Պատվերի ժամանակը՝ փետրվար, 2021: Հաճախորդի գործարանում արդեն կային երկու արտադրական գծեր: Շուկայական պահանջարկը բավարարելու նպատակով հաճախորդը որոշեց ձեռք բերել նոր արտադրական գիծ: Այս անգամ նա պատվիրեց արտադրական գիծ SJZ55/120 կոնաձև երկու պտուտակով ...

Պատվերի ժամանակը՝ փետրվար, 2021
Հաճախորդը արդեն ունի երկու արտադրական գիծ իր գործարանում: Շուկայի պահանջարկը բավարարելու նպատակով՝ հաճախորդը որոշեց ձեռք բերել նոր արտադրական գիծ:
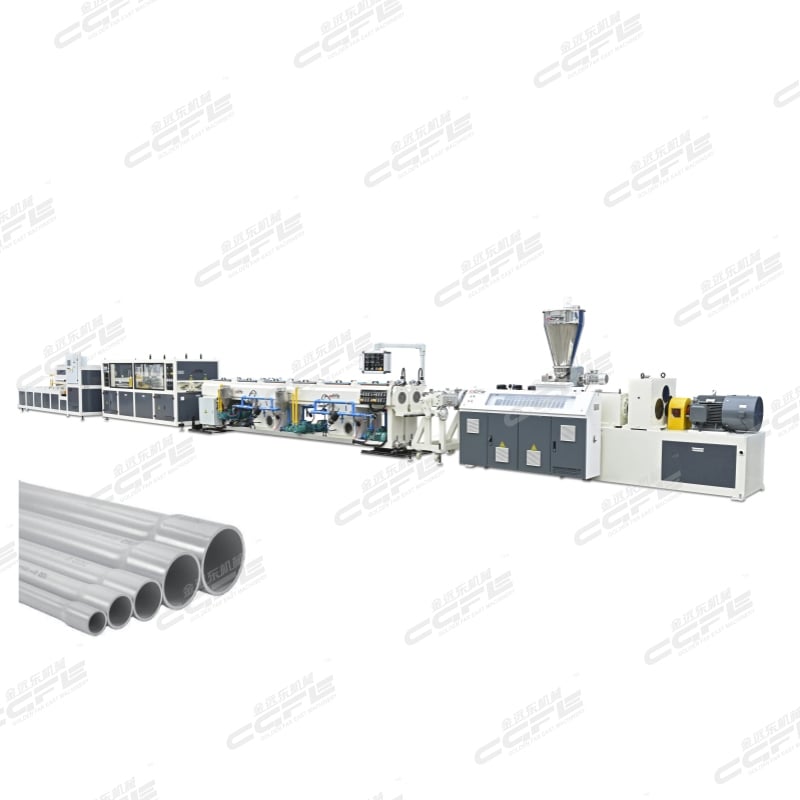
Այս անգամ նա պատվիրեց արտադրական գիծ SJZ55/120 կոնաձև երկվուն պտուտակավոր էքստրուդերով:
Լրիվ արտադրական գիծը ներառում է պտուտակային լցնող, էքստրուդեր, ձև, վակուումային կալիբրացման սեղան, ձգողներ և կտրող մեքենա, շարքավորիչ:
Էքստրուդերի շարժիչի հզորությունը՝ 22 կՎտ: Գլխավոր շարժիչը չինական արտադրության Beide Siemens ապրանքանիշից է՝ գլոբալ սպասարկմամբ: Ինվերտորային համակարգը օգտագործում է ABB ինվերտոր:
Փոխանցման մեխանիզմը ուղղահայաց տիպի է, որը կարող է խնայել գործարանի տարածքը:
Ձևը սարքավորված է ինֆրակարմիր հետևողականությամբ՝ երկու կողմերի տարբեր էքստրուզիոն արագությունները կարգավորելու համար: Բարձրացնում է արտադրողականությունը:
Վակուումային կալիբրացման սեղան՝ 4 մ-ով: Տեղադրված է փողրակ, որը կարողանում է արդյունավետ տեղափոխել ջուրը:
Ձգողները կարող են աշխատել առավելագույնը 5 մ/րոպմ, կտրման համակարգը ունի երկու տեսակի կտրում՝ շարժիչով և ցիլինդրով:
Մեր արժեքավոր փորձի և տեխնիկական բարելավումների շնորհիվ արտադրական գծի հզորությունը կարող է հասնել 1000 քմ օրական:
Նույն ժամանակ արտադրական գիծը կարող է առցանց սարքավորվել ֆոլիայի փոխադրմամբ և առցանց լամինացմամբ:


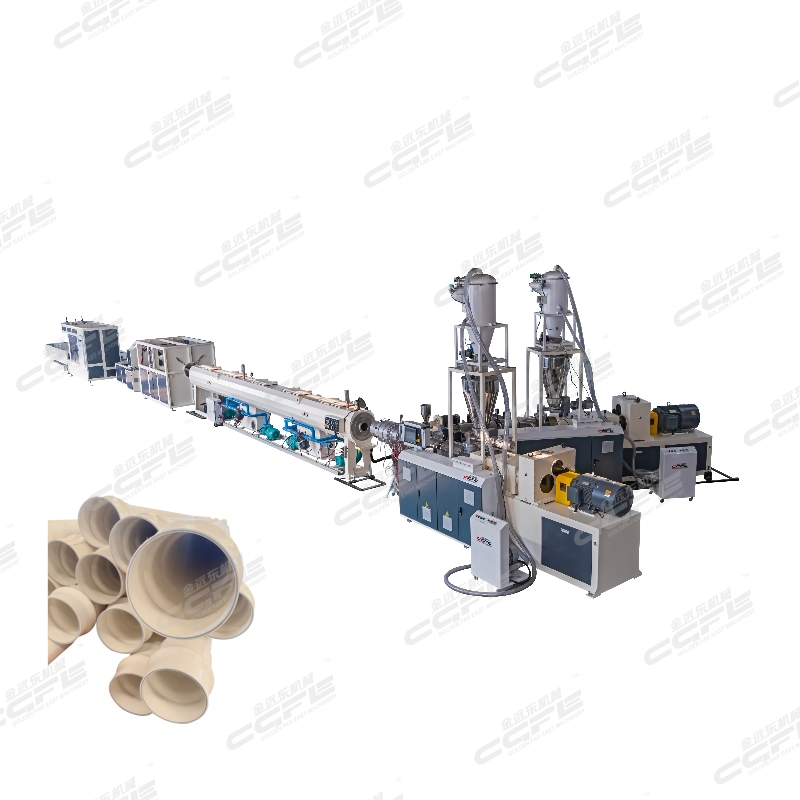
Պլաստիկե կոճակի սալի էքստրուդերը, որպես PVC, PE, PP և այլ նյութերից կոճակներ արտադրելու հիմնական սարքավորում, օգտագործում է մոդուլային համակցված ճարտարապետություն և հիմնականում կազմված է հինգ հիմնական համակարգերից.
Էքստրուդացման համակարգ. ներառում է բարձր ամրության պտուտակ և փողակ, որտեղ պտուտակը պատրաստված է 38CrMoAlA ալիաժից, ազոտացման մշակումից հետո կոշտությունը հասնում է HV950 կամ ավելի, ինչը էապես բարելավում է մաշվածության և կոռոզիայի դիմադրությունը. Նյութի փողակը սարքավորված է գոտիներով տաքացման սարքով՝ ±1 ℃ ջերմաստիճանի կարգավորման ճշգրտությամբ, որը ապահովում է հումքի հավասարաչափ պլաստիկացում:
Մատակարարման համակարգ. օգտագործվում է ստիպողական մատակարարման սարք, որի մատակարարման քանակը կարող է ճշգրիտ կարգավորվել (կարգավորման տիրույթ 5-50 կգ/ժ), համակցված հումքի չորացման նախնական մշակման մոդուլի հետ՝ խուսափելու հումքի բարձր խոնավության պատճառով առաջացած փուչիկների և ճեղքերի առաջացումից արտադրանքի մակերեսին:
Ձևավորման համակարգ. Պատվերով պատրաստված ձևերը պատրաստված են բարձրորակ ձևային պողպատից, իսկ ձևի գլխի հալման հոսքի անցքը օպտիմալացված է՝ ապահովելու հալված զանգվածի հարթ հոսքը: Այն կարող է հարմարվել տարբեր ստանդարտների (լայնություն 200-600մմ, հաստություն 0.8-3.0մմ) կոճակավոր սալիկների ձուլման պահանջներին, իսկ ձևի փոխարինման ժամանակը ≤ 30 րոպե է:
Սառեցման և ձևավորման համակարգ ներառյալ վակուումային ադսորբցիայի ձևավորման տուփ և օդային սառեցման սարք, որոնք ունեն կարգավորվող վակուումի աստիճան (-0.06 - -0.09ՄՊա), ապահովելով արագ սառեցում և ձևավորում՝ երաշխավորելով կոճակավոր մակերեսի հարթությունն ու չափագրական ճշգրտությունը (±0.1մմ), համապատասխանելով ստանդարտին և կանխելով կորացումն ու դեֆորմացիան:
Շարժման և կտրման համակարգ Օգտագործվում է փոփոխական հաճախականությամբ արագության կարգավորմամբ շարժման սարք, որի շարժման արագությունը անընդհատ կարգավորվում է 0.5-5մ/րոպե սահմաններում, ապահովված է բարձր ճշգրտությամբ սերվո կտրման սարքով, կտրման երկարության սխալը ≤ ±2մմ է և ապահովում է ֆիքսված երկարությամբ կտրում և ավտոմատ հաշվարկման գործառույթներ:
Принцип работы: Հումքից մինչև վերջնական արտադրանքի ինտեգրված գործընթաց
Կուտակման նախապատրաստում. ՊՎԱ-ի խմորիչ փոշին, կայունացնողը, պլաստիկացնողը և այլ օժանդակ նյութեր համաձայն բաղադրամասերի հարաբերակցության հավասարաչափ խառնվում են, ապա չորացվում են չորացնողում (ջերմաստիճան՝ 80-100 ℃, ժամանակ՝ 2-3 ժամ), որպեսզի հեռացվի խոնավությունը.
Հալման էքստրուզիա. Խառնված հումքը ֆիդերի միջոցով մտնում է մարմնի մեջ, և պտուտակի կտրող և տեղափոխող ազդեցության տակ տարբեր գոտիներում տաքացվում է (160-180 ℃՝ մարմնի առաջին հատվածում, 170-190 ℃՝ միջին հատվածում, 180-200 ℃՝ գլխի մասում), որպեսզի հասնի հալման պլաստիֆիկացման և կազմի համասեռ հալված զանգված.
Ֆորմավորում և ձևավորում. Հալված նյութը դիերի միջոցով էքստրուդվում է որպես կապակցման սալիկի խեղճ, մտնում է վակուումային ձևավորման տուփ, արագ ձևավորվում է բացասական ճնշման ադսորբցիայի և սառը ջրի հոսքի միջոցով, մինչդեռ լրացուցիչ սառեցում իրականացվում է օդային սառեցման համակարգի միջոցով.
Տանող սղոցատախտակ. Վերջնական բլոկի սալիկը տեղափոխվում է հաստատուն արագությամբ ձգողական մեքենայի միջոցով, ճշգրիտ կտրվում է սերվո կտրող մեքենայի կողմից՝ նախապես սահմանված երկարությամբ, և վերջապես հավաքվում է արտանետման ռեշտակի կողմից:



Ենթադրվող սենաrioներ․ Բազմատեսակ ծածկույթ, առավելագույն արժեքային արդյունավետություն
Ներքին հարդարման և շինարարական նյութերի ոլորտում մենք արտադրում ենք ներքին առաստաղի սալիկներ և պատի հարդարման սալիկներ, որոնք ունեն ջրակայուն, խոնավությունից պաշտպանված և հեշտ մաքրվող հատկություններ և հարմար են նստարանների, խոհանոցների, լոգարանների և այլ դեպքերի համար.
Ճարտարապետական հարդարման ոլորտում օգտագործվում է հանրային տարածքներում, ինչպիսիք են գրասենյակային շենքերը, առևտրային կենտրոնները և հիվանդանոցները: Կարող է մեծ քանակով արտադրել կրակից պաշտպանված և կրակմարիչ բլոկի սալիկներ (թթվածնի ինդեքս՝ ≥ 32՝ կրակմարիչ ավելացնելուց հետո).
Հատուկ դեպքերի համար պատվիրված արտադրություն Ձևակերպման ճշգրտումների և ձևի օպտիմալացումի շնորհիվ մենք արտադրում ենք հատուկ արտադրանքներ, ինչպիսիք են կոռոզիային դիմադրություն ունեցող կափույրները (հարմար քիմիական արտադրամասերի համար), ձայնակցություն ունեցող կափույրները (հարմար համակարգիչների սենյակների և KTV-ների համար) և բակտերիաների դեմ պայքարող կափույրները (հարմար բժշկական հաստատությունների համար):
Հիմնական գույներ՝ բարձր արդյունավետություն, էներգախնայողություն, հեշտ շահագործում
Արդյունավետ արտադրություն: Օգտագործելով օպտիմալացված պտուտակի կոնստրուկցիա և գոտիների ջերմաստիճանի կառավարման տեխնոլոգիա՝ պլաստիֆիկացման արդյունավետությունը ավելացվել է 20%-ով, և մեկ սարքավորման օրական արտադրողականությունը կարող է հասնել 2-8 տոննայի, որը համապատասխանում է խոշորամասշտաբ արտադրության պահանջներին:
Էներգախնայողություն և ծախսերի կրճատում. ապառիկ հաճախորդների համար նախատեսված էներգախնայող շարժիչներ և թափոնների ջերմությունը վերականգնող համակարգեր, որոնք միավոր արտադրանքի էներգածախսը 15-20% -ով կրճատում են համեմատած ավանդական սարքավորումների հետ, իսկ շահագործման ժամանակ աղմուկը ≤ 75դԲ է
Հարմար է օգտագործել՝ Այն սարքավորված է PLC կոճակային էկրանի կառավարման համակարգով, որն իրական ժամանակում հնարավորություն է տալիս հսկել ջերմաստիճանը, ճնշումը և արագությունը, աջակցում է պարամետրերի պահպանմանը և մեկ կոճակով կանչմանը, իսկ սկսնակները կարող են աշխատանքի անցնել՝ ստանալով պարզ վարպետացում.
Կայուն և տևական. Հիմնական բաղադրիչները պատրաստված են բարձրորակ համաձուլվածքային նյութերից և ճշգրիտ մշակման գործընթացներից: Սարքավորումները 8000 ժամ և ավել անընդհատ աշխատանք են ապահովում, ունեն երկար սպասարկման ցիկլ և փոքր սպասարկման ծախսեր հետագա շրջանում.
Շատակողմանի հարմարվողականություն. Մոդուլային կառուցվածքը հնարավորություն է տալիս արագ փոխել ձևերը և կարգավորել բաղադրատոմսերը, ինչը թույլ է տալիս արտադրել տարբեր նյութերից, ստանդարտներից և գույներից պատրաստված կոճակներ՝ հարմարվելով շուկայի տարատեսակ պահանջներին:

Հեղինակային իրավունք © 2026 Չжанցզյագան Գոլդեն Ֆար Իստ Մեքենիքալ Կո., Լտդ. Բոլոր իրավունքները պաշտպանված են: