Գլխավոր էջ > ԱՊՐԱՆՔՆԵՐ > Պլաստիկային Պրոֆիլի Ծրագրավորման Տուն > ՊՎՑ եզրային շերտի արտադրող գիծ
Ապարատի Ընդհանուր Տեղեկություններ:
Ծագման վայր: |
Ջիանգսու, Չինաստան |
Անունը՝ |
CGFE |
Մոդելի համարը՝ |
SJ50 |
Սերտիֆիկացում: |
CE, ISO9001 |
Տոварի comerical պայմանները:
Minimum Order Quantity: |
1 հավաքածու |
📐 |
18000 ԱՄՆ դոլար |
Պատվիրման մանրամասները. |
Փայտե պալետ, PE ֆիլմի փաթեթավորում: |
Առաքման ժամանակ: |
30 օր ներդրման ստացումից հետո |
Վճարման պայմանները. |
FOB, CFR, CIF, DAP և այլն |
Մատակարարման կարողություն: |
ամեն ամիս 20 հավաքածու |
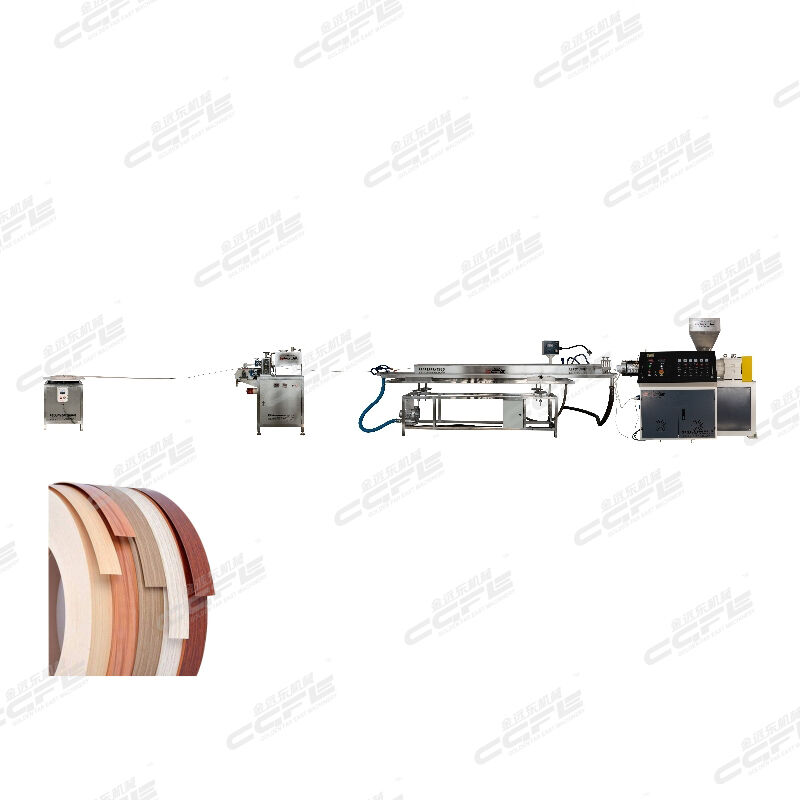
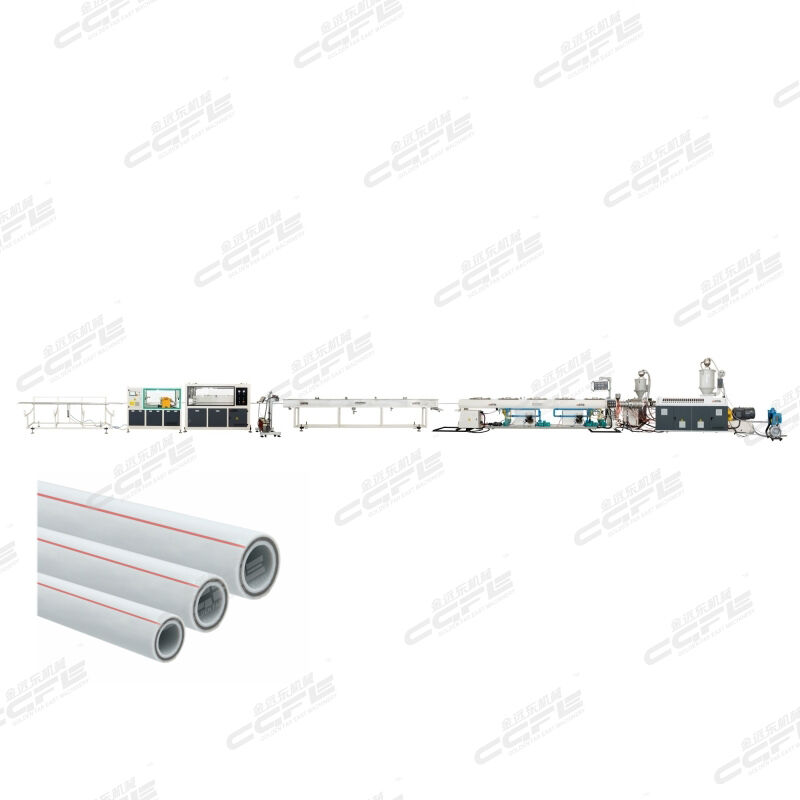
ՊՎՑ եզրային շերտի արտադրող գիծը ավտոմատացված պլաստիկ պրոֆիլային սարքավորումների համակարգ է, որն օգտագործվում է ՊՎՑ-ի դեկորատիվ եզրային շերտի անընդհատ էքստրուդիրոված, ռելիեֆավորման, սառեցման, ձգողականության և կտրման համար: Այս արտադրանքը լայնորեն օգտագործվում է սալվածքային կահույքի (օրինակ՝ կաբինետներ, հագուստի պահարաններ, գրասենյակային սեղաններ), պատվիրված տնային ապրանքների և փայտամշակման արտադրանքների եզրային ծածկույթի համար՝ նպատակ ունենալով պաշտպանել հիմքը, բարելավել արտաքին տեսքը և ապահովել խոնավությունից պաշտպանող եզրային շերտ:
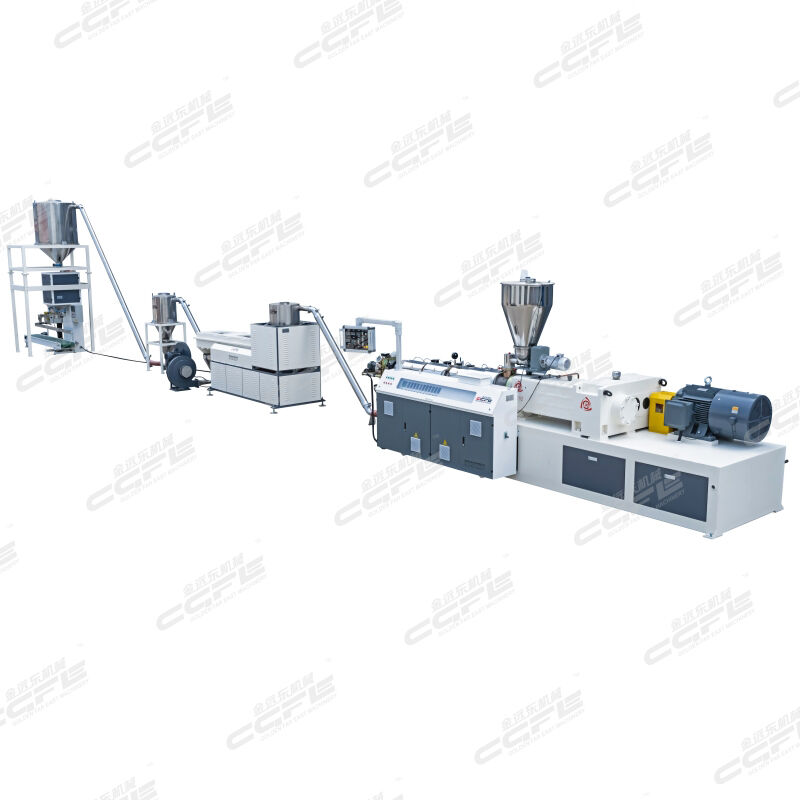
1. Կույր նյութի չորացման և լցման համակարգ. ՊՎՑ փոշին կամ կորերը պետք է չորացվեն 60–80°C ջերմաստիճանում 2 ժամ շարունակ՝ պղպանքներից խուսափելու համար. համակարգը հագեցված է ավտոմատ ավտոմատ ավտոմատ լցնող սարքով և խառնման ամանով, որոնք թույլատրում են CaCO₃, CPE, ACR մշակման օժանդակ նյութեր, գունանյութ/գլխավոր խառնուրդ և այլն ավելացնել:
2. Մեկ պարունակող սկրոլային էքստրուդերի հիմնական մոդելներն են SJ-50 և SJ-65 (50 մմ կամ 65 մմ սկրոլի տրամագծերով), որոնք ունեն 25:1-ից 30:1 երկարության հարաբերական հարաբերություն L/D: Դրանք նախագծված են խցանման հատվածով՝ պլաստիֆիկացման համասեռությունը բարելավելու համար և ունեն ±1°C ջերմաստիճանի կարգավորման ճշգրտություն:
3. Ցանցի փոխարկիչ. Ձեռքով կամ հիդրավլիկ ցանցի փոխարկում (120–200 ցանց), կեղտի ֆիլտրացում՝ մակերևույթի հարթությունն ապահովելու համար:
4. Կախոցային T-ձև մատրացաձև գլուխ. Լայնությունը կարգավորվում է (մինչև 80 մմ), իսկ մատրացաձև բերանի բացվածքը կարող է ճշգրիտ կարգավորվել 0,3-ից մինչև 3,5 մմ՝ ապահովելով ≤±0,05 մմ հաստության հանելուկ:
5. Երեք ռոլիկային կալանդր (հիմնական բաղադրիչ). Բարձր ճշգրտության հայելու ռոլիկ (պինդ HRC60+), վերին/միջին/ստորին ռոլիկների անկախ ջերմաստիճանի կարգավորումով (ջրային սառեցում կամ յուղի տաքացում), ապահովելով բարձր փայլ, մատե կամ խորդուբարդ մակերևույթ. ռոլիկների միջև բացվածքի ավտոմատ կարգավորում:
6. Տրակտոր՝ կոմպոզիտային ձգողությամբ, ռետինե և պողպատե գլաններով, սերվո կառավարմամբ, 0,5-20 մ/րոպե արագության տիրույթով, հաստատուն լարվածությամբ՝ ձգվելուց պաշտպանելու համար:
7. Առկայքում հաստության չափիչ (ըստ ցանկության)՝ բետա-ճառագայթ կամ ինֆրակարմիր հաստության չափում, հաստության տվյալների իրական ժամանակում հետադարձ կապ, փակ օղակով կառավարում՝ կտրող գլխի ճշգրիտ կարգավորման համար:
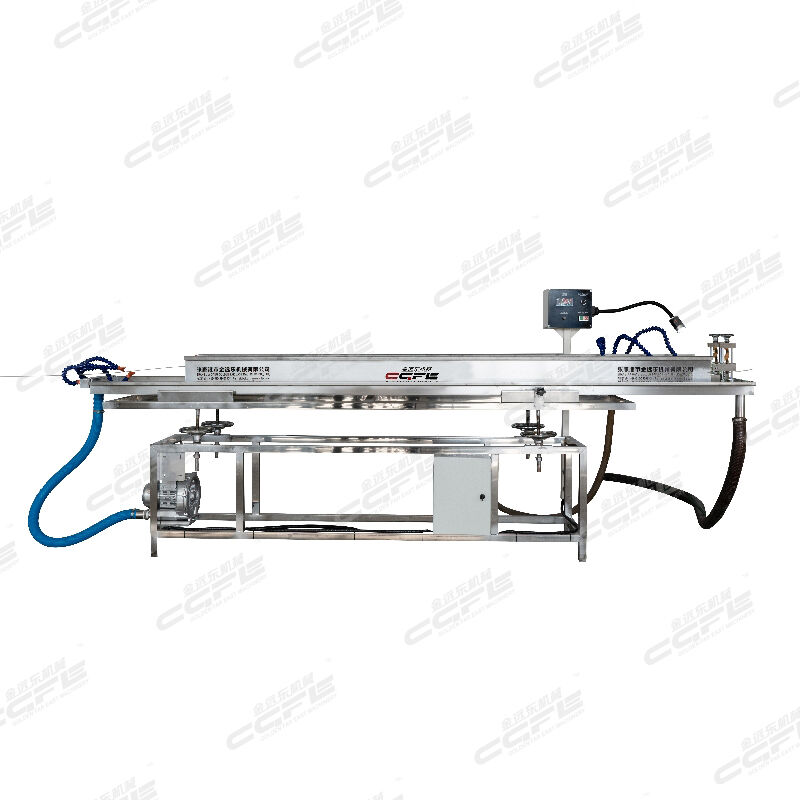
8. Սառեցման փոխադրիչ սեղան՝ 3-6 մետր երկարությամբ, սարքավորված օդային սառեցմամբ և ջրի մանրացված փոշիացմամբ, որպեսզի ապահովվի տախտակի լրիվ սառեցումը:
9. Ինքնաշխատ կտրման և փաթաթման համակարգ
• Ուղիղ ձողի կտրում՝ թռչող դանակ կամ սղոցի սկավառակ օգտագործելով, 100-ից մինչև 3000 մմ կտրման երկարությամբ՝ կարգավորվող երկարությամբ.
• Ռուլոնի փաթաթում՝ հաստատուն լարվածությամբ կենտրոնական փաթաթիչ, Φ200–600 մմ փաթաթման տրամագծով, հարմար ինքնաշխատ եզրապատման սարքերի հետ օգտագործման համար:
Մոդել |
SJ50 |
PLC Կառավարման Համակարգ |
Տարբերակ |
Եքստրուդերի մոդել |
SJ50/25 |
Հիմնական շարժիչի հզորությունը (KW) |
15 կիլովատ |
Արտադրություն (կգ/ժ) |
≤60 |
մոլեխոտ |
Հատուկ պատվերով 1 խոռոչ կամ 2 խոռոչ |
Տարավորում |
(YES) ԱՅՈՒ actionTypes |
Ջրային սառեցման ավազան |
3M |
Բեռնաթափման սարքեր և նախնական ծածկույթի սարք |
Օնլայն |
Տպագրիչ մաքինա |
Տարբերակ |
Ընդհանուր առմամբ, պլաստիկ շինարարական նյութերի սարքավորումների շուկայում մեկ պտուտակով էքստրուդերի PVC եզրային շերտման արտադրագիծը շարունակում է ունենալ մեծ մրցակցային առավելություններ փոքր և միջին ձեռնարկությունների և տարածական արտադրողների շրջանում՝ շնորհիվ իր բարձր արդյունավետության, հասուն տեխնոլոգիայի, հեշտ շահագործման և սպասարկման, ինչպես նաև արագ արտադրական հզորության: Չնայած երկու պտուտակով կամ համընթաց էքստրուդերային գծերը որոշ առաջընթաց են գրանցել բարձրակարգ շուկայում, մեկ պտուտակով լուծումը շարունակում է գերակշռել հիմնական PVC եզրային շերտման արտադրության մեջ:
I. Ցածր էներգախնայողություն, օպտիմալացված շահագործման ծախսեր
Մեկ պտուտակով կառուցվածքը պարզ է, ունի փոքր սղոցման ջերմություն և կայուն հիմնական հոսանք.
Արտադրանքի յուրաքանչյուր տոննայի ընդհանուր էլեկտրական ծախսը կազմում է մոտ 300–380 կՎտ·ժ, որը 15%-25% -ով ցածր է, քան երկու պտուտակով համակարգերի մոտ.
Չի պահանջվում բարդ վակուումային արտահոսքի կամ կողային սնուցման համակարգեր, ինչը նվազեցնում է սպասարկման և էներգախնայողության ծախսերը:
Մրցակցային առավելություն. Էլեկտրաէներգիայի գների անընդհատ աճի ֆոնի վրա 500 տոննա տարեկան հզորությամբ արտադրագիծը տարեկան կարող է խնայել 80,000-150,000 յուան էլեկտրաէներգիայի ծախսերում:
Բ. Հասուն և կայուն գործընթաց, բարձր ելք
PVC եզրապատումն ունի համասեռ՝ միաշերտ կառուցվածք, որտեղ պլաստիֆիկացման համաչափության պահանջները չափավոր են և կարող են ամբողջությամբ բավարարվել մեկ պտուտակով.
Խցանաձև պտուտակի և ճշգրիտ T-ձև սրբիչի համադրումով հաստության հանելուկը կարող է կառավարվել ±0,05 մմ-ի սահմաններում.
Մակերեսը ունի բարձր հարթություն և կարող է օգտագործվել ավտոմատ եզրապատման մեքենաներում (օրինակ՝ Homag և Imag)՝ առանց երկրորդային մշակման կարիքի.
Մրցակցային առավելություն. վերջնական արտադրանքի համապատասխանության մակարդակը սովորաբար գերազանցում է 98%-ը, որը գնահատականորեն ավելի բարձր է, քան վաղ շրջանի պարզ սարքավորումների դեպքում (<90%), ինչը նվազեցնում է թափոնների կորուստները.
Գ. Արագ և ճկուն փոխարկում՝ հարմարվելով բազմաթիվ արտադրանքների կատեգորիաների պահանջներին
Նույն արտադրական գծի վրա հիմնարար բաղադրիչները փոխարինելով՝ արագ կարող են փոխվել արտադրանքի տեսակները.
Փոփոխման բովանդակություն Ժամանակ Կիրառման սցենար
Ձևափողի գլխի փոփոխում (լայնություն/հաստություն) ≤ 1 ժամ 18 մմ միագույն շերտից 30 մմ փայտի հատվածքի շերտ
Ռելիեֆային ռոլիկի փոխարինում 30 րոպե Հարթ մակերես → Համատեղված փայտի հատվածք (կեղծ ծիրանենի, ընկուզենի)
Ֆորմուլայի կարգավորում (կոշտ-մեղմ անցում) 2 ժամ Կոշտ շերտ (0.8 մմ) → Մեղմ շերտ (2.0 մմ DOP-ով)
Մրցակցային առավելություն. Բավարարում է տնային հարդարանքի հարմարեցված փոքր սերիաների, բազմազան դիզայնների և արագ առաքման կարիքները, որն ամրապնդում է հաճախորդների հավատարմությունը.
IV. Պահպանումը հեշտ է, խափանումների քանակը ցածր է
Միաբուրգային կառուցվածքն առանց թփրիչի կամ բարդ հաղորդակցումների՝ առաջացնելով ավելի քիչ մեխանիկական խափանումների կետեր.
Խեղդվող մասերի (բուրգ, փող, ձևի եզր) տեղականացման աստիճանը բարձր է, որն ապահովում է ցածր փոխարինման ծախսեր
Գործառնական ինտերֆեյսը հիմնականում կազմված է PLC-ից և շոշափելի էկրանից՝ ուժեղ պարամետրերի հիշողության գործառույթով, որի շնորհիվ նոր աշխատակիցներին կարող է վերապատրաստվել և աշխատանքի դուրս գալ ընդամենը մեկ օրվա ընթացքում:
Մրցակցային առավելություն. Ամբողջական սարքավորումների օգտագործման կարողությունը կարող է հասնել 95%+, ինչը շատ ավելի բարձր է, քան բարդ արտադրական գծերի դեպքում (80–85%)

Հեղինակային իրավունք © 2026 Չжанցզյագան Գոլդեն Ֆար Իստ Մեքենիքալ Կո., Լտդ. Բոլոր իրավունքները պաշտպանված են: