Homepage > PRODOTTI > Linea Di Produzione Di Profili In Plastica > Linea di produzione per bordi in PVC
Informazioni Generali sul Prodotto:
Luogo di Origine: |
Jiangsu, Cina |
Nome del marchio: |
CGFE |
Numero di modello: |
SJ50 |
Certificazione: |
C, iso9001 |
Condizioni commerciali dei prodotti:
Quantità Minima di Ordine: |
1set |
Prezzo: |
USD 18000 |
Dettagli Imballo: |
Pallet in legno, imballaggio con film in PE. |
Tempo di Consegna: |
30 giorni dopo ricevuta del deposito |
Condizioni di pagamento: |
FOB, CFR, CIF, DAP, ecc. |
Capacità di fornitura: |
20 set al mese |
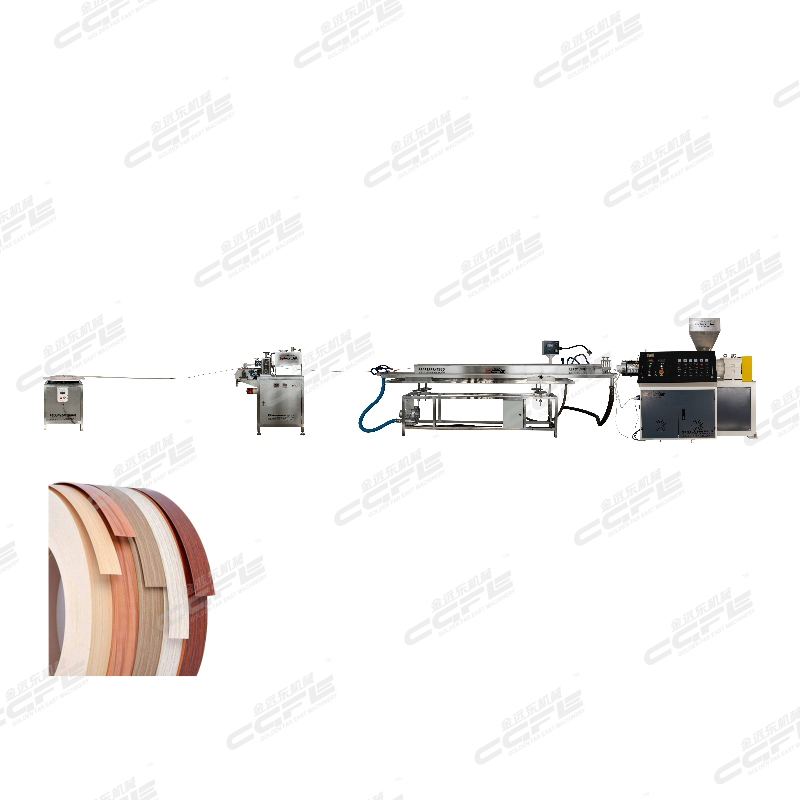
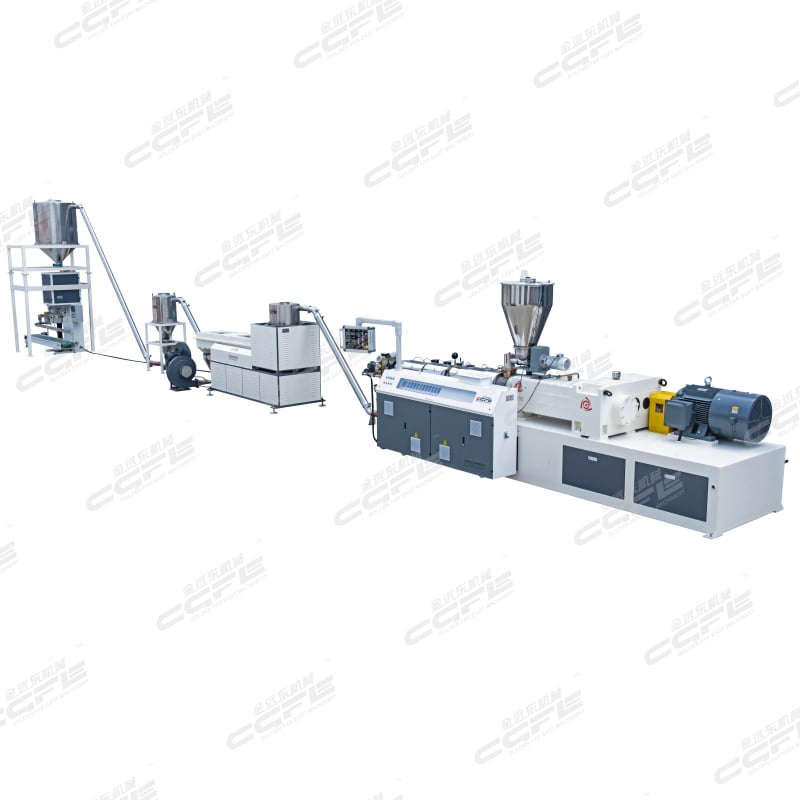
La linea di produzione per bordi in PVC è un sistema automatizzato di attrezzature per profili in plastica progettato specificamente per l'estrusione continua, la goffratura, il raffreddamento, la trazione e il taglio di bordi decorativi in PVC. Questo prodotto è ampiamente utilizzato per la rifilatura dei bordi in mobili pannellati (come armadi, guardaroba, scrivanie da ufficio), arredi domestici su misura e prodotti in legno, con lo scopo di proteggere il supporto, migliorare l'aspetto estetico e fornire una finitura impermeabile ai bordi.
1. Sistema di essiccazione e alimentazione della materia prima: la polvere o i granuli in PVC devono essere essiccati a 60–80 °C per 2 ore per evitare bolle d'aria; dotato di alimentatore automatico a depressione e contenitore miscelatore, che permette di aggiungere agenti ausiliari come CaCO₃, CPE, ACR, polvere colorante/masterbatch, ecc.
2. I modelli comuni di estrusori monovite sono SJ-50 e SJ-65 (con diametri della vite di 50 mm o 65 mm), caratterizzati da un rapporto L/D compreso tra 25:1 e 30:1. Sono progettati con una sezione a barriera per migliorare l'uniformità della plastificazione e presentano un'accuratezza di controllo della temperatura di ±1 ℃.
3. Cambio filtro: manuale o idraulico (120–200 maglie), per filtrare le impurità e garantire la regolarità della superficie.
4. Testa a T di tipo hanger: la larghezza è regolabile (fino a 80 mm) e il gioco delle labbra della filiera può essere regolato finemente da 0,3 a 3,5 mm, assicurando una tolleranza di spessore ≤±0,05 mm.
5. Calandratura a tre rulli (componente chiave): rullo speculare ad alta precisione (durezza HRC60+), con controllo termico indipendente per i rulli superiore/centrale/inferiore (raffreddamento ad acqua o riscaldamento a olio), per ottenere superfici lucide, opache o goffrate; regolazione automatica del gioco tra i rulli.
6. Trattore: Trazione composita con rullo in gomma e rullo in acciaio, controllo servo, gamma di velocità da 0,5 a 20 m/min, tensione costante per prevenire deformazioni da allungamento.
7. Misuratore di spessore in linea (opzionale): misurazione dello spessore a raggi beta o infrarossi, retroazione in tempo reale dei dati di spessore, controllo in ciclo chiuso per la regolazione fine della testata.
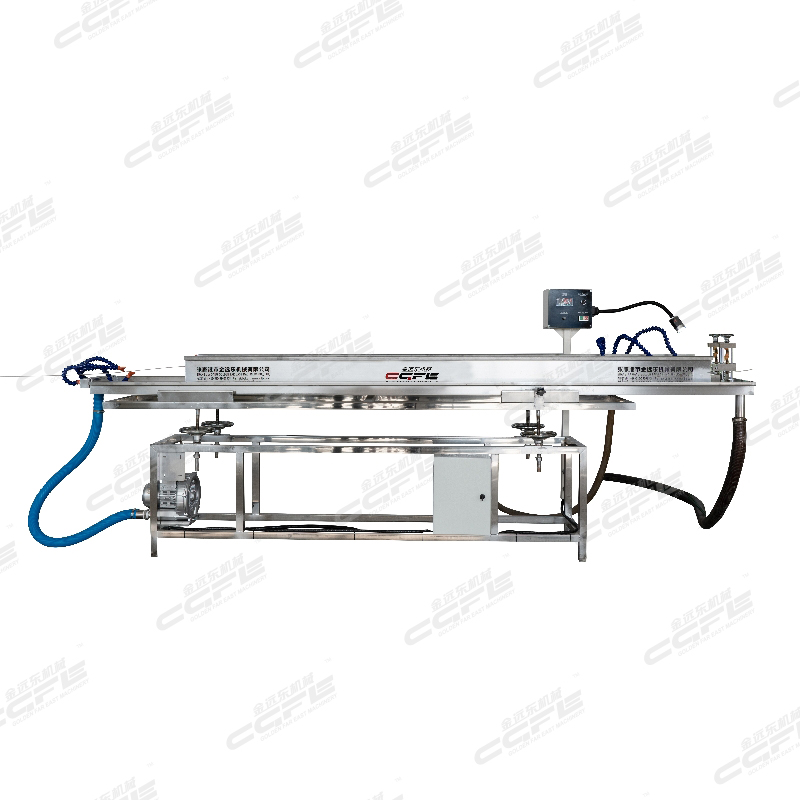
8. Tavolo trasportatore di raffreddamento: Lunghezza di 3-6 metri, dotato di raffreddamento ad aria e spruzzatura di nebbia d'acqua, garantisce una completa stabilizzazione della piastra.
9. Sistema automatico di taglio e avvolgimento
• Taglio a barra: mediante coltello volante o lama sega, lunghezza regolabile da 100 a 3000 mm;
• Avvolgimento a rotolo: Avvolgitore centrale a tensione costante, con diametro di avvolgimento da Φ200 a 600 mm, adatto all'uso con macchine automatiche per la profilatura dei bordi.
Modello |
SJ50 |
Sistema di controllo PLC |
Opzione |
Modello Extruder |
SJ50/25 |
Potenza motore principale (KW) |
15kW |
Produzione (kg\/h) |
≤60 |
modelli |
Personalizzato 1 cava o 2 cave |
Di rilievo |
sì |
Vasca di raffreddamento con acqua |
3m |
Haul-offs & macchina per primer |
ONLINE |
Stampante |
Opzione |
Nel mercato attuale delle attrezzature per materiali da costruzione in plastica, la linea di produzione per bordi in PVC con estrusore monovite mantiene significativi vantaggi competitivi tra le piccole e medie imprese e i produttori regionali, grazie all'elevata convenienza economica, alla tecnologia matura, alla facilità di utilizzo e manutenzione e alla rapida capacità produttiva. Sebbene le linee bivite o a co-estrusione abbiano compiuto alcuni progressi nel segmento high-end, la soluzione monovite continua a dominare la produzione mainstream di bordi in PVC.
I. Basso consumo energetico, costi operativi ottimizzati
La struttura monovite è semplice, con minore calore di taglio e corrente del motore stabile;
Il consumo elettrico complessivo per tonnellata di prodotto è di circa 300–380 kWh, il 15%–25% inferiore rispetto ai sistemi bivite;
Non richiede complessi sistemi di estrazione del vuoto o alimentazione laterale, con conseguenti minori costi di manutenzione e consumo energetico.
Vantaggio competitivo: A fronte dell'aumento continuo dei prezzi dell'elettricità, una linea di produzione con una capacità annua di 500 tonnellate può risparmiare sui costi energetici da 80.000 a 150.000 yuan all'anno.
II. Processo maturo e stabile, elevato rendimento
La profilatura in PVC ha una struttura monolayer omogenea, e i requisiti relativi all'uniformità della plastificazione sono moderati, pertanto possono essere pienamente soddisfatti da un singolo estruso.
Combinando una vite a barriera con una testa die a forma di T di precisione, la tolleranza sullo spessore può essere controllata entro ±0,05 mm;
La superficie presenta un elevato grado di levigatezza ed è utilizzabile direttamente su macchine per la profilatura automatica (ad esempio Homag e Imag) senza necessità di lavorazioni secondarie.
Vantaggio competitivo: La percentuale di prodotti finiti conformi raggiunge generalmente oltre il 98%, sensibilmente superiore rispetto agli impianti semplici più datati (<90%), riducendo così le perdite per scarti.
III. Passaggi rapidi e flessibili, adatti alle esigenze di molteplici categorie di prodotto
Sostituendo componenti chiave, è possibile passare rapidamente da un tipo di prodotto all'altro sulla stessa linea di produzione:
Contenuto della modifica Tempo Scenari di applicazione
Cambio della testa di estrusione (larghezza/spessore) ≤ 1 ora Da nastro monocolore da 18 mm a nastro con effetto legno da 30 mm
Sostituzione del rullo goffrato 30 minuti Superficie liscia → Effetto legno sincronizzato (quercia, noce imitation)
Regolazione della formula (passaggio rigido-morbido) 2 ore Nastro rigido (0,8 mm) → Nastro morbido (2,0 mm con DOP)
Vantaggio competitivo: soddisfare le esigenze della catena di approvvigionamento nell'arredamento domestico personalizzato con piccoli lotti, molteplici design e consegna rapida, aumentando così la fedeltà del cliente.
IV. Facile manutenzione e basso tasso di guasto
La struttura a vite singola non prevede cambio o trasmissioni complesse, riducendo così i punti di guasto meccanici;
L'indice di localizzazione dei componenti soggetti a usura (vite, cilindro, ugello) è elevato, con costi di sostituzione contenuti
L'interfaccia operativa è composta principalmente da PLC e schermo touch, con una forte funzione di memoria parametri, in modo che i nuovi dipendenti possano essere formati e iniziare a lavorare in soltanto un giorno.
Vantaggio competitivo: il tasso di disponibilità complessivo dell'attrezzatura può raggiungere il 95%+, molto superiore rispetto a quello delle linee di produzione complesse (80–85%).

Copyright © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. Tutti i diritti riservati.