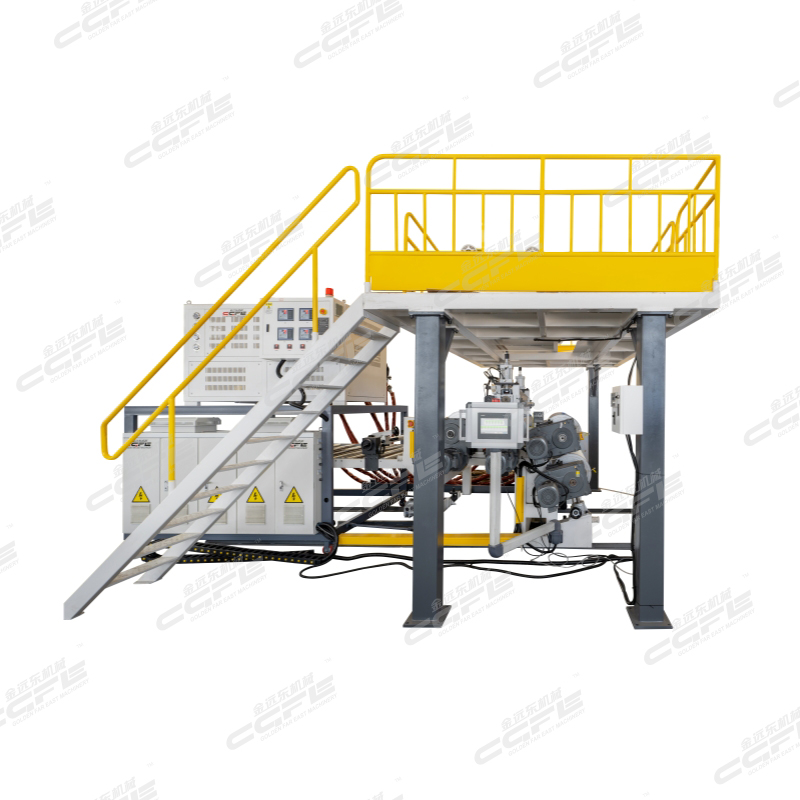
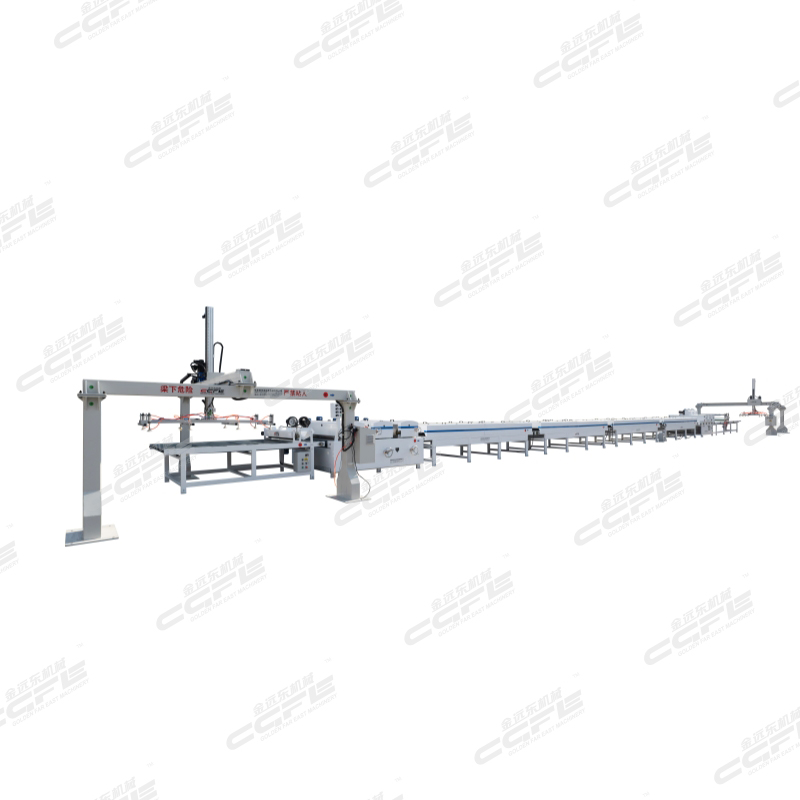
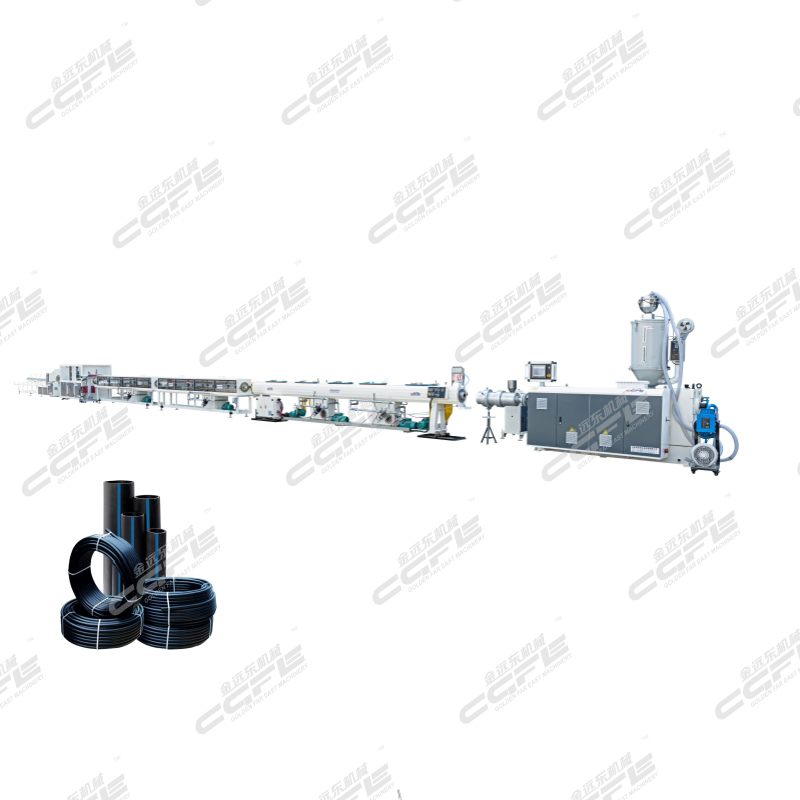
Այս արտադրագիծը բարձր տեխնոլոգիական ավտոմատացված սարքավորում է, որն օգտագործվում է բնական շինարարական նյութերի փոխարեն: Այն հիմնականում նախատեսված է PVC-ից պատրաստված մարմարե դեկորատիվ տախտակներ, SPC հատակի հիմքեր և տարբեր քար-պլաստիկ մեբելային վահանակներ արտադրելու համար: Սարքավորումներն օգտագործում են առաջադեմ կոնաձև երկուստիճան էքստրուդերային տեխնոլոգիա և համընթաց էքստրուդերային/լամինացման գործընթացներ, որոնք թույլ են տալիս իդեալական ինտեգրում կալցիումի կարբոնատի (մարմարի փոշի) և PVC խեժի միջև՝ ստեղծելով նոր տեսակի էկոլոգիապես մաքուր դեկորատիվ նյութ, որն ունի բնական մարմարի տեքստուրա, բարձր կարծրություն, ֆորմալդեհիդի բացակայություն և զգալիորեն ցածր արժեք, քան բնական շինարարական նյութերը:
Ամբողջ արտադրագիծը օգտագործում է PLC կենտրոնական կառավարման համակարգ՝ ապահովելով ամբողջությամբ ավտոմատացված գործընթաց հումքից մինչև վերջնական արտադրանք:
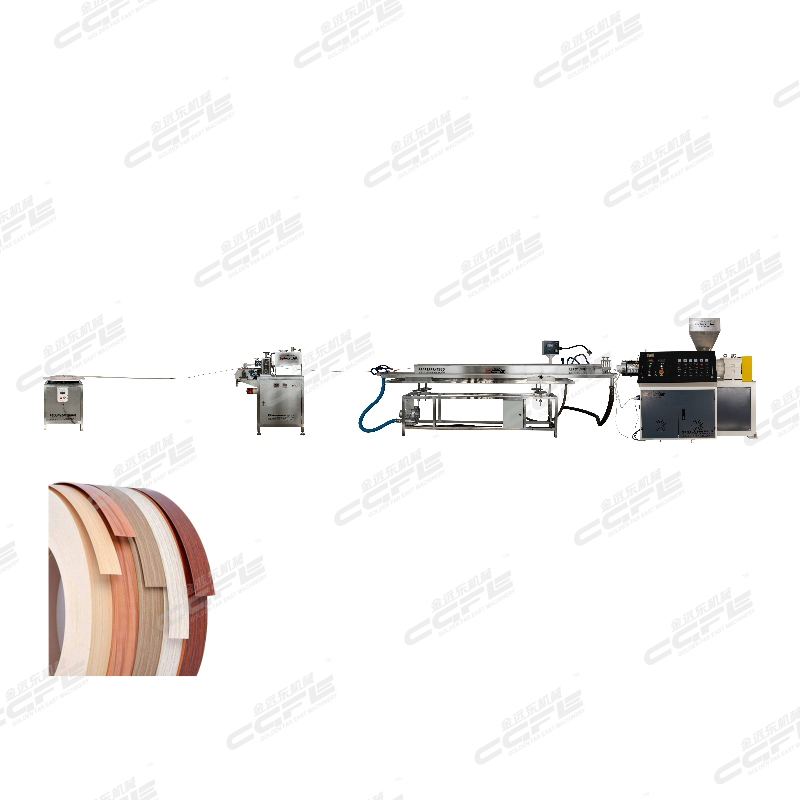
Բարձրահաճախականությամբ խառնում. ՊՎՑ խեժ, ծանր կալցիումի կարբոնատ (քարի փոշի), ստաբիլիզատոր և ավելացված նյութեր ճշգրիտ հարաբերակցությամբ խառնվում են բարձրահաճախականությամբ խառնիչում՝ ենթարկվելով ինչպես տաք, այնպես էլ սառը խառնման գործընթացների:
Դոզավորման սնուցում. Օգտագործելով բարձր ճշգրտությամբ քաշի կորստի դոզավորման կշեռք՝ ապահովվում է հումքի հարաբերակցությունների կայունությունը, որն ապահովում է սալի համազանգված որակը:
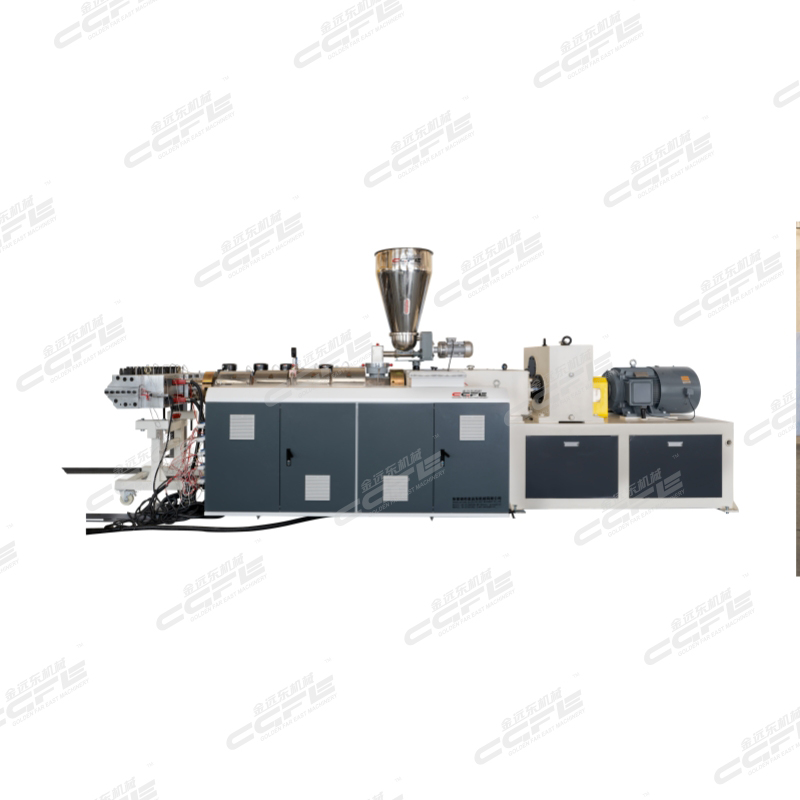
Կոնաձև երկարուղ պրեսավորում. Նյութը մտնում է կոնաձև երկարուղ պրեսայի մեջ՝ հալվելու և պլաստիֆիկացվելու համար (նախագծված է բարձր քանակով քարի փոշի պարունակող նյութերի համար, ունի լավ պլաստիֆիկացման ազդեցություն և բարձր արտադրողականություն):
Ձևավորում ձևափորենով. Հալված նյութը ձողաձև ձևափորմամբ ձուլվում է սալի:
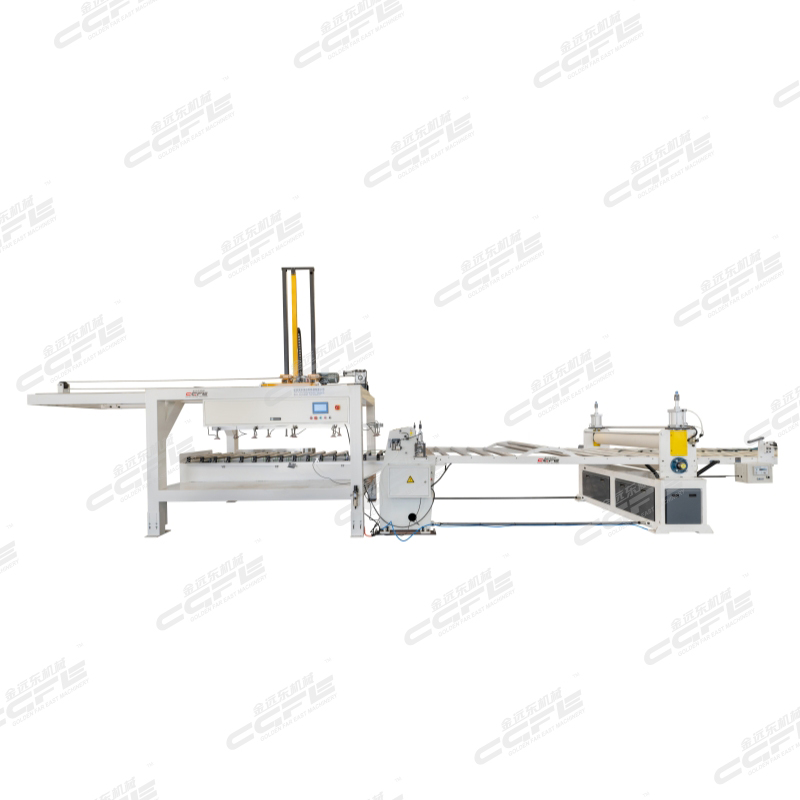
Երեք ռոլիկով կալանդրավորում. Սալը երեք ռոլիկով կալանդրի միջոցով ենթարկվում է մակերեսի ձևավորման և հաստության վերահսկման:
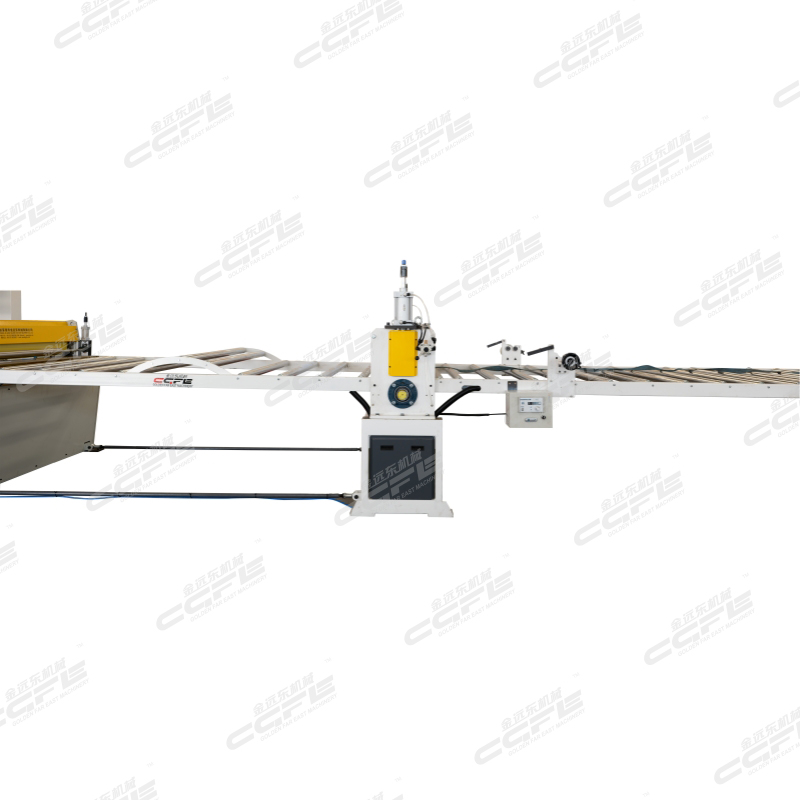
Տանող սարքի կտրում. Բազմաշարք տանող սարքի կողմից հարթ տեղափոխումից հետո նյութը ուղղահայաց և հորիզոնական կտրող սարքով կտրվում է սահմանված երկարությամբ սալերի:
Լամինացում / Տեղափոխման տպագրություն (ըստ ցանկության). Կարող է իրականացվել առցանց լամինացում (դեկորատիվ թաղանթի կիրառում) կամ ջերմային տեղափոխման տպագրության գործընթաց՝ իրական մարմարե տեքստուրի էֆեկտ ստանալու համար:
Բարձր լցման տեխնոլոգիա՝ նվազեցնելով ծախսերը.
Արտադրական գիծը օգտագործում է հատուկ նախագծված պտուտակներ և փողամարտեր, որոնք բարձր խառնման հնարավորություն են ապահովում և կարող են դիմակայել 70% և ավելի կալցիումի կարբոնատի լցմանը: Սա ոչ միայն զգալիորեն նվազեցնում է հումքի ծախսերը (նվազեցնելով PVC ռեզինի օգտագործումը), այլ նաև ակնատես բարելավում է սալիկների կոշտությունն ու հարվածային դիմադրությունը:
Բնապահպան և էկոլոգիապես մաքուր՝ ֆորմալդեհիդի բացակայությամբ.
Արտադրական գործընթացում չի օգտագործվում թուղթ կպցնելու նպատակով սոսինձ, իսկ վերջնական արտադրանքը չի պարունակում վնասակար նյութեր, ինչպիսիք են ֆորմալդեհիդը և բենզոլը, համապատասխանելով ENF մակարդակի էկոլոգիական ստանդարտներին: Դրանք իսկապես «տեղադրիր և անմիջապես ապրիր» տիպի նյութեր են:
Բարձր ճշգրտություն և հարուստ տեքստուր.
Համադրված ճշգրիտ ռելիեֆային ռոլիկների կամ բարձրակարգ պատվանդանային թղթերի հետ՝ վերջնական սալիկները ցուցադրում են հարուստ տեքստուրային թափանցիկություն, հասնելով բնական մարմարի 95%-ից ավելի իրական նմանակման աստիճանի: Ավելին, նախշերը կարող են ճկուն կերպով հարմարեցվել շուկայի պահանջներին (օրինակ՝ ջազ սպիտակ, մուգ գորշ ցանց և այլն):
Գերազանց կատարում և հզոր տևողականություն.
Արտադրված սալիկները բնութագրվում են կրակադիմացկունությամբ (B1 կարգ), ջրակայունությամբ և խոնավության դիմացկունությամբ, մաշվածության և գրոհների դիմացկունությամբ, ինչպես նաև գույնի կորուստից ազատ լինելով: Բնական քարի համեմատությամբ՝ ավելի թեթև են, փոքր են կոտրվում և ավելի հեշտ է տեղափոխելն ու տեղադրումը:
Կառավարման համակարգ |
Սիեմենս PLC կառավարման համակարգ |
Եքստրուդերի մոդել |
SJZ80/156 |
Հիմնական շարժիչի հզորությունը (KW) |
55 |
Արտադրություն (կգ/ժ) |
400 |
մոլեխոտ |
Լայնություն՝ 1300 մմ Հաստությունը կարող է կարգավորվել |
Կալենդեր |
Չորս ռոլիկով կալանդր |
Տաք թուղթադրոշմում առցանց |
(YES) ԱՅՈՒ actionTypes |
Ապրանքների թողարկում |
Ռոբոտի կողմից ավտոմատ կերպով շարվածք |
UV մաքինա |
Տարբերակ |
Խառնիչ |
Տարբերակ |
Կառավարման համակարգ |
Սիեմենս PLC կառավարման համակարգ |
Եքստրուդերի մոդել |
SJZ92/188 |
Հիմնական շարժիչի հզորությունը (KW) |
110 |
Արտադրություն (կգ/ժ) |
800 |
մոլեխոտ |
Լայնություն՝ 1300 մմ Հաստությունը կարող է կարգավորվել |
Կալենդեր |
Չորս ռոլիկով կալանդր |
Տաք թուղթադրոշմում առցանց |
(YES) ԱՅՈՒ actionTypes |
Ապրանքների թողարկում |
Ռոբոտի կողմից ավտոմատ կերպով շարվածք |
UV մաքինա |
Տարբերակ |
Խառնիչ |
Տարբերակ |
Այս արդյունաբերությունում մրցակցության էությունը կայանում է **«բարձր լցման պայմաններում պլաստիֆիկացման ունակություն» և «լայն թիթեղների ձևավորման վերահսկում»** հատկանիշներում:
1. Բարձր լցման խառնման տեխնոլոգիա
Խնդիրների կետերը. ծախսերը կրճատելու համար հաճախորդները ստիպված են ավելացնել կալցիումի կարբոնատի (քարե փոշու) բաժինը: Սակայն, երբ լցման աստիճանը սովորական պնդակների դեպքում գերազանցում է 60%-65%-ը, կարող են առաջանալ վատ պլաստիֆիկացում, թիթեղի շերտավորում և մակերեսին փոսիկներ առաջանալու խնդիրներ:
Competitive Advantage:
Հատուկ պնդակի կոնֆիգուրացիա. ընդգծել, որ ձեր պնդակն օգտագործում է ուժեղ հարմարեցման և ցրման դիզայն (օրինակ՝ մոդուլային պնդակ կամ հատուկ խառնման տարրեր), որն ապահովում է նյութերի միկրոցրումը բարձր մոմենտի պայմաններում, ապահովելով, որ սալը մնա խիտ և առանց շերտավորման, նույնիսկ 70% կամ ավելի բարձր լցման դեպքում:
Բարձր մոմենտի վանդակ. Մատակարարվում է բարձր մոմենտի ուժեղացված ատամնանիվային ռեդուկտորով, որն ունի բարձր հզորության փոխանցման արդյունավետություն և կարող է դիմակայել բարձր լցված նյութերի մեծ դիմադրությանը, ինչը անշարժացման հավանականությունը նվազեցնում է:
2. Լայն սալիկների հաստության և հարթության վերահսկողություն (որակի կյանքի գիծ)
Խնդրահարույց կետեր՝ Նմանակված máրմարե սալերը սովորաբար 1220 մմ կամ ավելի լայն են: Էքստրուդիր անելուց հետո սալերը հակված են «շուշանի տերևի եզրեր» (երկու կողմերին ալիքավոր եզրեր) առաջացման, կենտրոնում հաստ, իսկ կողերին բարակ լինելուն կամ սառչելուց հետո կորանալու և դեֆորմացվելուն:
Competitive Advantage:
Հոսքի ուղու օպտիմալացված ձև՝ Ուշադրությունը դարձվում է ձևի ներքին հոսքի ուղում կախոցային կամ ձկան պոչի ձևի կառուցվածքի կիրառմանը՝ հագեցված ճկուն շարժակներով: Սա հնարավորություն է տալիս հաճախորդներին ճշգրիտ կերպով կարգավորել ձևի եզրի բացվածքը արտադրության ընթացքում՝ ճշգրիտ վերահսկելով թիթեղի հաստության տատանումները (թույլատրելի շեղում՝ ±0,05 մմ-ի սահմաններում):
Ջերմաստիճանի վերահսկողության համակարգ՝ Գլխիկը օժտված է գոտիներով տաքացմամբ և ջերմաստիճանի վերահսկողությամբ, որը համատեղված է երեք ռոլիկային կալիբրի բարձր ճշգրտության ջերմաստիճանի վերահսկողության հետ՝ ապահովելով, որ սալի մակերեսը հայելու պես հարթ լինի՝ առանց հոսքի հետքերի կամ նարնջի կեղևի տեսքի:
3. Արդյունավետ և էներգախնայող կոնստրուկցիա (շահագործման ծախսեր)
Խնդիրը. Ներկայումս էլեկտրաէներգիայի արժեքը շատ բարձր է, իսկ էքստրուդերը «էներգառաբ» է:
Մրցակցային առավելություններ՝
Էլեկտրամագնիսային տաքացում / ձուլածո ալյումինի տաքացում. Ավանդական կերամիկական տաքացման փողկապերի համեմատ ապահովում է 20%-ից ավելի էներգախնայողություն:
Վակուումային արտանետման համակարգ. Բարձր արդյունավետությամբ բազմաստիճան վակուումային արտանետումը ոչ միայն նյութից հեռացնում է խոնավությունն ու թռչող բաղադրիչները՝ խուսափելով խախտի մեջ օդային պղպուղների առաջացումից, այլ նաև բարձրացնում է պլաստիֆիկացման արդյունավետությունը և կրճատում է արտադրության ցիկլը:
Այժմյան շուկայական միտումները արագ են փոխվում, և հաճախորդները պահանջում են, որ մեկ սարք կարողանա արտադրել բազմաթիվ արտադրանքներ՝ շուկայական տատանումներին համապատասխանելու համար:

Հեղինակային իրավունք © 2026 Չжанցզյագան Գոլդեն Ֆար Իստ Մեքենիքալ Կո., Լտդ. Բոլոր իրավունքները պաշտպանված են: