Page d'accueil > PRODUITS > Ligne De Production De Feuilles / Plaques En Plastique > Ligne de production de plaques marbrées PVC
Lieu d'origine : |
Jiangsu, Chine |
Nom de marque : |
CGFE |
Numéro de modèle : |
SJZ80/156 ou SJSZ92/188 |
Certification : |
CE, ISO9001 |
Quantité minimale de commande : |
1 ensemble |
Prix : |
USD 90000 ou USD 120000 |
Détails d'emballage : |
Palette en bois, emballage sous film PE. |
Délai de livraison : |
30 jours après réception du dépôt |
Conditions de paiement : |
FOB, CFR, CIF, DAP, etc. |
Capacité d'approvisionnement : |
20 ensembles par mois |
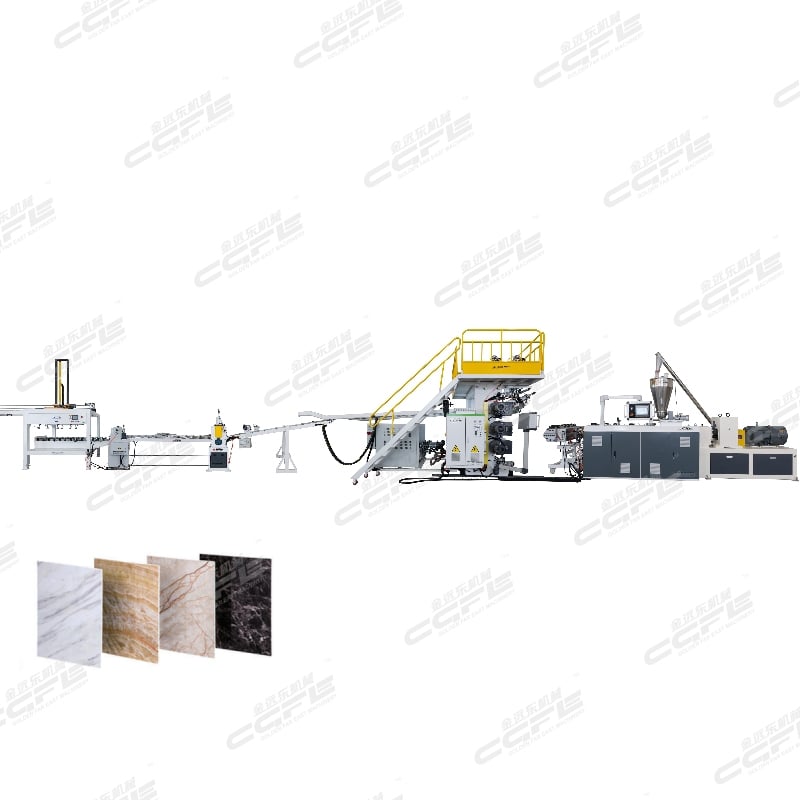
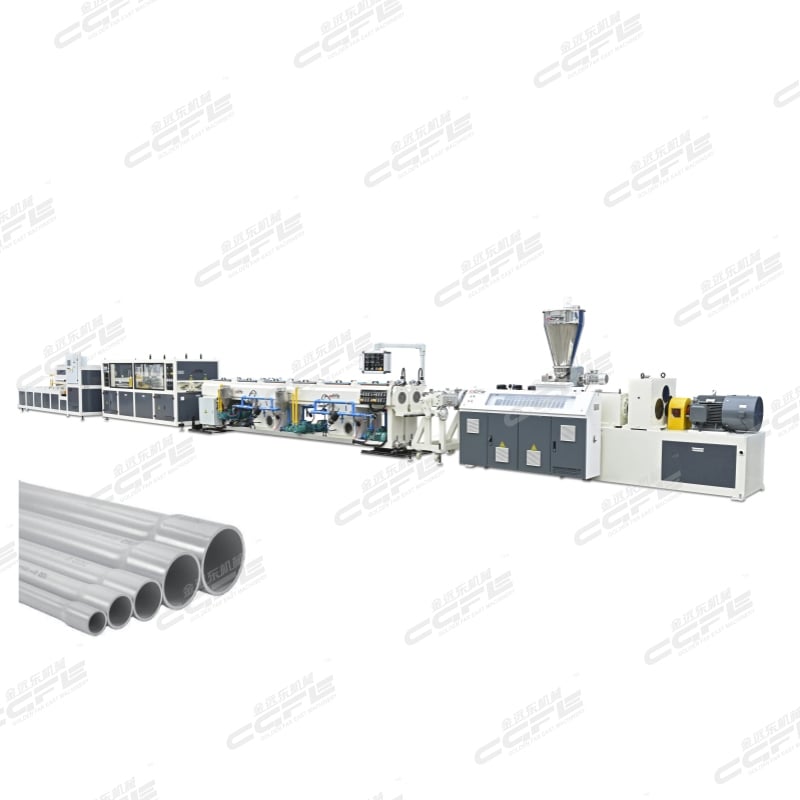
Cette ligne de production est un équipement automatisé haut de gamme spécialement conçu pour remplacer les matériaux en pierre naturelle. Elle est principalement utilisée pour la fabrication de panneaux décoratifs en imitation marbre en PVC, de sous-couches pour sols SPC et de divers panneaux de mobilier en pierre-plastique. L'équipement utilise une technologie avancée d'extrusion biconique jumelée ainsi que des procédés de co-extrusion/laminage, permettant l'intégration parfaite de la poudre de pierre (carbonate de calcium) et de la résine PVC, produisant ainsi un nouveau type de matériau décoratif écologique au toucher de marbre naturel, à haute dureté, sans formaldéhyde et à un coût nettement inférieur à celui des matériaux en pierre naturelle.
L'ensemble de la chaîne de production adopte un système de contrôle central par API, permettant un processus entièrement automatisé, des matières premières aux produits finis :
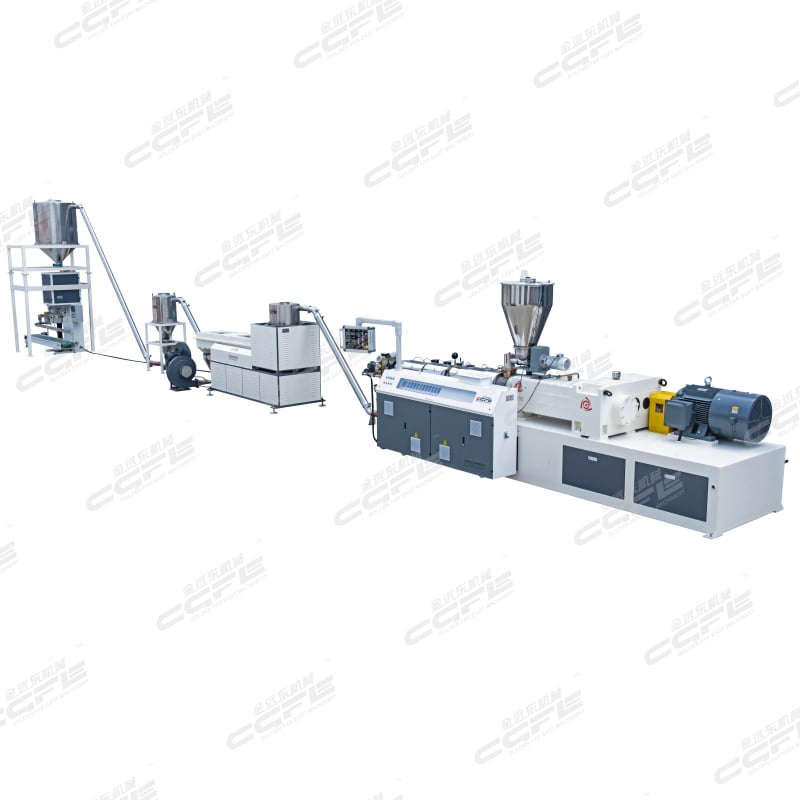
Malaxage rapide : la résine PVC, le carbonate de calcium lourd (poudre de pierre), le stabilisant et les additifs sont mélangés ensemble dans un malaxeur à haute vitesse selon des proportions précises, en passant par des procédés de malaxage à chaud et à froid.
Alimentation doseuse : grâce à une balance de dosage par perte de poids de haute précision, la stabilité des rapports des matières premières est assurée, garantissant une qualité uniforme de la plaque.
Extrusion par vis jumelée conique : la matière pénètre dans l'extrudeuse à vis jumelée conique pour la fusion et la plastification (conçue pour les caractéristiques de la poudre de pierre fortement chargée, avec un bon effet de plastification et un haut rendement).
Formage par moule : le produit fondu est coulé en forme de planche à travers un moule de type porteur.
Calandrage à trois cylindres : la planche subit un façonnage de surface et un contrôle d'épaisseur grâce à un calandre à trois rouleaux.
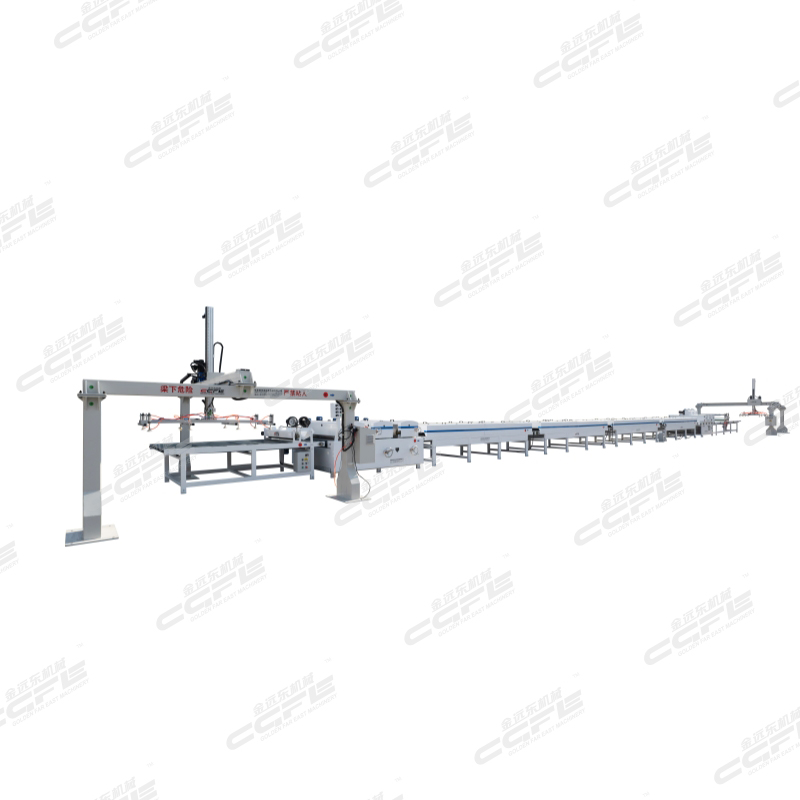
Découpe par traction : Après avoir été transporté en douceur par une machine de traction à plusieurs rails, le matériau est découpé en planches de longueur fixe par une machine de découpe verticale et horizontale.
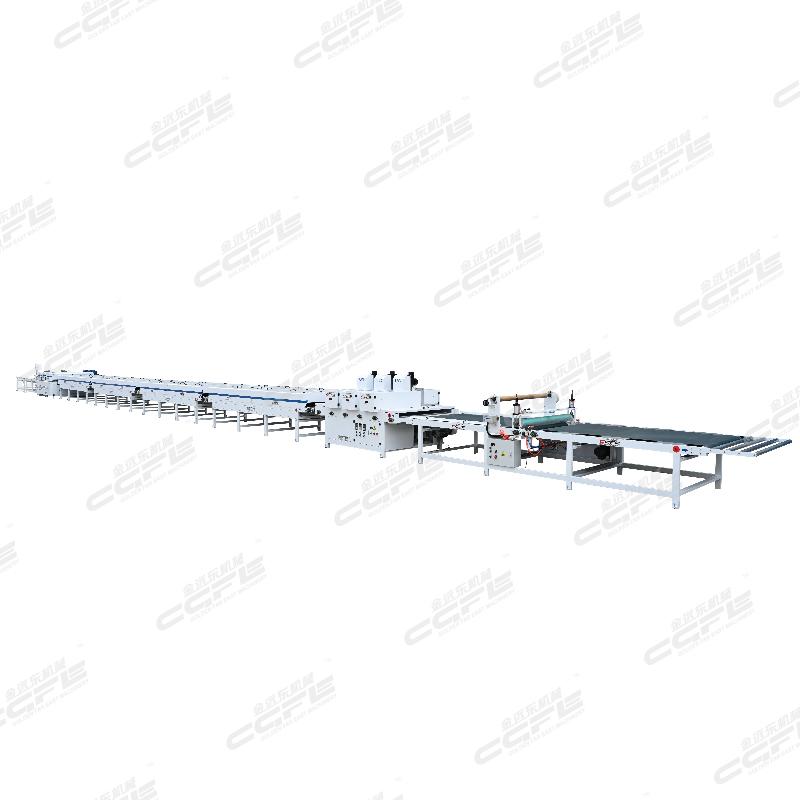
Stratification / Impression par transfert (en option) : Des procédés de stratification en ligne (application d'un film décoratif) ou d'impression par transfert thermique peuvent être réalisés pour obtenir un effet de texture marbre réaliste.
Technologie à haut taux de remplissage, réduction des coûts :
La chaîne de production utilise des vis et des cylindres spécialement conçus, offrant d'excellentes capacités de mélange et capables de supporter des taux de remplissage en carbonate de calcium allant jusqu'à 70 % ou plus. Cela permet non seulement de réduire significativement les coûts des matières premières (en diminuant la quantité de résine PVC utilisée), mais améliore également nettement la rigidité et la résistance aux chocs des planches.
Vert et écologique, sans formaldéhyde :
Le processus de production ne fait pas appel à de la colle pour le collage, et les panneaux finis ne contiennent aucune substance nocive telle que le formaldéhyde ou le benzène, répondant ainsi aux normes environnementales de niveau ENF. Ce sont des matériaux véritablement « prêts à être installés, prêts à l’emploi ».
Haute fidélité et texture riche :
Associés à des rouleaux de gaufrage précis ou à des films décoratifs haut de gamme, les panneaux finis offrent une grande transparence de texture, atteignant un taux de simulation supérieur à 95 % par rapport au marbre naturel. De plus, les motifs peuvent être personnalisés souplement selon les demandes du marché (par exemple, blanc jazz, maille gris foncé, etc.).
Excellentes performances et grande durabilité :
Les panneaux produits se caractérisent par leur résistance au feu (classe B1), leur étanchéité et résistance à l'humidité, leur résistance à l'usure, aux rayures et leur absence de décoloration. Par rapport à la pierre naturelle, ils sont plus légers, moins sujets à la casse et plus faciles à transporter et à installer.
Système de contrôle |
Système de contrôle Siemens PLC |
Modèle de l'extrudeuse |
SJZ80/156 |
Puissance du moteur principal (kW) |
55 |
Rendement (kg/h) |
400 |
les moisissures |
Largeur : 1300 mm L'épaisseur peut être ajustée |
Calendrier |
Calandrage à trois rouleaux |
Gravure à chaud en ligne |
Oui |
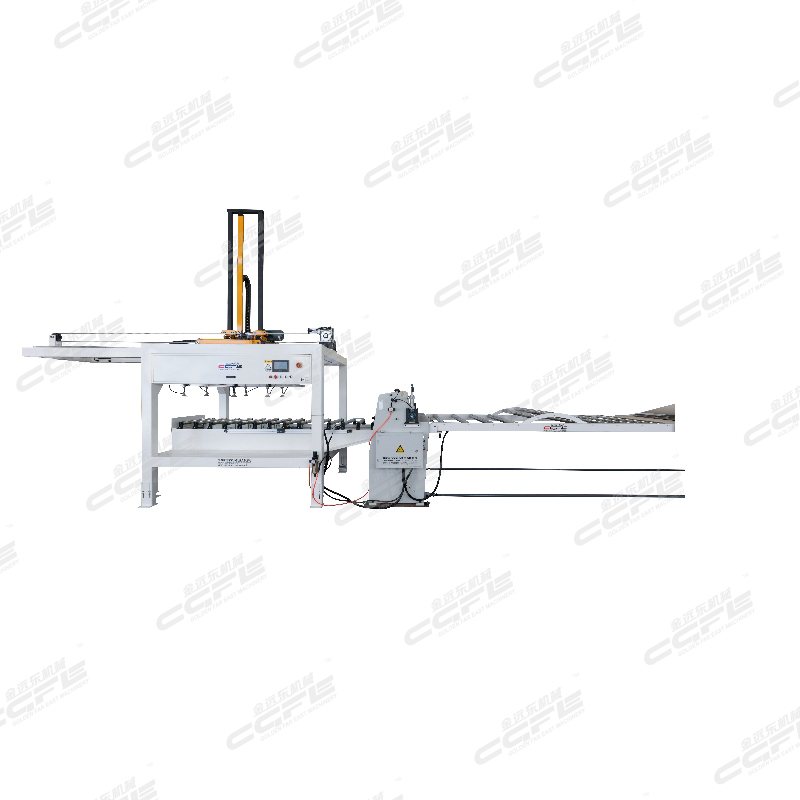
Décharge des produits |
Empilement par robot automatiquement |
Machine UV |
Option |
Le mélangeur |
Option |
Système de contrôle |
Système de contrôle Siemens PLC |
Modèle de l'extrudeuse |
SJZ92/188 |
Puissance du moteur principal (kW) |
110 |
Rendement (kg/h) |
800 |
les moisissures |
Largeur : 1300 mm L'épaisseur peut être ajustée |
Calendrier |
Calandrage à trois rouleaux |
Gravure à chaud en ligne |
Oui |
Décharge des produits |
Empilement par robot automatiquement |
Machine UV |
Option |
Le mélangeur |
Option |
Dans ce secteur, l'essence de la concurrence réside dans la **« capacité de plastification en conditions de forte charge » et le « contrôle de mise en forme de grandes plaques »**.
1. Technologie de mélange à haute charge
Problèmes rencontrés : Pour réduire les coûts, les clients doivent augmenter la proportion de carbonate de calcium (poudre minérale). Cependant, lorsque le taux de charge des vis ordinaires dépasse 60 % à 65 %, des problèmes tels qu'une mauvaise plastification, un délaminage des plaques ou des piqûres de surface peuvent survenir.
Avantage concurrentiel :
Configuration spéciale de la vis : Souligner que votre vis adopte une conception à fort cisaillement et dispersion (par exemple, une vis modulaire ou des éléments de mélange spéciaux), permettant une dispersion microscopique des matériaux sous couple élevé, garantissant ainsi que la plaque reste dense et sans délaminage même avec un taux de charge de 70 % ou plus.
Boîte de vitesses à haut couple : Équipée d'un réducteur à engrenages trempés à haut couple, elle offre une grande efficacité de transmission de puissance et peut supporter la résistance importante des matériaux fortement chargés, ce qui la rend moins sujette au blocage.
2. Contrôle de l'épaisseur et de la planéité des plaques de grande largeur (ligne de qualité)
Points douloureux : les dalles de marbre artificiel ont généralement une largeur de 1220 mm, voire plus. Après extrusion, les dalles ont tendance à présenter des « bords en feuille de lotus » (bords ondulés des deux côtés), à être plus épaisses au centre et plus minces sur les côtés, ou à se tordre et se déformer après refroidissement.
Avantage concurrentiel :
Moule à canal d'écoulement optimisé : L'accent est mis sur l'utilisation d'un design de type porteur ou à queue de poisson pour les canaux internes d'écoulement du moule, équipé de boulons de réglage flexibles. Cela permet aux clients d'ajuster finement l'ouverture de la fente du moule pendant la production, contrôlant ainsi précisément la variation d'épaisseur du matériau en feuille (avec une tolérance maîtrisée à ±0,05 mm).
Système de régulation de température : La tête de filière adopte un chauffage zoné et une régulation de température, associé à une régulation de température haute précision du calandrage à trois rouleaux, garantissant une surface de la plaque aussi lisse qu'un miroir, sans aucune marque d'écoulement ni texture type peau d'orange.
3. Conception efficace et économe en énergie (coûts de fonctionnement)
Problème rencontré : Le coût actuel de l'électricité est très élevé, et l'extrudeuse est un « gros consommateur d'énergie ».
Avantages compétitifs :
Chauffage électromagnétique / chauffage en aluminium moulé : Par rapport aux bobines céramiques traditionnelles, il permet une économie d'énergie supérieure à 20 %.
Système d'évacuation sous vide : L'évacuation sous vide multi-étagée haute efficacité élimine non seulement l'humidité et les composants volatils du matériau, empêchant ainsi la formation de bulles dans la plaque, mais améliore également l'efficacité de plastification et réduit le cycle de production.
Les tendances actuelles du marché évoluent rapidement, et les clients ont besoin d'un appareil unique capable de produire plusieurs produits pour faire face aux fluctuations du marché.

Tous droits réservés © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd.