Homepage > PRODOTTI > Linea Di Produzione Per Lastre E Plinti In Plastica > Linea di produzione per lastre marmo PVC
Luogo di Origine: |
Jiangsu, Cina |
Nome del marchio: |
CGFE |
Numero di modello: |
SJZ80/156 o SJSZ92/188 |
Certificazione: |
C, iso9001 |
Quantità Minima di Ordine: |
1set |
Prezzo: |
USD 90000 o USD 120000 |
Dettagli Imballo: |
Pallet in legno, imballaggio con film in PE. |
Tempo di Consegna: |
30 giorni dopo ricevuta del deposito |
Condizioni di pagamento: |
FOB, CFR, CIF, DAP, ecc. |
Capacità di fornitura: |
20 set al mese |
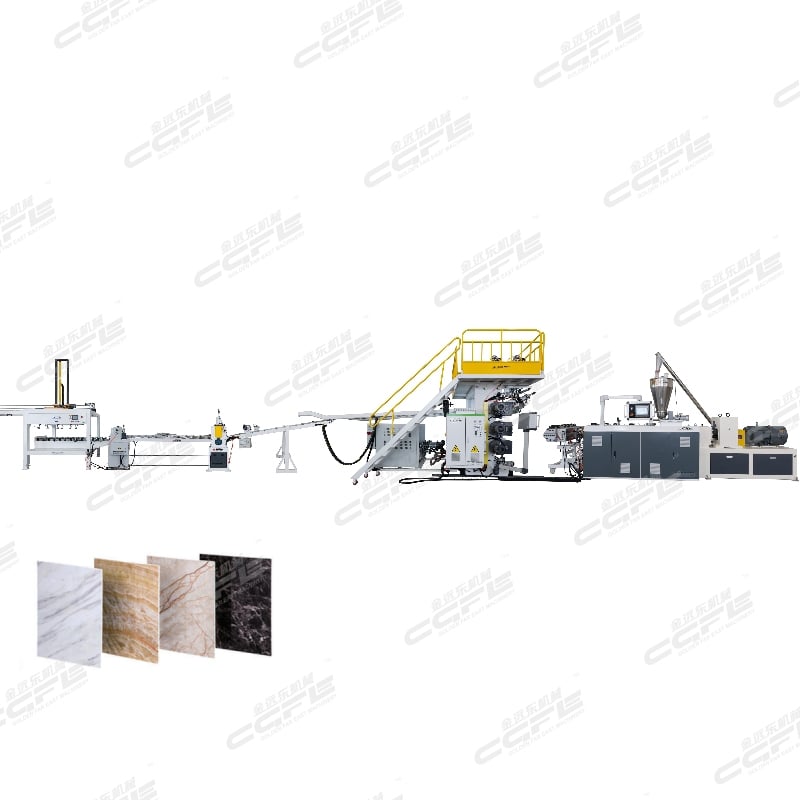
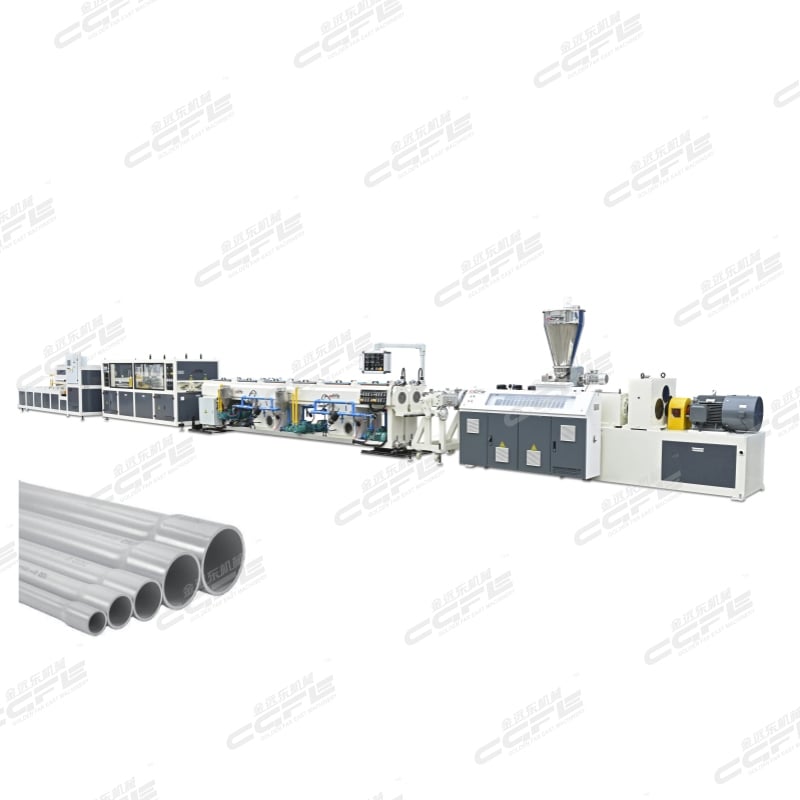
Questa linea di produzione è un'attrezzatura automatizzata ad alta tecnologia progettata specificamente per sostituire i materiali in pietra naturale. È principalmente utilizzata per la produzione di pannelli decorativi in PVC con effetto marmo, substrati per pavimenti SPC e vari pannelli per mobili in composito pietra-plastica. L'equipaggiamento utilizza una tecnologia avanzata di estrusione biconica gemellata e processi di co-estrusione/laminazione, che permettono l'integrazione perfetta tra polvere di pietra (carbonato di calcio) e resina PVC, producendo un nuovo tipo di materiale decorativo ecologico dotato di venature simili al marmo naturale, elevata durezza, formaldeide zero e un costo significativamente inferiore rispetto ai materiali in pietra naturale.
L'intera linea di produzione adotta un sistema di controllo centrale PLC, realizzando un processo completamente automatizzato dalla materia prima al prodotto finito:
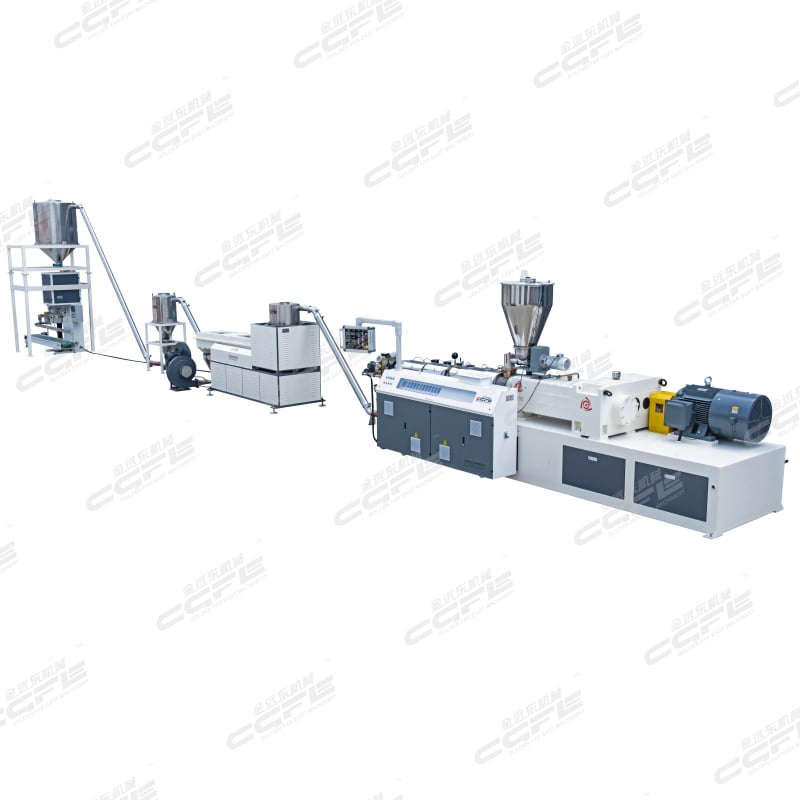
Miscelazione ad alta velocità: resina PVC, carbonato di calcio pesante (polvere di pietra), stabilizzante e additivi vengono miscelati insieme in un miscelatore ad alta velocità secondo proporzioni precise, sottoponendoli a processi sia caldi che freddi.
Alimentazione con dosaggio: utilizzando una bilancia di dosaggio perdapeso ad alta precisione, si garantisce la stabilità dei rapporti tra le materie prime, assicurando una qualità uniforme della tavola.
Estrusione con doppia vite conica: il materiale entra nell'estrusore con doppia vite conica per la fusione e la plastificazione (progettato per le caratteristiche della polvere di pietra altamente caricata, con ottimo effetto di plastificazione e alta produttività).
Formatura con stampo: il materiale fuso viene colato in una lastra attraverso uno stampo di tipo portante.
Calandratura a tre rulli: la lastra subisce una profilatura superficiale e un controllo dello spessore mediante una calandra a tre rulli.
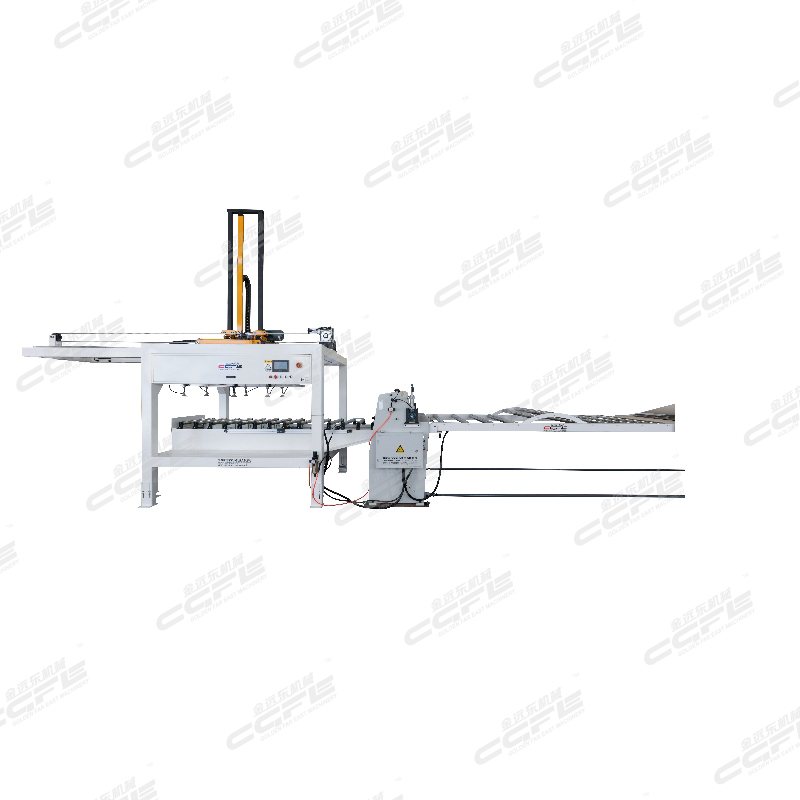
Taglio di trazione: Dopo essere stato trasportato in modo uniforme da una macchina di trazione a più rulli, il materiale viene tagliato in lastre di lunghezza fissa da una macchina per il taglio verticale e orizzontale.
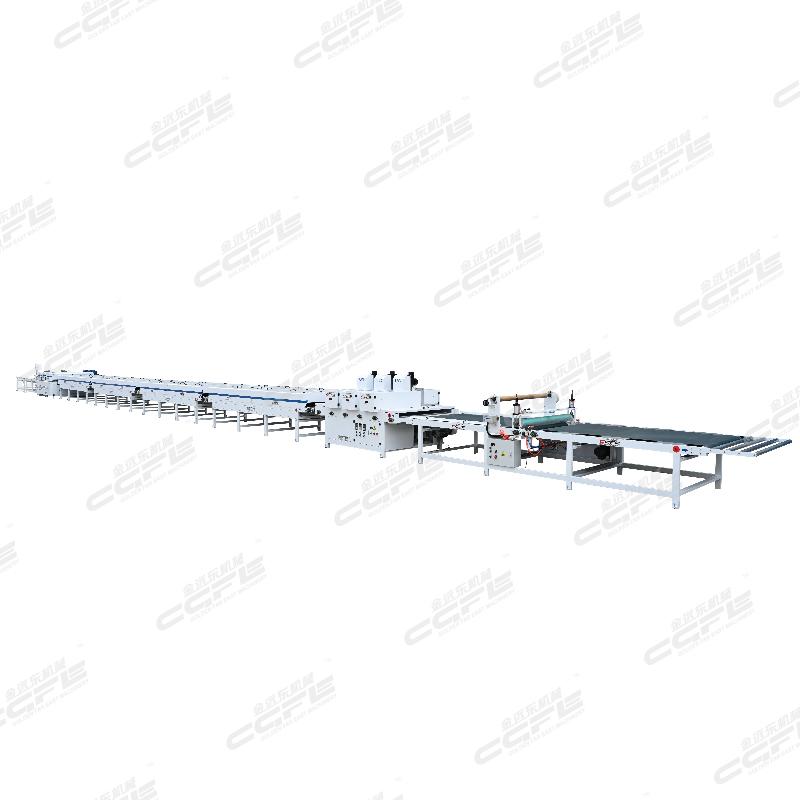
Laminazione / Stampa per transfer (opzionale): È possibile effettuare online la laminazione (applicazione di pellicola decorativa) o processi di stampa termica per ottenere un effetto realistico simile alla texture del marmo.
Tecnologia ad alto riempimento, riduzione dei costi:
La linea di produzione utilizza viti e cilindri appositamente progettati, dotati di eccezionali capacità di miscelazione e in grado di sopportare riempimenti di carbonato di calcio fino al 70% o oltre. Questo non solo riduce significativamente i costi delle materie prime (diminuendo la quantità di resina PVC utilizzata), ma migliora anche in modo notevole la rigidità e la resistenza agli urti delle lastre.
Verde ed ecologico, zero formaldeide:
Il processo produttivo non prevede l'uso di colla per l'incollaggio e i pannelli finiti non contengono sostanze nocive come formaldeide e benzene, rispettando gli standard ambientali di livello ENF. Sono materiali veramente "pronti per essere installati, pronti per essere abitati".
Alta fedeltà e ricca texture:
Abbinati a rulli goffratori precisi o a film decorativi di alta gamma, i pannelli finiti presentano un forte senso di trasparenza tattile, raggiungendo un grado di simulazione superiore al 95% del marmo naturale. Inoltre, le fantasie possono essere personalizzate flessibilmente in base alle esigenze del mercato (ad esempio bianco jazz, griglia grigio scuro, ecc.).
Prestazioni eccellenti e grande durata:
I pannelli prodotti si contraddistinguono per resistenza al fuoco (classe B1), impermeabilità e resistenza all'umidità, resistenza all'usura, ai graffi e al mantenimento del colore. Rispetto alla pietra naturale sono più leggeri, meno soggetti a rottura e più facili da trasportare e installare.
Sistema di Controllo |
Sistema di Controllo PLC Siemens |
Modello Extruder |
SJZ80/156 |
Potenza motore principale (KW) |
55 |
Produzione (kg\/h) |
400 |
modelli |
Larghezza: 1300 mm Lo spessore può essere regolato |
Calendario |
Calandratura a tre rulli |
Stampa a caldo in linea |
Sì |
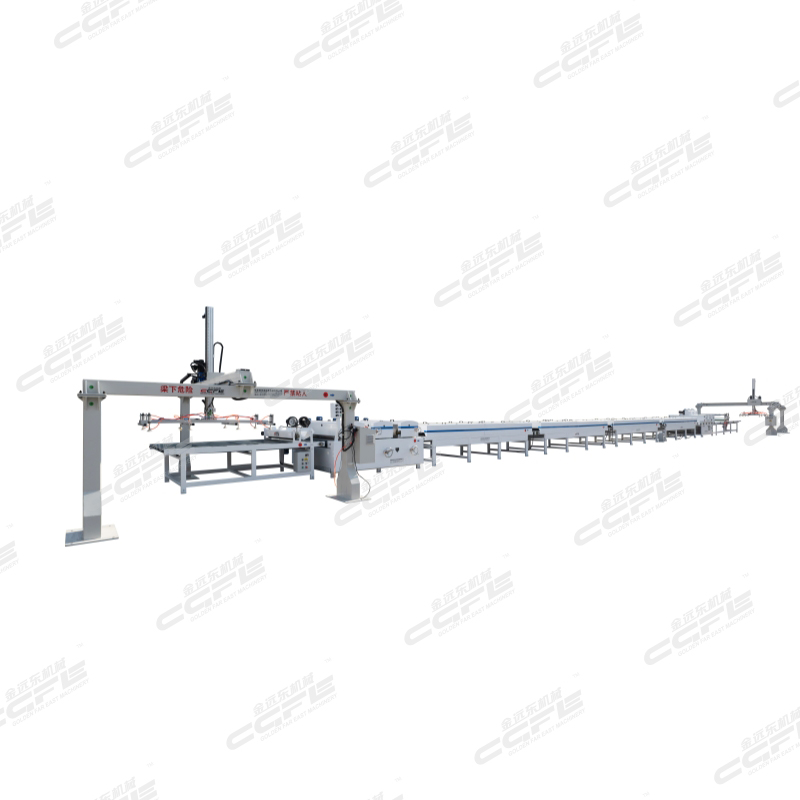
Scarico dei prodotti |
Accatastamento automatico mediante robot |
Macchina UV |
Opzione |
Miscelatore |
Opzione |
Sistema di Controllo |
Sistema di Controllo PLC Siemens |
Modello Extruder |
SJZ92/188 |
Potenza motore principale (KW) |
110 |
Produzione (kg\/h) |
800 |
modelli |
Larghezza: 1300 mm Lo spessore può essere regolato |
Calendario |
Calandratura a tre rulli |
Stampa a caldo in linea |
Sì |
Scarico dei prodotti |
Accatastamento automatico mediante robot |
Macchina UV |
Opzione |
Miscelatore |
Opzione |
In questo settore, l'essenza della competizione risiede nella **"capacità di plastificazione in condizioni di alto riempimento" e nel "controllo della formatura di lastre larghe"**.
1. Tecnologia di miscelazione ad alto riempimento
Punti critici: Per ridurre i costi, i clienti devono aumentare la proporzione di carbonato di calcio (polvere di pietra). Tuttavia, quando la percentuale di riempimento delle viti ordinarie supera il 60%-65%, possono verificarsi problemi come una scarsa plastificazione, delaminazione della lastra e pitting superficiale.
Vantaggio Competitivo:
Configurazione speciale della vite: Sottolineare che la propria vite adotta un design a forte taglio e dispersione (ad esempio, una vite modulare o elementi di miscelazione speciali), che consente una micro-dispersione dei materiali sotto elevata coppia, garantendo che la tavola rimanga densa e senza delaminazione anche con una percentuale di riempimento del 70% o superiore.
Trasmissione ad alto momento torcente: Dotata di un riduttore a ingranaggi temprati ad alto momento torcente, offre un'elevata efficienza nella trasmissione della potenza ed è in grado di sopportare la notevole resistenza offerta da materiali altamente riempiti, risultando meno soggetta a blocchi.
2. Controllo dello spessore e della planarità di lastre larghe (linea vitale della qualità)
Punti critici: Le lastre in marmo sintetico hanno tipicamente una larghezza di 1220 mm o anche superiore. Dopo l'estrusione, le lastre tendono a sviluppare "bordi a foglia di loto" (bordi ondulati su entrambi i lati), risultando più spesse al centro e più sottili ai lati, oppure a deformarsi e incurvarsi dopo il raffreddamento.
Vantaggio Competitivo:
Stampo con canale di flusso ottimizzato: Si pone particolare attenzione all'uso di design a gruccia o a coda di pesce per i canali interni di flusso dello stampo, dotati di bulloni di strozzamento flessibili. Ciò consente ai clienti di regolare finemente l'apertura del labbro dello stampo durante la produzione, controllando con precisione la variazione di spessore del materiale laminato (con una tolleranza controllabile entro ±0,05 mm).
Sistema di controllo della temperatura: La testa di estrusione adotta un riscaldamento a zone e un controllo termico, abbinato al controllo di precisione della calandra a tre rulli, garantendo una superficie della lastra liscia come uno specchio, senza segni di flusso o texture tipo buccia d'arancia.
3. Design efficiente ed energeticamente sostenibile (costi operativi)
Problema critico: L'attuale costo dell'elettricità è molto elevato, e l'estrusore è un "guloso di energia".
Vantaggi Competitivi:
Riscaldamento elettromagnetico / riscaldamento in alluminio fuso: Rispetto ai tradizionali anelli ceramici di riscaldamento, consente un risparmio energetico superiore al 20%.
Sistema di scarico sotto vuoto: Lo scarico sotto vuoto ad alta efficienza, multistadio, rimuove non solo l'umidità e i componenti volatili dal materiale, prevenendo la formazione di bolle nella lastra, ma migliora anche l'efficienza di plastificazione e riduce il ciclo produttivo.
Le attuali tendenze del mercato stanno cambiando rapidamente e i clienti richiedono un dispositivo singolo in grado di produrre più prodotti per far fronte alle fluttuazioni del mercato.

Copyright © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. Tutti i diritti riservati.