Домашня сторінка > ПРОДУКТИ > Лінія Виробництва Пластикових Аркушів / Плит > Лінія виробництва мраморних аркушів PVC
Місце походження: |
Цзянсу, Китай |
Назва бренду: |
CGFE |
Номер моделі: |
SJZ80/156 або SJSZ92/188 |
Сертифікація: |
CE, ISO9001 |
Мінімальна кількість замовлення: |
1 набір |
Ціна: |
90000 доларів США або 120000 доларів США |
Деталі упаковки: |
Дерев'яна палета, упаковка з поліетиленової плівки |
Термін доставки: |
30 днів після отримання депозиту |
Умови оплати: |
FOB, CFR, CIF, DAP тощо |
Способи постачання: |
20 комплектів щомісяця |
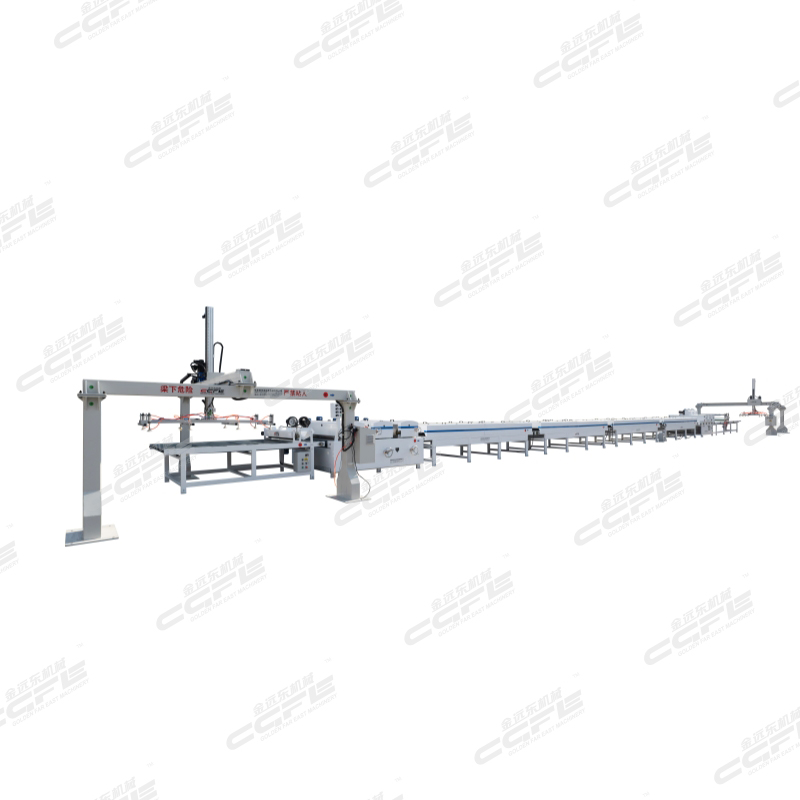
Ця виробнича лінія — це високотехнологічне автоматизоване обладнання, спеціально розроблене для заміни природних каменевих матеріалів. Воно використовується переважно для виробництва декоративних панелей з імітацією мармуру з ПВХ, основ для підлог SPC та різних кам’яно-пластикових фасадів меблів. Обладнання базується на сучасній конічній двозахідній екструзії та процесах співекструзії/ламінування, що дозволяє ідеально поєднати порошок каменю (карбонат кальцію) та смолу ПВХ, отримуючи новий тип екологічно чистого декоративного матеріалу з текстурою натурального мармуру, високою твердістю, нульовим вмістом формальдегіду та значно нижчою вартістю у порівнянні з природним каменем.
Весь технологічний процес виробництва використовує центральну систему керування ПЛК, забезпечуючи повністю автоматизований процес від сировини до готової продукції:
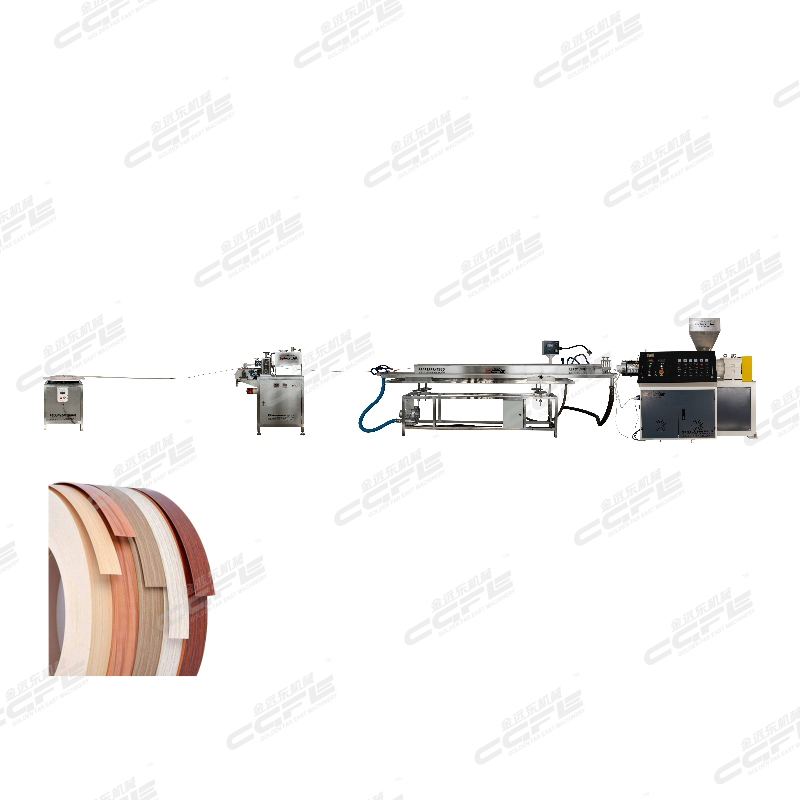
Швидкісне змішування: смола ПВХ, важкий карбонат кальцію (кам'яний порошок), стабілізатор та добавки змішуються у високошвидкісному змішувачі в точних пропорціях із застосуванням процесів гарячого та холодного змішування.
Дозоване живлення: за допомогою високоточних ваг для дозування із втратою ваги забезпечується стабільність співвідношення сировини, що гарантує однорідну якість плити.
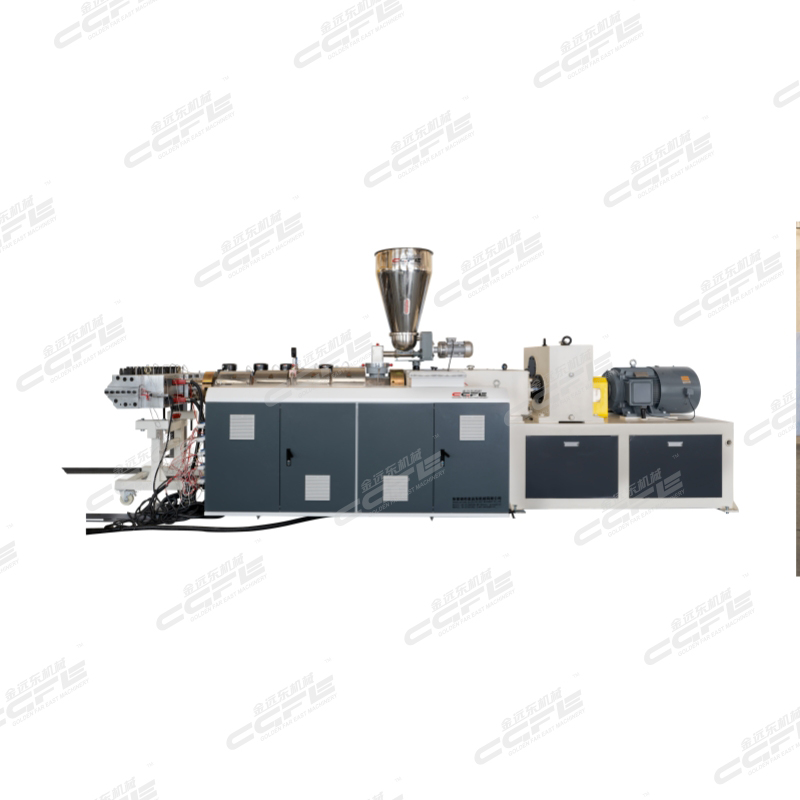
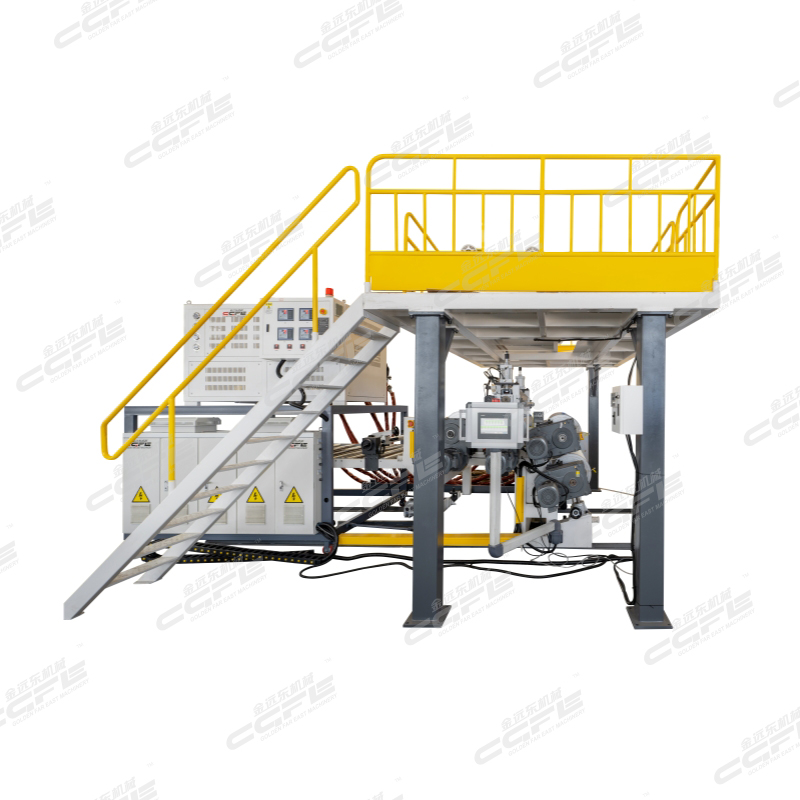
Екструзія конічним двогвинтовим пресом: матеріал надходить у конічний двогвинтовий екструдер для плавлення та пластифікації (розроблено з урахуванням характеристик наповненого кам'яного порошку, забезпечує чудовий ефект пластифікації та високий вихід продукту).
Формування формою: розплав виливається у плиту через форму підвісного типу.
Каландрування трьома валками: плита проходить формування поверхні та контроль товщини за допомогою тривалкового каландра.
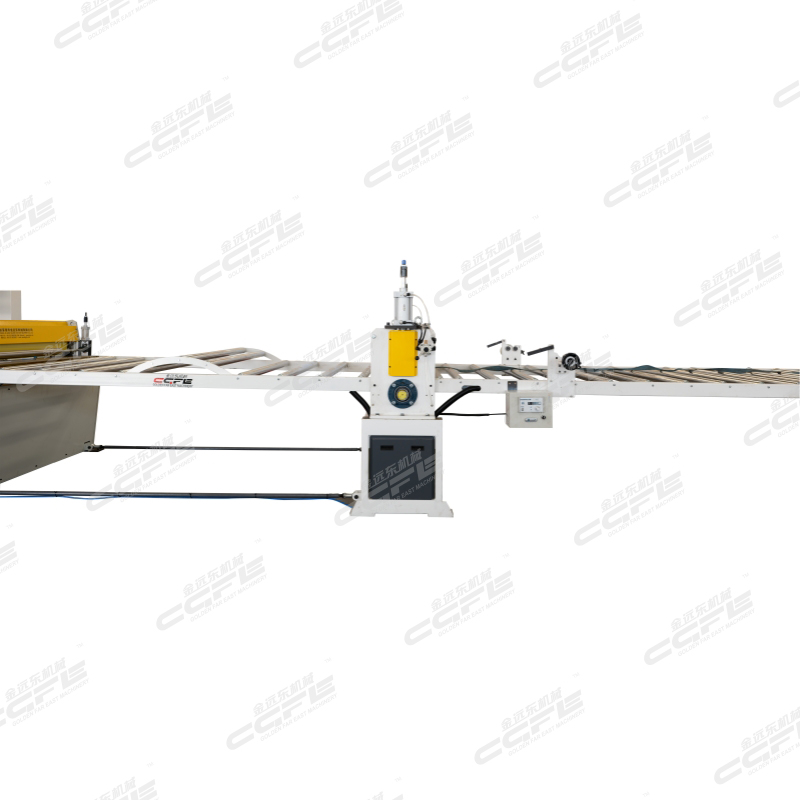
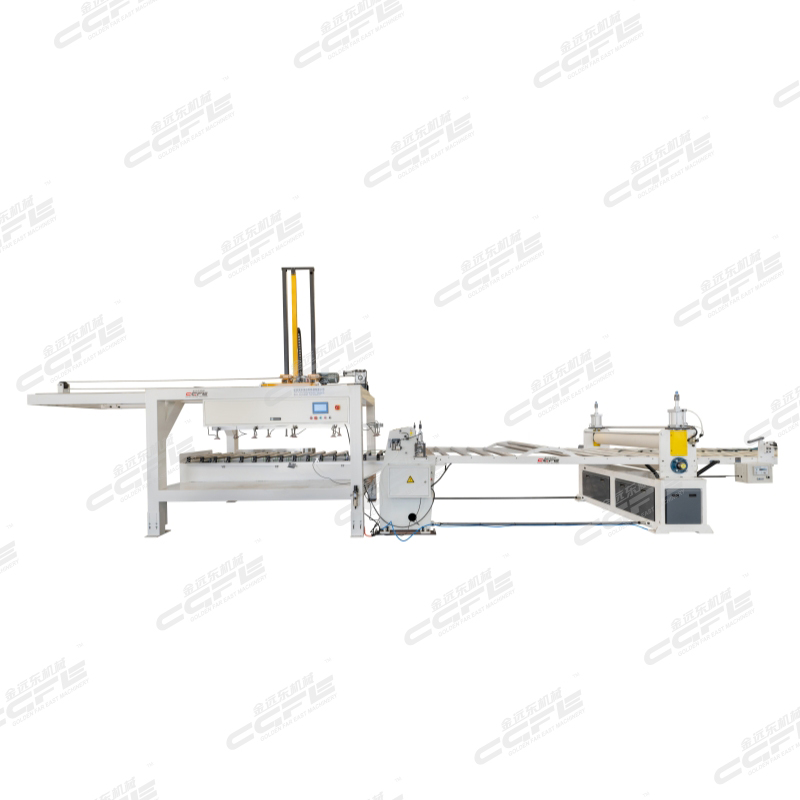
Розрізання тягове: Після плавного транспортування багатоканальним тяговим пристроєм матеріал розрізається на дошки фіксованої довжини за допомогою вертикальної та горизонтальної установки для різання.
Ламінування / Термоперенесення (опціонально): Можуть виконуватися процеси онлайн-ламінування (нанесення декоративної плівки) або термопередачі для отримання реалістичного ефекту мармурової текстури.
Технологія з високим ступенем наповнення, зниження витрат:
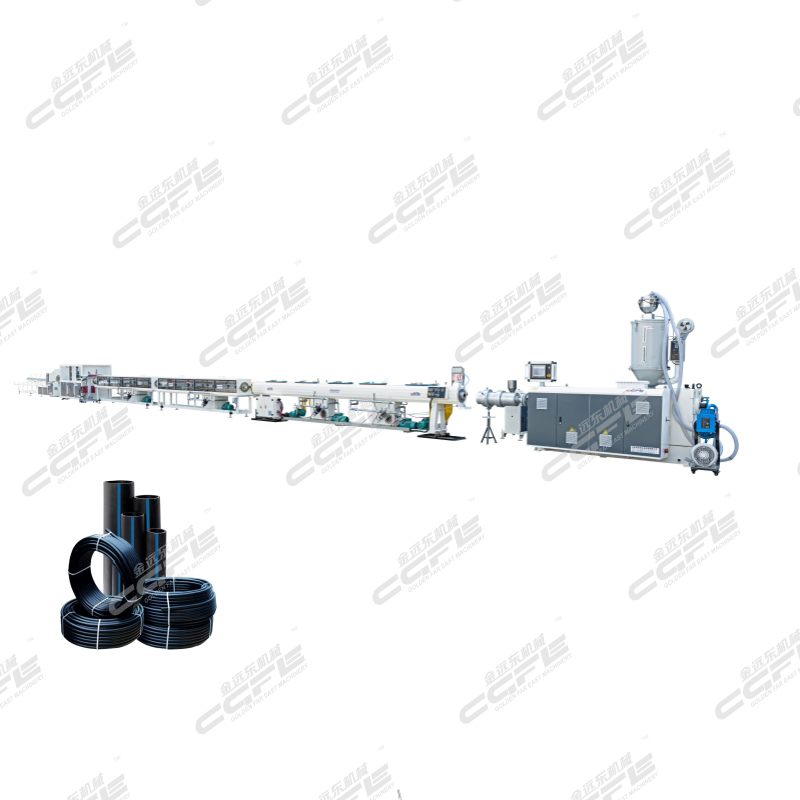
Виробнича лінія використовує спеціально розроблені гвинти та циліндри, які мають виняткові можливості змішування і здатні витримувати наповнення карбонатом кальцію до 70% або більше. Це не лише значно зменшує вартість сировини (зменшуючи кількість використаного ПВХ-смоли), але й помітно підвищує жорсткість та ударну міцність дошок.
Екологічно чистий та безпечний, нуль формальдегіду:
Процес виробництва не передбачає використання клею для склеювання, а готові плити не містять шкідливих речовин, таких як формальдегід та бензен, відповідають екологічним стандартам рівня ENF. Це справжні матеріали «встановлюй і заселяй».
Висока чіткість і багата текстура:
У поєднанні з прецизійними тисненими валами або високоякісними декоративними плівками готові плити мають виражену прозорість текстури, імітація натурального мармуру досягає понад 95%. Крім того, малюнки можна гнучко налаштовувати відповідно до потреб ринку (наприклад, джазова біла, темносіра сітка тощо).
Відмінні характеристики та висока довговічність:
Готові плити характеризуються вогнетривкістю (клас B1), водонепроникністю та вологостійкістю, стійкістю до зносу, подряпин і витікання кольору. Порівняно з натуральним каменем вони легші, менше схильні до пошкодження, простіші у транспортуванні та монтажі.
Система управління |
Система керування PLC Siemens |
Модель екструдера |
SJZ80/156 |
Потужність головного мотора (кВт) |
55 |
Видача (кг/год) |
400 |
гніздо |
Ширина: 1300 мм Товщина може регулюватися |
Каландр |
Чотиривалковий каландр |
Гаряче тиснення в лінію |
Так |
Вивантаження продуктів |
Укладання роботом автоматично |
УФ установка |
Варіант |
Мішалка |
Варіант |
Система управління |
Система керування PLC Siemens |
Модель екструдера |
SJZ92/188 |
Потужність головного мотора (кВт) |
110 |
Видача (кг/год) |
800 |
гніздо |
Ширина: 1300 мм Товщина може регулюватися |
Каландр |
Чотиривалковий каландр |
Гаряче тиснення в лінію |
Так |
Вивантаження продуктів |
Укладання роботом автоматично |
УФ установка |
Варіант |
Мішалка |
Варіант |
У цій галузі суть конкуренції полягає в **«здатності пластифікації за умов високого наповнення» та «формуванні контролю широких листів»**.
1. Технологія високонаповненого змішування
Проблемні питання: Для зниження витрат клієнти мають збільшувати частку карбонату кальцію (кам’яного порошку). Однак, коли ступінь наповнення звичайних гвинтів перевищує 60%-65%, можуть виникнути проблеми, такі як погана пластифікація, розшарування листів та підроблення поверхні.
Конкурентна перевага:
Особлива конфігурація гвинта: Підкреслюється, що ваш гвинт має потужний зсувний і диспергуючий дизайн (наприклад, модульний гвинт або спеціальні елементи для змішування), що забезпечує мікродиспергування матеріалів за високого крутного моменту, гарантує щільність плити й відсутність розшарування навіть при ступені наповнення 70% або більше.
Редуктор з високим крутним моментом: обладнаний редуктором з загартованих зубчастих коліс з високим крутним моментом, має високу ефективність передачі потужності та може витримувати значний опір матеріалів із високим ступенем заповнення, що робить його менш схильним до зупинки.
2. Контроль товщини та плоскості широких плит (ключовий фактор якості)
Проблемні аспекти: плити з імітацією мармуру зазвичай мають ширину 1220 мм або навіть більше. Після екструзії плити схильні до утворення «краю листка лотоса» (хвилясті краї з обох боків), є товщими посередині та тоншими з боків або деформуються після охолодження.
Конкурентна перевага:
Форма з оптимізованим каналом течії: особлива увага приділяється використанню підвісної або риб'ячої хвостової конструкції внутрішніх каналів течії форми, оснащеної гнучкими регулювальними болтами. Це дозволяє клієнтам точно налаштовувати відкриття крайки форми під час виробництва, чітко контролюючи варіації товщини листового матеріалу (похибка контролюється в межах ±0,05 мм).
Система регулювання температури: Головка матриці використовує зонне нагрівання та контроль температури, поєднане з високоточним контролем температури тривалкового календра, що забезпечує поверхню плити такою гладкою, як дзеркало, без будь-яких слідів течії або текстури «помаранчевої шкірки».
3. Ефективний та енергозберігаючий дизайн (експлуатаційні витрати)
Проблема: Поточна вартість електроенергії дуже висока, а екструдер є «пожирачем енергії».
Конкурентні переваги:
Електромагнітний нагрів / литий алюмінієвий нагрів: У порівнянні з традиційними керамічними нагрівальними котушками досягається ефект економії енергії понад 20%.
Система вакуумного відсмоктування: Високоефективна багатоступенева вакуумна система не лише видаляє вологу та леткі компоненти з матеріалу, запобігаючи утворенню бульбашок у плиті, але й підвищує ефективність пластичного формування та скорочує цикл виробництва.
Поточні ринкові тенденції швидко змінюються, і клієнтам потрібен один пристрій, здатний виробляти кілька продуктів, щоб впоратися з коливаннями на ринку.

Авторське право © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. Усі права захищені.