Главная страница > ПРОДУКЦИЯ > Линия Производства Пластиковых Листов / Плит > Линия производства мраморных листов PVC
Место происхождения: |
Цзянсу, Китай |
Название бренда: |
CGFE |
Номер модели: |
SJZ80/156 или SJSZ92/188 |
Сертификация: |
C, iso9001 |
Минимальное количество заказа: |
1сет |
Цена: |
90000 долларов США или 120000 долларов США |
Подробности упаковки: |
Деревянный поддон, упаковка пленкой PE |
Время доставки: |
30 дней после получения депозита |
Условия оплаты: |
FOB, CFR, CIF, DAP и др. |
Способность поставки: |
20 комплектов в месяц |
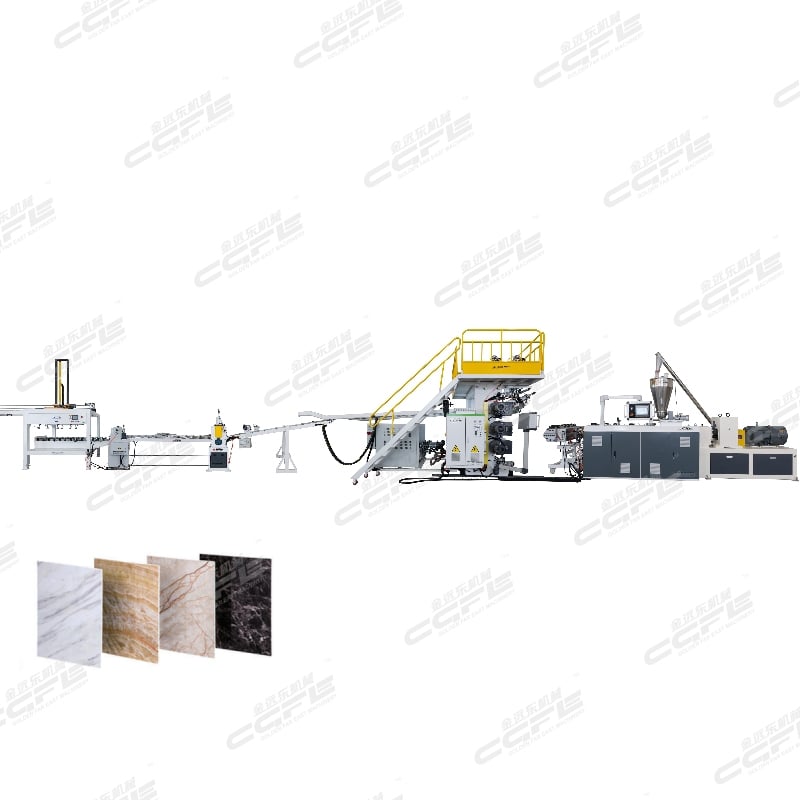
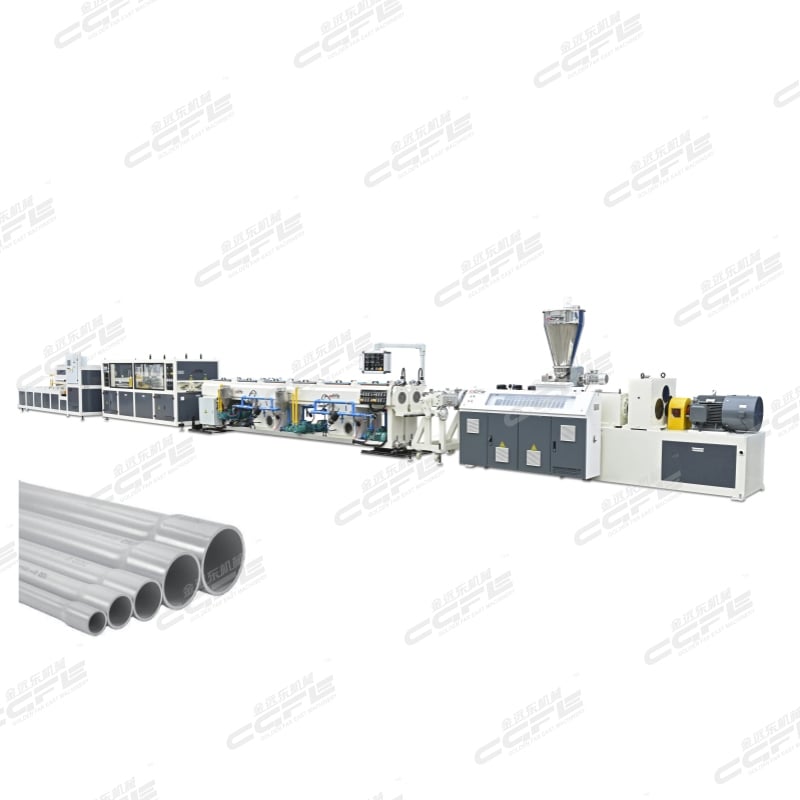
Данная производственная линия представляет собой высокотехнологичное автоматизированное оборудование, специально разработанное для замены натурального камня. Оно в основном используется для производства декоративных панелей из ПВХ под мрамор, оснований для напольных покрытий SPC и различных каменно-пластиковых плит для мебели. Оборудование использует передовую технологию конической двухчервячной экструзии и процессы коэкструзии/ламинирования, что позволяет идеально соединить каменную муку (карбонат кальция) и смолу ПВХ, получая новый вид экологически чистого декоративного материала с текстурой натурального мрамора, высокой твёрдостью, нулевым содержанием формальдегида и стоимостью значительно ниже, чем у материалов из натурального камня.
Вся производственная линия оснащена центральной системой управления на базе ПЛК, что обеспечивает полностью автоматизированный процесс от сырья до готовой продукции:
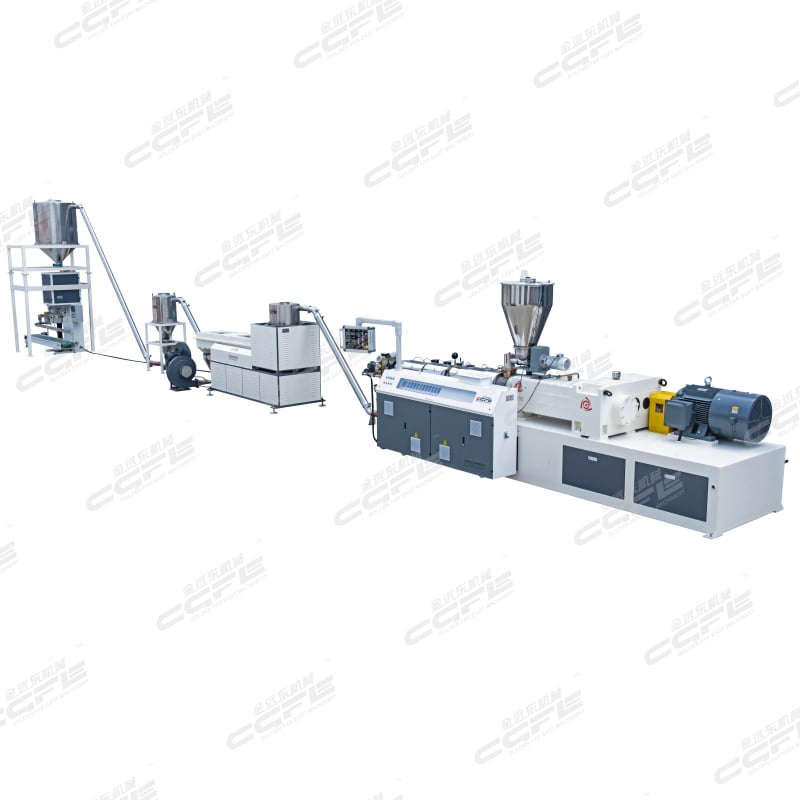
Высокоскоростное смешивание: смола ПВХ, тяжелый карбонат кальция (каменный порошок), стабилизатор и добавки смешиваются в высокоскоростном смесителе в точных пропорциях с применением как горячего, так и холодного смешивания.
Дозированная подача: с помощью высокоточных весовых дозаторов обеспечивается стабильность соотношения сырья, что гарантирует равномерное качество плиты.
Экструзия коническим двухшнековым экструдером: материал поступает в конический двухшнековый экструдер для плавления и пластификации (специально разработан для работы с высоким содержанием каменного порошка, обеспечивает хороший эффект пластификации и высокую производительность).
Формование матрицей: расплав формуется в плиту через литниковую матрицу.
Каландрование тремя валами: плита проходит формирование поверхности и контроль толщины на трехвалковом каландре.
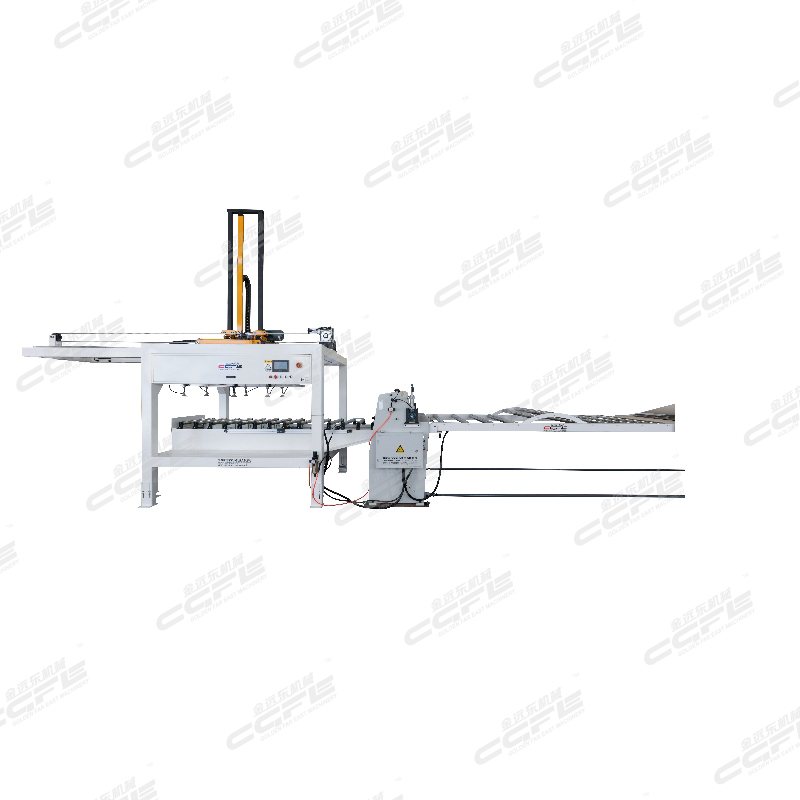
Резка тяги: после плавной транспортировки многоступенчатой машиной тяги материал разрезается на доски фиксированной длины вертикальной и горизонтальной режущей машиной.
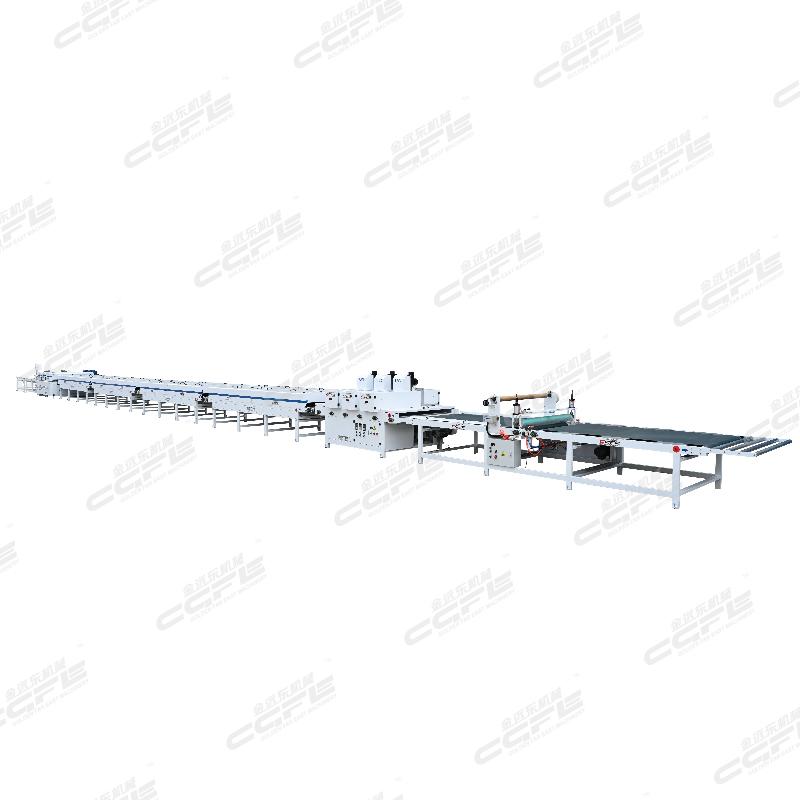
Ламинирование / Термоперенос (опционально): могут выполняться процессы онлайн-ламинирования (нанесение декоративной пленки) или термопереноса для достижения реалистичного эффекта мраморной текстуры.
Высокая степень наполнения, снижение затрат:
Производственная линия использует специально разработанные шнеки и цилиндры, обладающие исключительными возможностями смешивания и способные выдерживать наполнение карбонатом кальция до 70% и более. Это не только значительно снижает стоимость сырья (за счёт уменьшения количества используемой ПВХ-смолы), но и заметно повышает жесткость и ударную стойкость досок.
Экологически чистый и безопасный, без формальдегида:
Производственный процесс не предусматривает использование клея для склеивания, а готовые плиты не содержат вредных веществ, таких как формальдегид и бензол, соответствуют экологическим стандартам класса ENF. Это по-настоящему «готовые к установке, готовые к проживанию» материалы.
Высокая достоверность и насыщенная текстура:
В паре с точными тиснёными валками или высококачествёнными декоративными пленками готовые плиты обладают ярко выраженной прозрачной текстурой, имитация достигает более чем 95% натурального мрамора. Кроме того, рисунки могут гибко настраиваться в соответствии с рыночным спросом (например, джазовый белый, тёмная серая сетка и т.д.).
Отличные эксплуатационные характеристики и высокая долговечность:
Изготовленные плиты отличаются огнестойкостью (класс B1), водонепроницаемостью и влагостойкостью, устойчивостью к износу, царапинам и выцветанию. По сравнению с натуральным камнем они легче, менее подвержены повреждениям и удобнее в транспортировке и монтаже.
Система управления |
Система управления ПЛК Siemens |
Модель экструдера |
SJZ80/156 |
Мощность основного двигателя (кВт) |
55 |
Производительность (кг/ч) |
400 |
мох |
Ширина: 1300 мм Толщина может быть отрегулирована |
Календарь |
Каландр с тремя валами |
Горячее тиснение в линию |
Да |
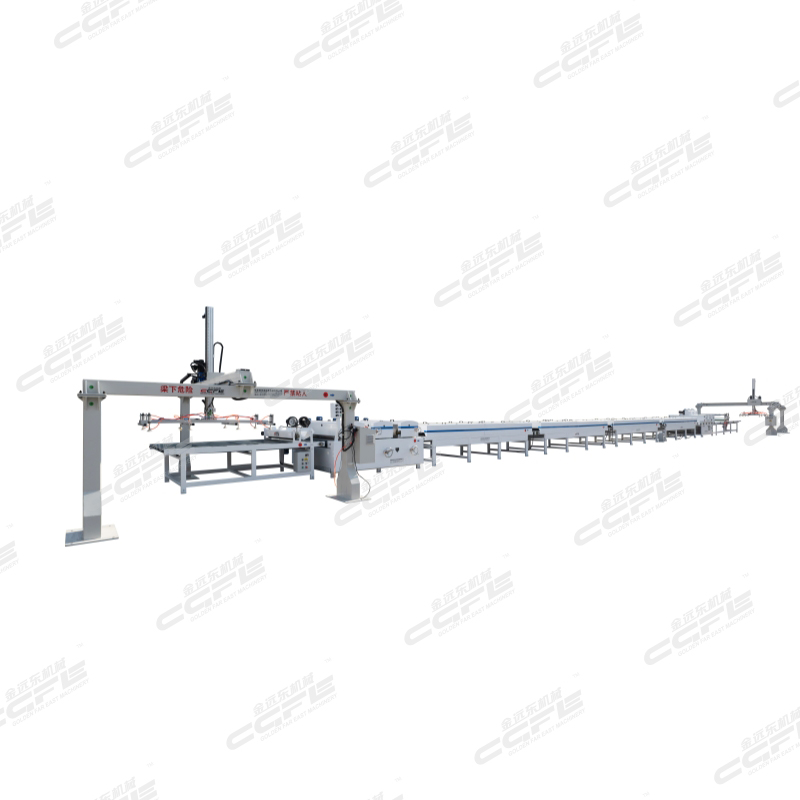
Выгрузка продукции |
Автоматическая укладка роботом |
УФ машина |
Опция |
Миксер |
Опция |
Система управления |
Система управления ПЛК Siemens |
Модель экструдера |
SJZ92/188 |
Мощность основного двигателя (кВт) |
110 |
Производительность (кг/ч) |
800 |
мох |
Ширина: 1300 мм Толщина может быть отрегулирована |
Календарь |
Каландр с тремя валами |
Горячее тиснение в линию |
Да |
Выгрузка продукции |
Автоматическая укладка роботом |
УФ машина |
Опция |
Миксер |
Опция |
В данной отрасли суть конкуренции заключается в **«способности к пластикату при высоких показателях наполнения» и «контроле формования широких листов»**.
1. Технология смешивания с высоким наполнением
Болевые точки: Для снижения затрат клиенты вынуждены увеличивать долю карбоната кальция (каменной муки). Однако при превышении показателя наполнения обычных шнеков 60%–65%, могут возникать проблемы, такие как плохая пластикация, расслоение листов и появление точечных дефектов на поверхности.
Конкурентное преимущество:
Особая конфигурация шнека: Подчеркните, что ваш шнек имеет конструкцию с сильным сдвиговым и диспергирующим эффектом (например, модульный шнек или специальные элементы для смешивания), что обеспечивает микродисперсию материалов при высоком крутящем моменте и позволяет сохранять плотность плиты без расслоения даже при степени наполнения 70% и выше.
Редуктор с высоким крутящим моментом: оснащен закаленным редуктором с высоким крутящим моментом, отличается высокой эффективностью передачи мощности и способен выдерживать значительное сопротивление со стороны сильно наполненных материалов, что делает его менее склонным к остановке.
2. Контроль толщины и плоскостности широких плит (ключевой фактор качества)
Проблемные места: плиты имитации мрамора обычно имеют ширину 1220 мм или еще больше. После экструзии у плит возникает склонность к образованию «краев в виде листа лотоса» (волнистые края с обеих сторон), утолщение в центре и утоньшение по краям, а также коробление и деформация после охлаждения.
Конкурентное преимущество:
Форма с оптимизированным каналом потока: особое внимание уделяется использованию подвесной или «рыбьего хвоста» конструкции внутренних каналов формы, оснащенной гибкими дроссельными болтами. Это позволяет клиентам точно регулировать зазор губки формы в процессе производства, обеспечивая точный контроль вариаций толщины листового материала (с допуском, контролируемым в пределах ±0,05 мм).
Система контроля температуры: головка матрицы использует зональный нагрев и контроль температуры, в сочетании с высокоточным контролем температуры трехвалкового каландра, что обеспечивает поверхность плиты, гладкую как зеркало, без следов течения или текстуры «апельсиновой корки».
3. Эффективный и энергосберегающий дизайн (эксплуатационные расходы)
Проблема: текущая стоимость электроэнергии очень высока, а экструдер является «пожирателем энергии».
Конкурентные преимущества:
Электромагнитный нагрев / литой алюминиевый нагрев: по сравнению с традиционными керамическими нагревательными катушками достигается энергосберегающий эффект более чем на 20%.
Система вакуумной вытяжки: высокоэффективная многоступенчатая вакуумная вытяжка не только удаляет влагу и летучие компоненты из материала, предотвращая образование пузырей в плите, но и повышает эффективность пластикации и сокращает производственный цикл.
Текущие рыночные тенденции быстро меняются, и клиентам требуется одно устройство, способное производить несколько продуктов для адаптации к колебаниям рынка.

© ООО «Чжанцзягань Голден Фар Ист Машинери», 2026. Все права защищены.