Página Inicial > PRODUTOS > Linha De Produção De Chapa / Placa Plástica > Linha de Produção de Chapas de Mármore PVC
Local de origem: |
Jiangsu, China |
Nome da marca: |
CGFE |
Número do Modelo: |
SJZ80/156 ou SJSZ92/188 |
Certificação: |
C, iso9001 |
Quantidade Mínima de Pedido: |
1 conjunto |
Preço: |
USD 90000 ou USD 120000 |
Detalhes da Embalagem: |
Palete de madeira, embalagem com filme PE. |
Prazo de Entrega: |
30 dias após o recebimento do depósito |
Condições de Pagamento: |
FOB, CFR, CIF, DAP, etc. |
Capacidade de Fornecimento: |
20 conjuntos por mês |
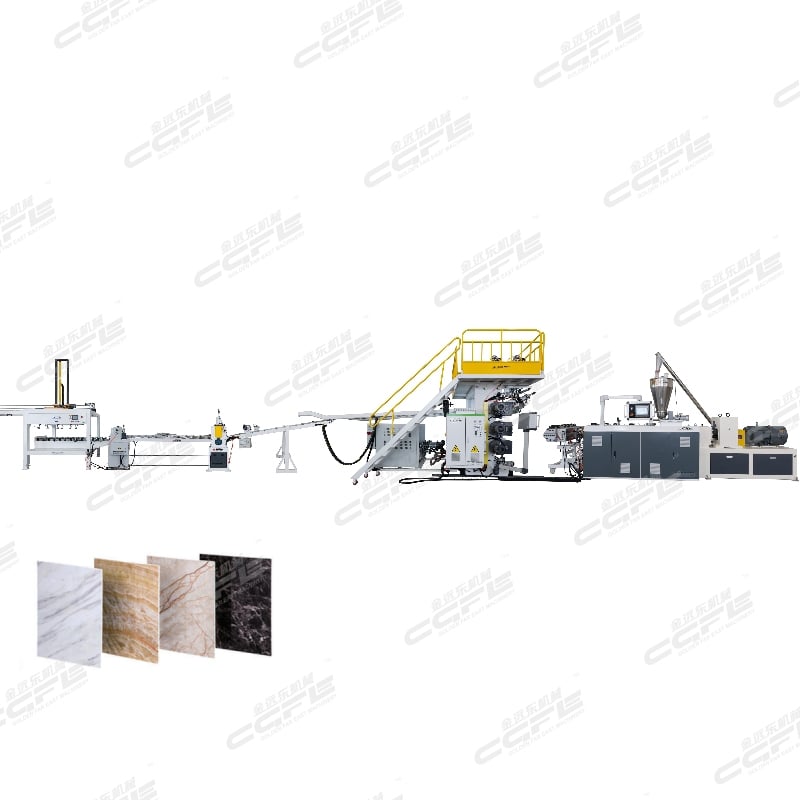
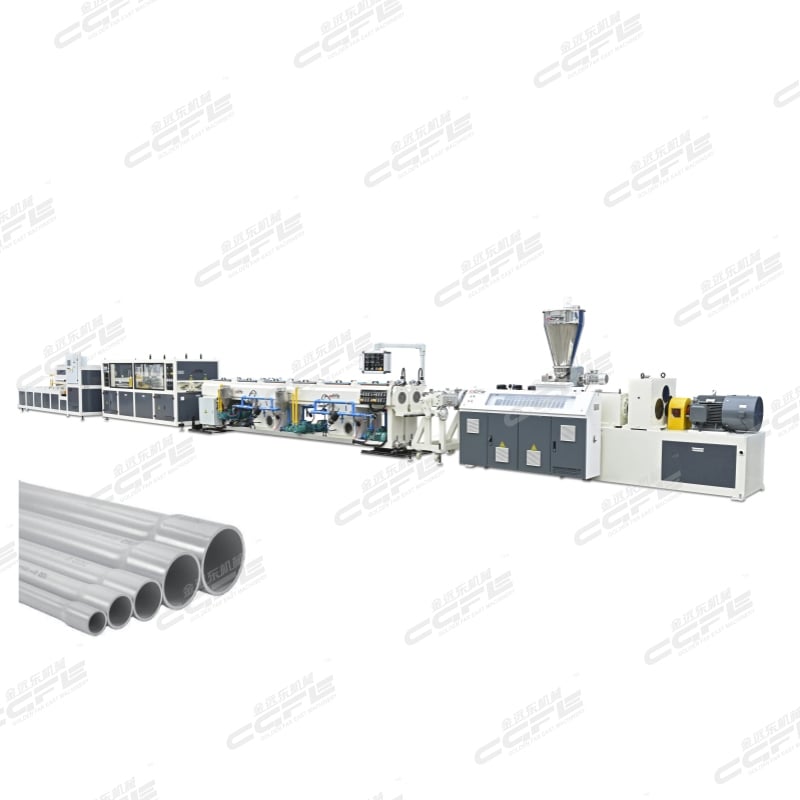
Esta linha de produção é um equipamento automatizado de alta tecnologia especificamente projetado para substituir materiais de pedra natural. É utilizada principalmente na produção de painéis decorativos de imitação de mármore em PVC, substratos para pisos SPC e diversos painéis de mobiliário em pedra-plástico. O equipamento utiliza tecnologia avançada de extrusão dupla cônica e processos de co-extrusão/laminação, permitindo a integração perfeita entre pó de pedra (carbonato de cálcio) e resina PVC, produzindo um novo tipo de material decorativo ecológico com textura semelhante à do mármore natural, alta dureza, zero formaldeído e custo significativamente inferior ao dos materiais de pedra natural.
Toda a linha de produção adota um sistema de controle central PLC, alcançando um processo totalmente automatizado desde matérias-primas até produtos acabados:
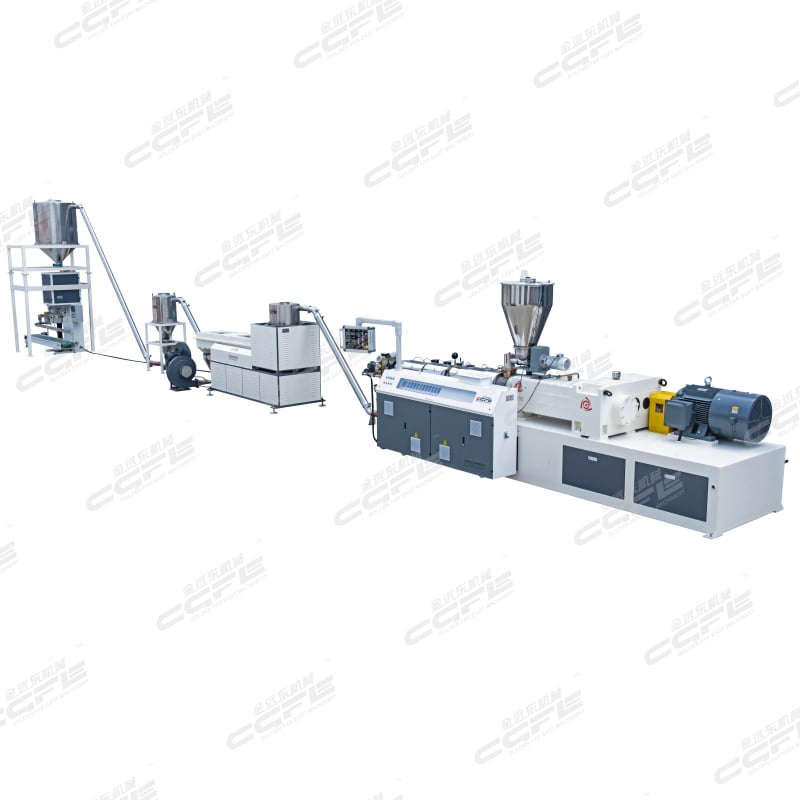
Mistura rápida: A resina de PVC, carbonato de cálcio pesado (pó de pedra), estabilizador e aditivos são misturados juntos em um misturador de alta velocidade em proporções precisas, passando por processos de mistura quente e fria.
Alimentação dosimétrica: Ao utilizar uma balança dosadora de alta precisão por perda de peso, garante-se a estabilidade das proporções das matérias-primas, assegurando qualidade uniforme da placa.
Extrusão com duplo parafuso cônico: O material entra no extrusor com duplo parafuso cônico para fusão e plastificação (projetado para as características do alto teor de pó de pedra, com bom efeito de plastificação e alta produtividade).
Conformação por molde: O material fundido é moldado em forma de placa através de um molde do tipo suspenso.
Calandragem com três rolos: A placa passa pelo calandramento com três rolos para conformação superficial e controle de espessura.
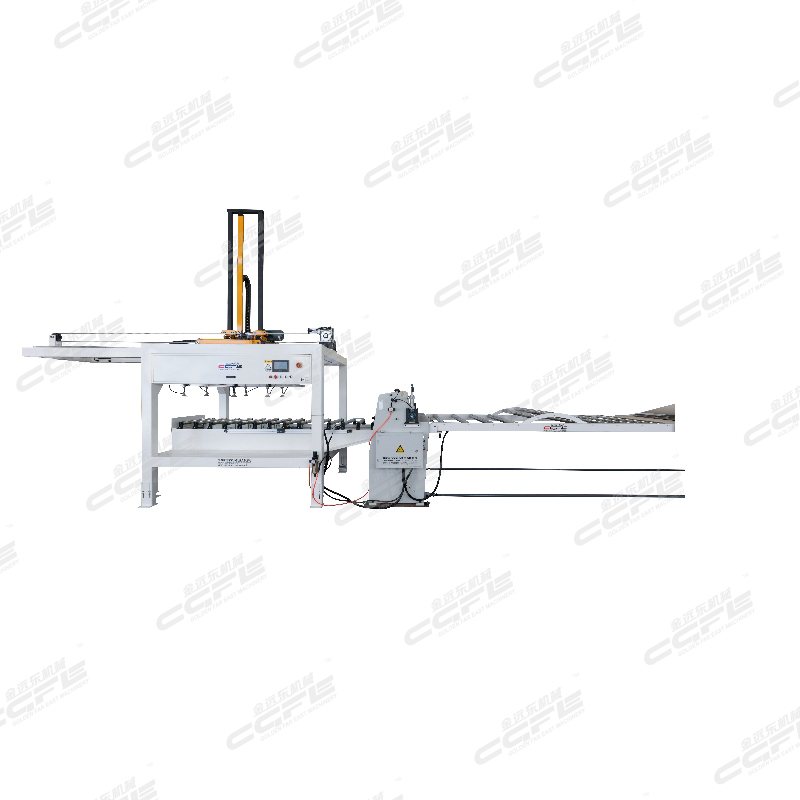
Corte de tração: Após ser transportado suavemente por uma máquina de tração multicanal, o material é cortado em placas de comprimento fixo por uma máquina de corte vertical e horizontal.
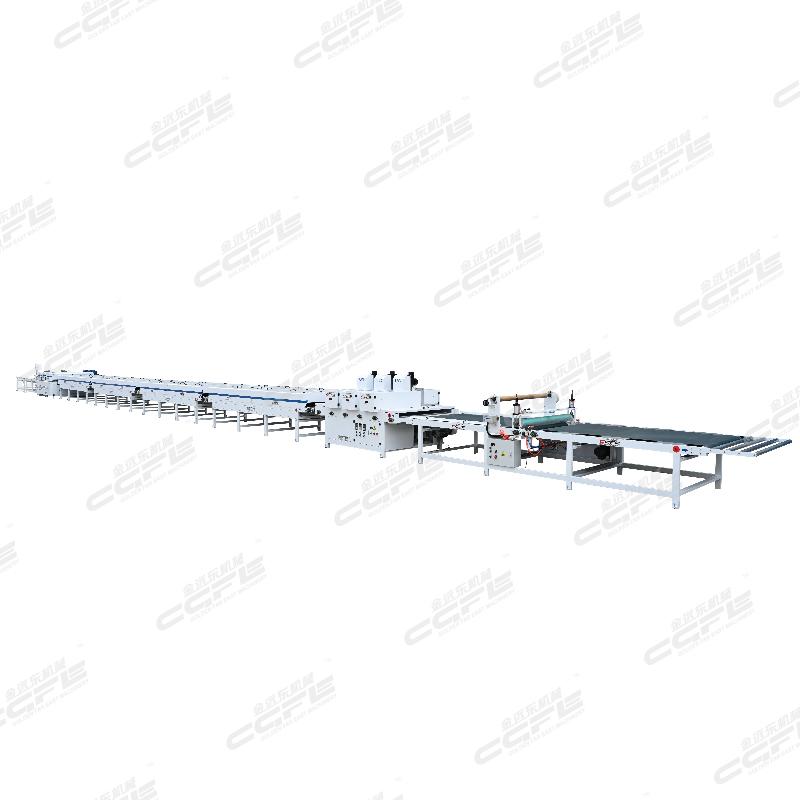
Laminação / Impressão por Transferência (Opcional): Podem ser realizados processos de laminação online (aplicação de filme decorativo) ou impressão por transferência térmica para obter um efeito realista de textura de mármore.
Tecnologia de alto preenchimento, reduzindo custos:
A linha de produção utiliza parafusos e cilindros especialmente projetados, com excepcionais capacidades de mistura, capazes de suportar preenchimentos de carbonato de cálcio de até 70% ou mais. Isso não apenas reduz significativamente os custos de matéria-prima (diminuindo a quantidade de resina PVC utilizada), mas também melhora notavelmente a rigidez e a resistência ao impacto das placas.
Verde e ecologicamente correto, zero formaldeído:
O processo de produção não envolve o uso de cola para colagem, e as placas acabadas não contêm substâncias nocivas como formaldeído e benzeno, atendendo aos padrões ambientais de nível ENF. São verdadeiramente materiais "prontos para instalar, prontos para morar".
Alta fidelidade e textura rica:
Associadas a rolos de gofragem precisos ou películas decorativas de alta qualidade, as placas acabadas apresentam um forte senso de transparência texturizada, alcançando um grau de simulação superior a 95% do mármore natural. Além disso, os padrões podem ser personalizados flexivelmente de acordo com as demandas do mercado (como branco jazz, malha cinza escuro, etc.).
Desempenho excelente e grande durabilidade:
As placas produzidas são caracterizadas por resistência ao fogo (classe B1), impermeabilização e resistência à umidade, resistência ao desgaste, resistência a arranhões e ausência de desbotamento. Em comparação com a pedra natural, são mais leves, menos propensas a quebrar e mais fáceis de transportar e instalar.
Sistema de Controle |
Sistema de Controle Siemens PLC |
Modelo de Extrusora |
SJZ80/156 |
Potência do Motor Principal (kW) |
55 |
Saída (kg/h) |
400 |
molde |
Largura: 1300 mm Espessura pode ser ajustada |
Calendário |
Calandragem com três rolos |
Estampagem a quente online |
Sim |
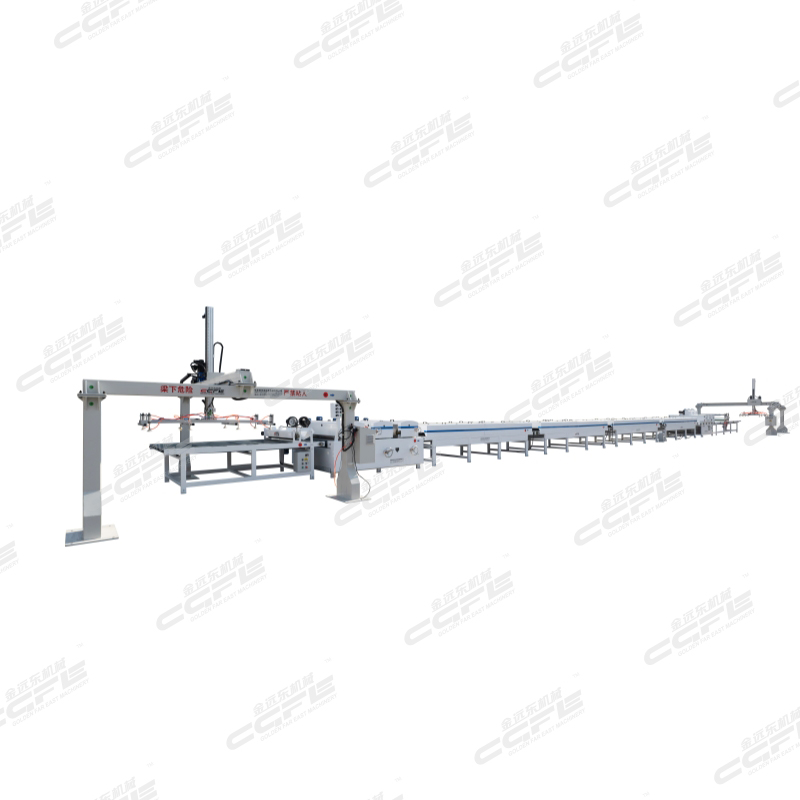
Descarga de produtos |
Empilhamento por robô automaticamente |
Máquina UV |
Opção |
Misturador |
Opção |
Sistema de Controle |
Sistema de Controle Siemens PLC |
Modelo de Extrusora |
SJZ92/188 |
Potência do Motor Principal (kW) |
110 |
Saída (kg/h) |
800 |
molde |
Largura: 1300 mm Espessura pode ser ajustada |
Calendário |
Calandragem com três rolos |
Estampagem a quente online |
Sim |
Descarga de produtos |
Empilhamento por robô automaticamente |
Máquina UV |
Opção |
Misturador |
Opção |
Neste setor, a essência da competição reside na **"capacidade de plastificação em condições de alto preenchimento" e "controle de moldagem de chapas largas"**.
1. Tecnologia de mistura com alto preenchimento
Pontos problemáticos: Para reduzir custos, os clientes precisam aumentar a proporção de carbonato de cálcio (pó de pedra). No entanto, quando a taxa de preenchimento de parafusos comuns ultrapassa 60%-65%, podem ocorrer problemas como má plastificação, delaminação das chapas e superfície com pitting.
Vantagem Competitiva:
Configuração especial do parafuso: Enfatize que seu parafuso adota um design de alta cisalhamento e dispersão (como um parafuso modular ou elementos especiais de mistura), o que permite a micro-dispersão dos materiais sob alto torque, garantindo que a chapa permaneça densa e sem delaminação mesmo com uma taxa de preenchimento de 70% ou superior.
Caixa de engrenagens de alto torque: Equipada com um redutor de engrenagens temperado de alto torque, possui alta eficiência na transmissão de potência e pode suportar a resistência significativa de materiais altamente preenchidos, tornando-se menos propensa a travamentos.
2. Controle de espessura e planicidade de chapas de grande largura (linha de qualidade vital)
Pontos problemáticos: As placas de mármore sintético normalmente têm uma largura de 1220 mm ou ainda maior. Após a extrusão, as placas tendem a desenvolver "bordas em forma de folha de lótus" (bordas onduladas em ambos os lados), sendo mais espessas no centro e mais finas nas laterais, ou apresentando empenamento e deformação após o resfriamento.
Vantagem Competitiva:
Molde com canal de fluxo otimizado: Dá-se ênfase ao uso de design tipo cabide ou cauda de peixe para os canais internos de fluxo do molde, equipado com parafusos reguladores flexíveis. Isso permite que os clientes ajustem finamente a abertura da boca do molde durante a produção, controlando com precisão a variação de espessura do material da chapa (com tolerância controlável dentro de ±0,05 mm).
Sistema de controle de temperatura: A cabeça da matriz adota aquecimento por zonas e controle de temperatura, combinado com o controle de temperatura de alta precisão do calendrador de três rolos, garantindo que a superfície da placa seja lisa como um espelho, sem marcas de fluxo ou textura tipo casca de laranja.
3. Design eficiente e econômico (custos operacionais)
Ponto problemático: O custo atual da eletricidade é muito alto, e a extrusora é um "consumidor excessivo de energia".
Vantagens Competitivas:
Aquecimento eletromagnético / aquecimento por alumínio fundido: Em comparação com as bobinas cerâmicas tradicionais, alcança um efeito de economia de energia superior a 20%.
Sistema de exaustão a vácuo: O exaustor a vácuo de múltiplos estágios de alta eficiência remove não apenas a umidade e componentes voláteis do material, prevenindo bolhas na placa, mas também melhora a eficiência de plastificação e reduz o ciclo de produção.
As tendências atuais do mercado estão mudando rapidamente, e os clientes exigem um único dispositivo capaz de produzir múltiplos produtos para lidar com as flutuações do mercado.

Direitos autorais © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. Todos os direitos reservados.