Главная страница > ПРОДУКЦИЯ > Линия Производства Пластиковых Профилей > Производственная линия для ПВХ кромкооблицовочной ленты
Общая Информация о Продукте:
Место происхождения: |
Цзянсу, Китай |
Название бренда: |
CGFE |
Номер модели: |
SJ50 |
Сертификация: |
C, iso9001 |
Торговые условия продукции:
Минимальное количество заказа: |
1сет |
Цена: |
USD 18000 |
Подробности упаковки: |
Деревянный поддон, упаковка пленкой PE |
Время доставки: |
30 дней после получения депозита |
Условия оплаты: |
FOB, CFR, CIF, DAP и др. |
Способность поставки: |
20 комплектов в месяц |
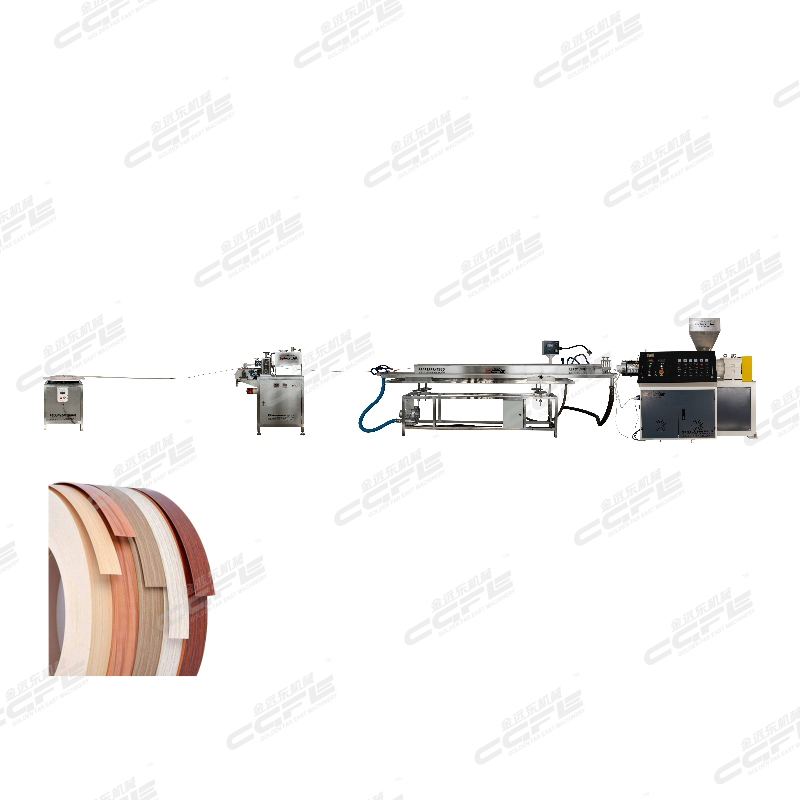
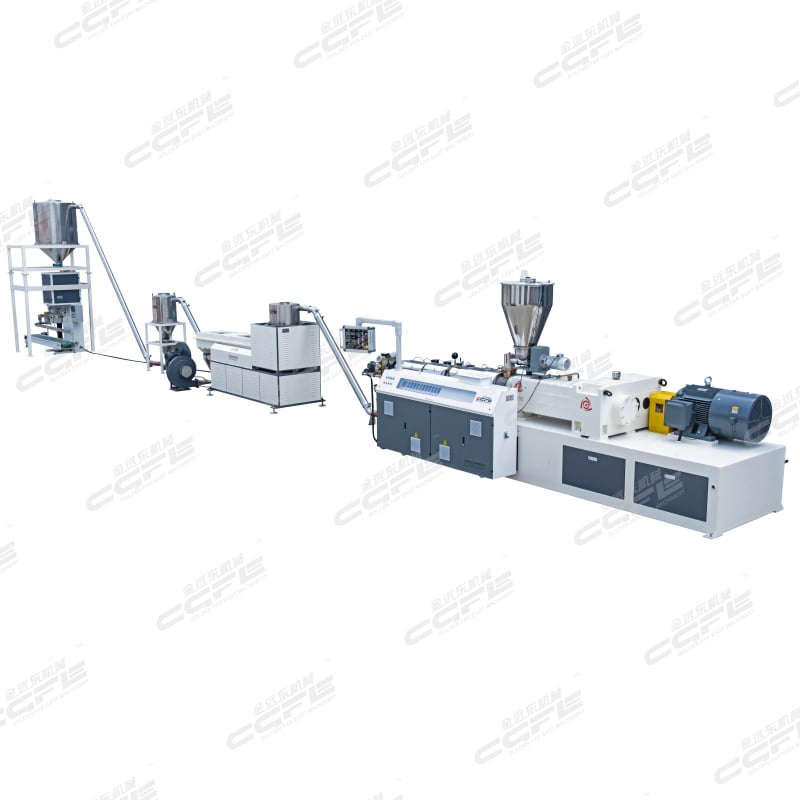
Производственная линия для ПВХ кромочной ленты — это автоматизированная система оборудования для пластиковых профилей, специально предназначенная для непрерывной экструзии, тиснения, охлаждения, протяжки и резки декоративной ПВХ кромочной ленты. Этот продукт широко используется для кромления плитной мебели (например, шкафов, гардеробов, офисных столов), индивидуальной домашней мебели и деревообрабатывающих изделий, обеспечивая защиту основы, улучшение внешнего вида и влагозащитное кромление.
1. Система сушки и подачи сырья: порошок или гранулы ПВХ необходимо высушить при температуре 60–80 °C в течение 2 часов, чтобы предотвратить образование пузырьков; оснащена автоматической системой всасывающей подачи + смесительным бочонком, позволяющей добавлять CaCO₃, CPE, ACR вспомогательные средства обработки, цветной порошок/концентрат и т.д.
2. Типовые модели одношнековых экструзионных агрегатов — SJ-50 и SJ-65 (с диаметрами шнека 50 мм или 65 мм), с соотношением длины к диаметру L/D от 25:1 до 30:1. Конструкция предусматривает барьерный участок для повышения равномерности пластификации, точность регулирования температуры составляет ±1 ℃.
3. Сменный фильтр: ручная или гидравлическая замена сетки (120–200 меш), фильтрация примесей для обеспечения гладкой поверхности.
4. Щелевая головка подвесного типа T-die: ширина регулируется (до 80 мм), зазор губок матрицы точно настраивается в диапазоне от 0,3 до 3,5 мм, что обеспечивает допуск по толщине ≤±0,05 мм.
5. Трехвалковый каландр (ключевой компонент): высокоточные зеркальные валы (твердость HRC60+), независимое регулирование температуры верхнего/среднего/нижнего валов (водяное охлаждение или масляный нагрев), получение поверхности с высоким блеском, матовой или тиснёной; автоматическая регулировка зазора между валами.
6. Трактор: композитное тяговое устройство с резиновым и стальным валами, сервоуправление, диапазон скоростей 0,5–20 м/мин, постоянное натяжение для предотвращения деформации растяжения.
7. Онлайн-толщиномер (опционально) измерение толщины бета-лучами или инфракрасными лучами, оперативная передача данных о толщине, замкнутый контур управления для точной настройки головки фильеры.
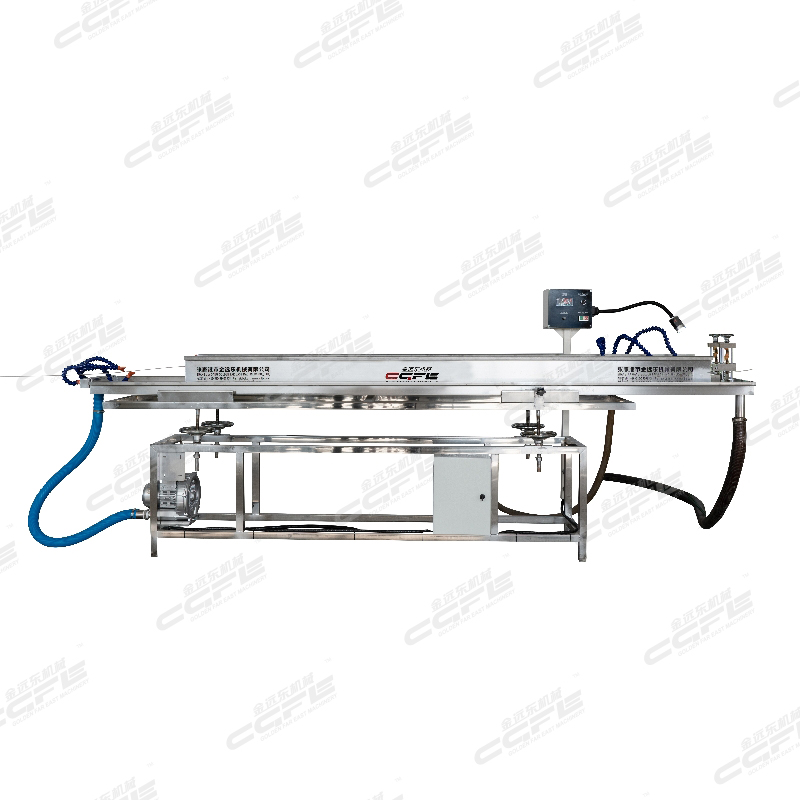
8. Охлаждающий конвейерный стол: длиной 3–6 метров, оснащен воздушным охлаждением и распылением водяного тумана, обеспечивает полную фиксацию плиты.
9. Система автоматической резки и намотки
• Резка прямой планки: с использованием летающего ножа или пильного диска, длина регулируется от 100 до 3000 мм;
• Намотка в рулон: центральная намоточная машина с постоянным натяжением, диаметр намотки Φ200–600 мм, подходит для использования с автоматическими кромкооблицовочными станками.
Модель |
SJ50 |
ПЛК-система управления |
Опция |
Модель экструдера |
SJ50/25 |
Мощность основного двигателя (кВт) |
15кВт |
Производительность (кг/ч) |
≤60 |
мох |
По индивидуальному заказу 1 полость или 2 полости |
Тиснение |
да |
Ванна для водяного охлаждения |
3M |
Вытяжные устройства и машина для нанесения праймера |
ОНЛАЙН |
Принтер |
Опция |
На современном рынке оборудования для производства пластиковых строительных материалов линия экструзии ПВХ с одновинтовым экструдером по-прежнему обладает значительными конкурентными преимуществами среди малых и средних предприятий и региональных производителей благодаря высокой экономичности, отработанной технологии, простоте эксплуатации и обслуживания, а также высокой скорости производства. Несмотря на определённый прогресс двухвинтовых или коэкструзионных линий в сегменте премиум-класса, одновинтовое решение по-прежнему доминирует в основном производстве кромочной ленты из ПВХ.
I. Низкое энергопотребление, оптимизированные эксплуатационные расходы
Конструкция одновинтового экструдера проста, создаёт меньшее тепло сдвига и обеспечивает стабильный ток основного двигателя;
Удельное энергопотребление на тонну продукции составляет приблизительно 300–380 кВт·ч, что на 15%–25% ниже, чем у двухвинтовых систем;
Отсутствует необходимость в сложных системах вакуумной вытяжки или боковой подачи, что снижает затраты на обслуживание и энергопотребление.
Конкурентное преимущество: на фоне постоянного роста цен на электроэнергию производственная линия мощностью 500 тонн в год может экономить от 80 000 до 150 000 юаней в год на расходах на электроэнергию.
II. Зрелый и стабильный процесс, высокий процент выхода продукции
Кромка из ПВХ имеет однородную однослойную структуру, требования к равномерности пластификации умеренные, что может быть полностью обеспечено одновинтовым экструдером;
Благодаря комбинации барьерного шнека и прецизионной Т-образной головки допуск по толщине можно контролировать в пределах ±0,05 мм;
Поверхность отличается высокой степенью гладкости и может использоваться на автоматических кромкооблицовочных станках (например, Homag и Imag) без необходимости вторичной обработки.
Конкурентное преимущество: процент годной продукции обычно превышает 98 %, что значительно выше, чем у раннего простого оборудования (<90 %), сокращая потери от брака.
III. Быстрое и гибкое переключение, адаптация к потребностям множества категорий продукции
Заменяя ключевые компоненты, можно быстро переключать типы продукции на одной и той же производственной линии:
Содержание переключения Время Сценарий применения
Смена головки матрицы (ширина/толщина) ≤ 1 час С полосы сплошного цвета 18 мм на деревянную полосу с текстурой 30 мм
Замена тиснёного ролика 30 минутов Гладкая поверхность → Синхронная деревянная текстура (имитация дуба, ореха)
Регулировка формулы (переход между жёстким и мягким материалом) 2 часа Жёсткая полоса (0,8 мм) → Мягкая полоса (2,0 мм с DOP)
Конкурентное преимущество: удовлетворение потребностей цепочки поставок в сфере индивидуального домашнего интерьера с малыми партиями, множеством дизайнов и быстрой доставкой, повышение лояльности клиентов.
IV. Простота обслуживания и низкий уровень отказов
Конструкция с одновинтовым приводом не имеет редуктора или сложной передачи, что обеспечивает меньшее количество точек механических неисправностей;
Высокий уровень локализации изнашиваемых деталей (винт, цилиндр, кромка матрицы), что обеспечивает низкие затраты на замену
Интерфейс операций в основном состоит из ПЛК и сенсорного экрана, имеет сильную функцию запоминания параметров, поэтому новых сотрудников можно обучить и приступить к работе всего за один день.
Конкурентное преимущество: Комплексный коэффициент использования оборудования может достигать 95 % и выше, что значительно превышает аналогичный показатель для сложных производственных линий (80–85 %).

© ООО «Чжанцзягань Голден Фар Ист Машинери», 2026. Все права защищены.