Home > PRODUCTS > Plastic Sheet / Board Production Line > PVC Marble Sheet Production Line
Place of Origin: |
Jiangsu, China |
Brand Name: |
CGFE |
Model Number: |
SJZ80/156 or SJSZ92/188 |
Certification: |
CE, ISO9001 |
Minimum Order Quantity: |
1set |
Price: |
USD 90000 or USD 120000 |
Packaging Details: |
Wood pallet, PE film package. |
Delivery Time: |
30 days after receipt of deposit |
Payment Terms: |
FOB, CFR, CIF, DAP, etc. |
Supply Ability: |
20 sets each month |
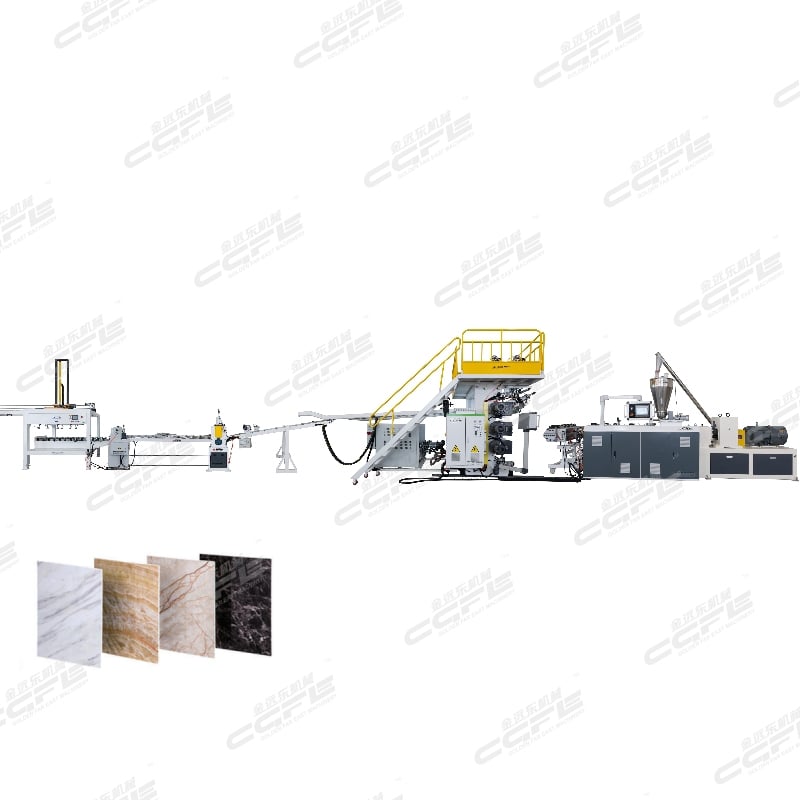
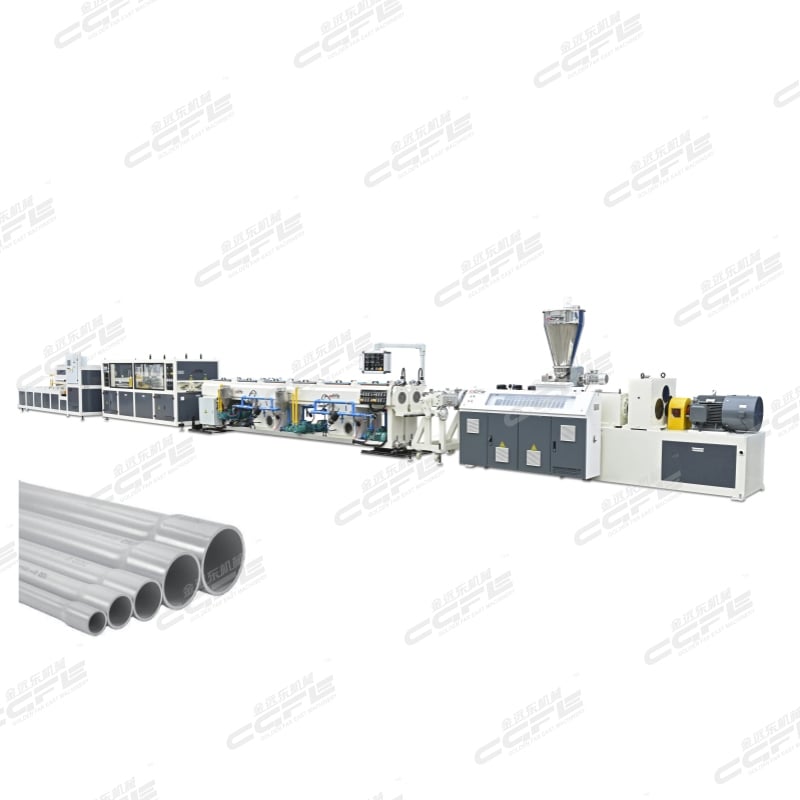
This production line is a high-tech automated equipment specifically designed to replace natural stone materials. It is primarily used for producing PVC imitation marble decorative boards, SPC flooring substrates, and various stone-plastic furniture panels. The equipment utilizes advanced conical twin extrusion technology and co-extrusion/laminating processes, which enable the perfect integration of stone powder (calcium carbonate) and PVC resin, producing a new type of environmentally friendly decorative material with natural marble texture, high hardness, zero formaldehyde, and a cost significantly lower than that of natural stone materials.
The entire production line adopts a PLC central control system, achieving a fully automated process from raw materials to finished products:
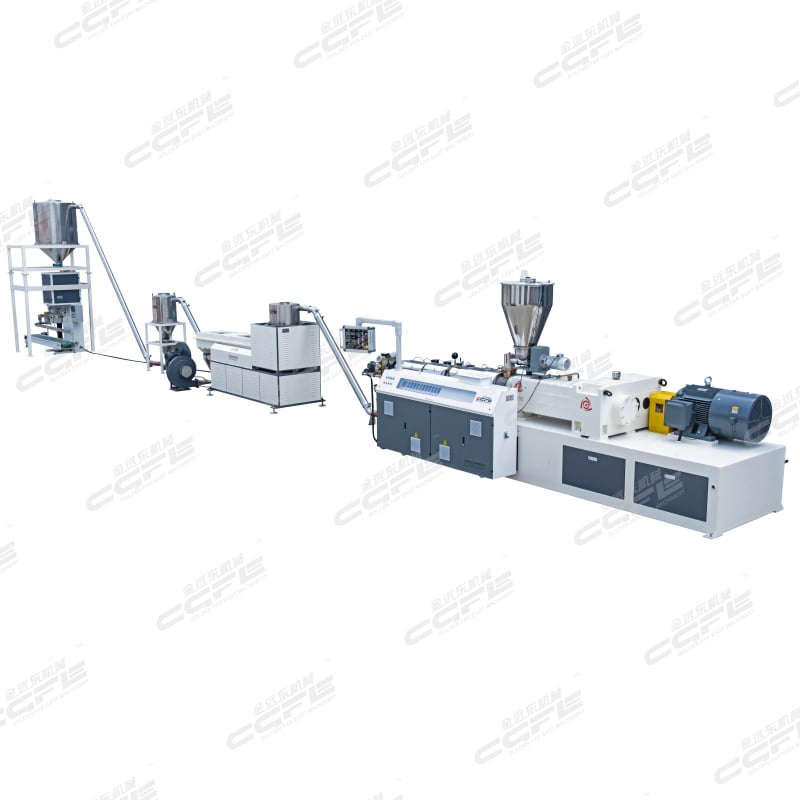
High-speed mixing: PVC resin, heavy calcium carbonate (stone powder), stabilizer, and additives are mixed together in a high-speed mixer in precise proportions, undergoing both hot and cold mixing processes.
Metering feeding: By utilizing a high-precision weight-loss metering scale, the stability of raw material ratios is ensured, guaranteeing uniform quality of the board.
Conical twin-screw extrusion: The material enters the conical twin-screw extruder for melting and plasticization (designed for the characteristics of high-filled stone powder, with good plasticization effect and high output).
Mold forming: The melt is cast into a slab through a hanger-type mold.
Three-roller calendering: The slab undergoes surface shaping and thickness control through a three-roller calender.
Traction cutting: After being smoothly transported by a multi-track traction machine, the material is cut into fixed-length boards by a vertical and horizontal cutting machine.
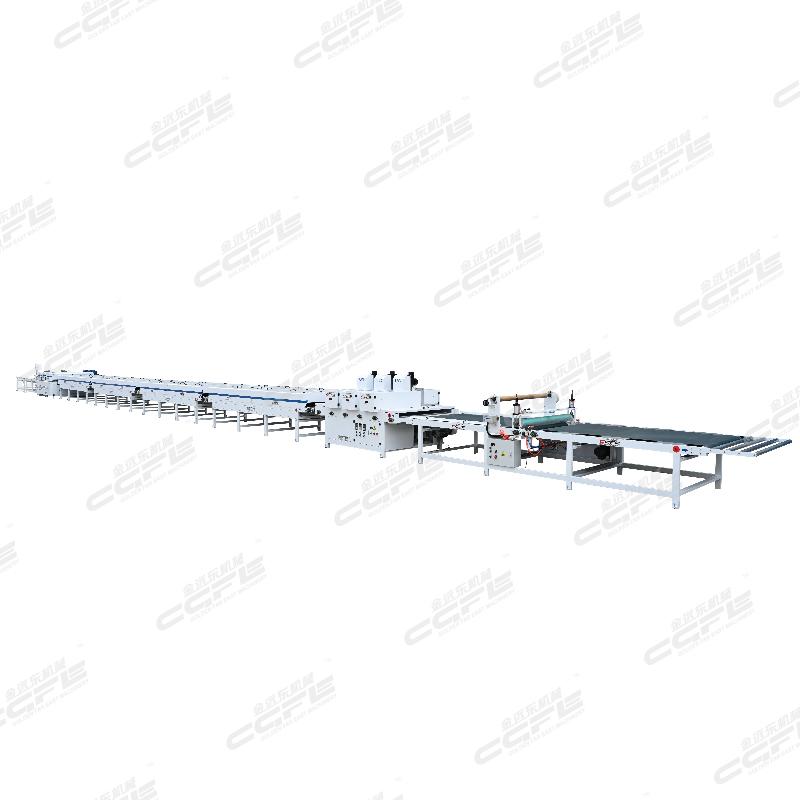
Lamination / Transfer Printing (Optional): Online lamination (applying decorative film) or thermal transfer printing processes can be conducted to achieve a realistic marble texture effect.
High filling technology, reducing costs:
The production line utilizes specially designed screws and barrels, boasting exceptional mixing capabilities and capable of withstanding calcium carbonate fillings of up to 70% or more. This not only significantly reduces raw material costs (by decreasing the amount of PVC resin used) but also notably enhances the rigidity and impact resistance of the boards.
Green and environmentally friendly, zero formaldehyde:
The production process does not involve the use of glue for bonding, and the finished boards contain no harmful substances such as formaldehyde and benzene, meeting ENF-level environmental standards. They are truly "ready-to-install, ready-to-live-in" materials.
High fidelity and rich texture:
Paired with precise embossing rollers or high-end decorative films, the finished boards exhibit a strong sense of texture transparency, achieving a simulation degree of over 95% of natural marble. Moreover, the patterns can be flexibly customized according to market demands (such as jazz white, dark gray mesh, etc.).
Excellent performance and strong durability:
The produced boards are characterized by fire resistance (B1 grade), waterproofing and moisture resistance, wear resistance, scratch resistance, and non-fading. Compared to natural stone, they are lighter, less prone to breakage, and easier to transport and install.
Control system |
Siemens PLC control system |
Extruder model |
SJZ80/156 |
Main motor power (kw) |
55 |
Output (kg/h) |
400 |
mold |
Width: 1300mm Thickness can be adjusted |
Calender |
Three rollers calender |
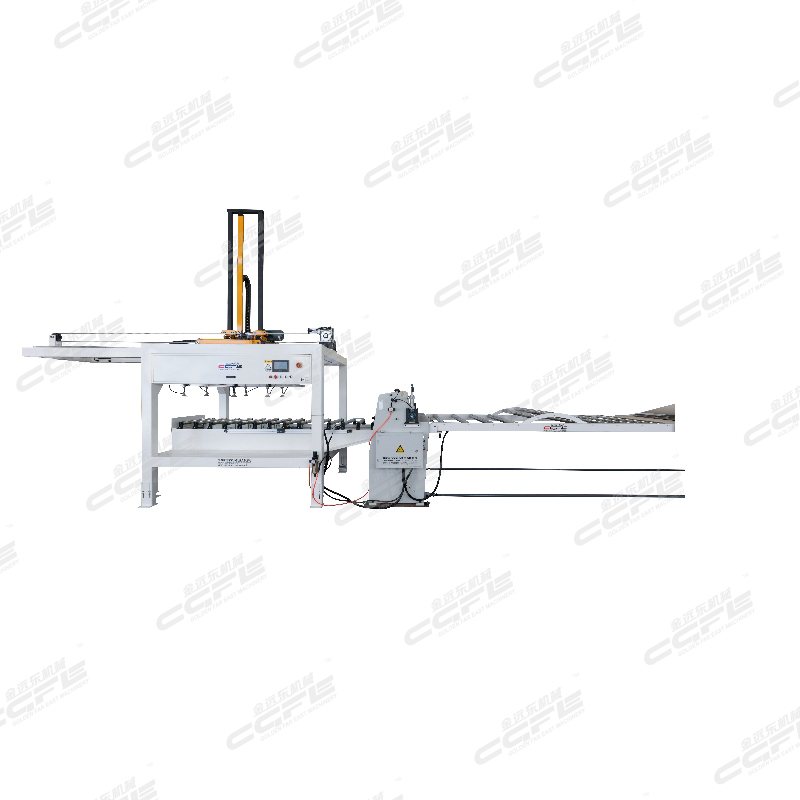
Hot stamping online |
Yes |
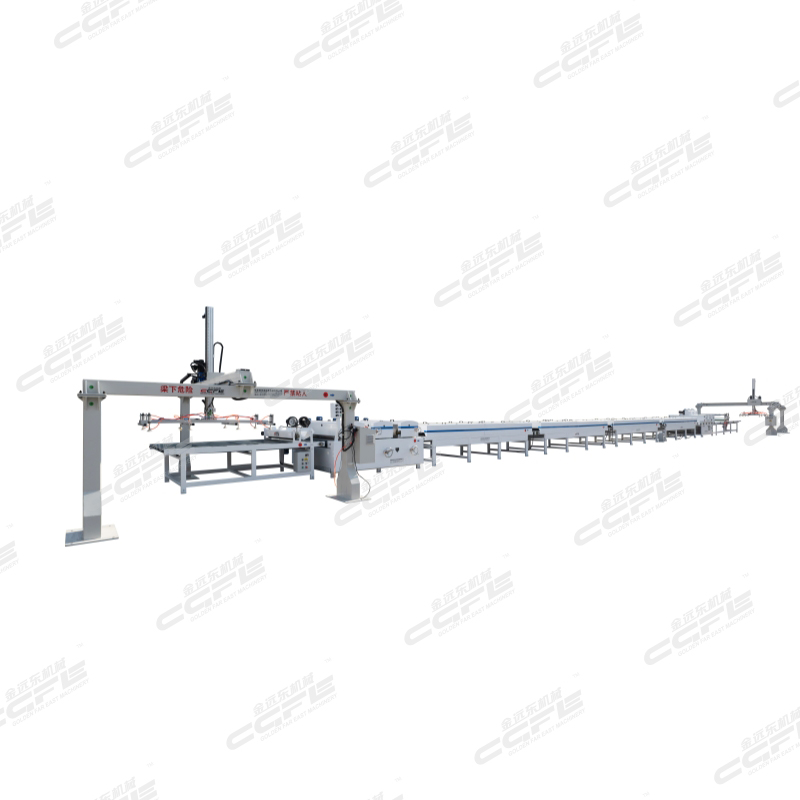
Discharge of products |
Stacking by robot automatically |
UV machine |
Option |
Mixer |
Option |
Control system |
Siemens PLC control system |
Extruder model |
SJZ92/188 |
Main motor power (kw) |
110 |
Output (kg/h) |
800 |
mold |
Width: 1300mm Thickness can be adjusted |
Calender |
Three rollers calender |
Hot stamping online |
Yes |
Discharge of products |
Stacking by robot automatically |
UV machine |
Option |
Mixer |
Option |
In this industry, the essence of competition lies in **"plasticizing ability under high filling conditions" and "shaping control of wide sheets"**.
1. High-filling mixing technology
Pain points: To reduce costs, customers must increase the proportion of calcium carbonate (stone powder). However, when the filling rate of ordinary screws exceeds 60%-65%, issues such as poor plasticization, sheet delamination, and pitting on the surface may occur.
Competitive advantage:
Special screw configuration: Emphasize that your screw adopts a strong shear and dispersion design (such as a modular screw or special mixing elements), which enables micro-dispersion of materials under high torque, ensuring that the board remains dense and non-layered even with a filling rate of 70% or higher.
High-torque gearbox: Equipped with a high-torque hardened gear reducer, it boasts high power transmission efficiency and can withstand the significant resistance from high-filled materials, making it less prone to stalling.
2. Thickness and flatness control of wide-width plates (quality lifeline)
Pain points: Imitation marble slabs typically have a width of 1220mm or even wider. After extrusion, the slabs are prone to developing "lotus leaf edges" (wavy edges on both sides), being thicker in the middle and thinner on both sides, or warping and deforming after cooling.
Competitive advantage:
Flow channel optimized mold: Emphasis is placed on the use of hanger-style or fish-tail design for the internal flow channels of the mold, equipped with flexible throttle bolts. This allows customers to fine-tune the mold lip opening during production, precisely controlling the thickness variation of the sheet material (with a tolerance controllable within ±0.05mm).
Temperature control system: The die head adopts zoned heating and temperature control, coupled with the high-precision temperature control of the three-roller calender, ensuring that the surface of the board is as smooth as a mirror, without any flow marks or orange peel texture.
3. Efficient and energy-saving design (operating costs)
Pain point: The current electricity cost is very high, and the extruder is a "power hog".
Competitive Advantages:
Electromagnetic heating / cast aluminum heating: Compared to traditional ceramic heating coils, it achieves an energy-saving effect of over 20%.
Vacuum exhaust system: High-efficiency multi-stage vacuum exhaust not only removes moisture and volatile components from the material, preventing bubbles in the board, but also enhances plasticizing efficiency and shortens the production cycle.
The current market trends are changing rapidly, and customers require a single device capable of producing multiple products to cope with market fluctuations.

Copyright © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. All rights reserved.