Bestellzeit: Feb. 2021. Der Kunde verfügt bereits über zwei Fertigungslinien in seiner Fabrik. Um der Marktnachfrage gerecht zu werden, entschied sich der Kunde, eine neue Fertigungsstraße zu erwerben. Diesmal bestellte er eine Fertigungsstraße mit SJZ55/120 konischem Doppelschneckenextruder...

Bestellzeit: Feb. 2021.
Der Kunde verfügt bereits über zwei Fertigungslinien in seiner Fabrik. Um der Marktnachfrage gerecht zu werden, entschied sich der Kunde, eine neue Fertigungsstraße zu erwerben.
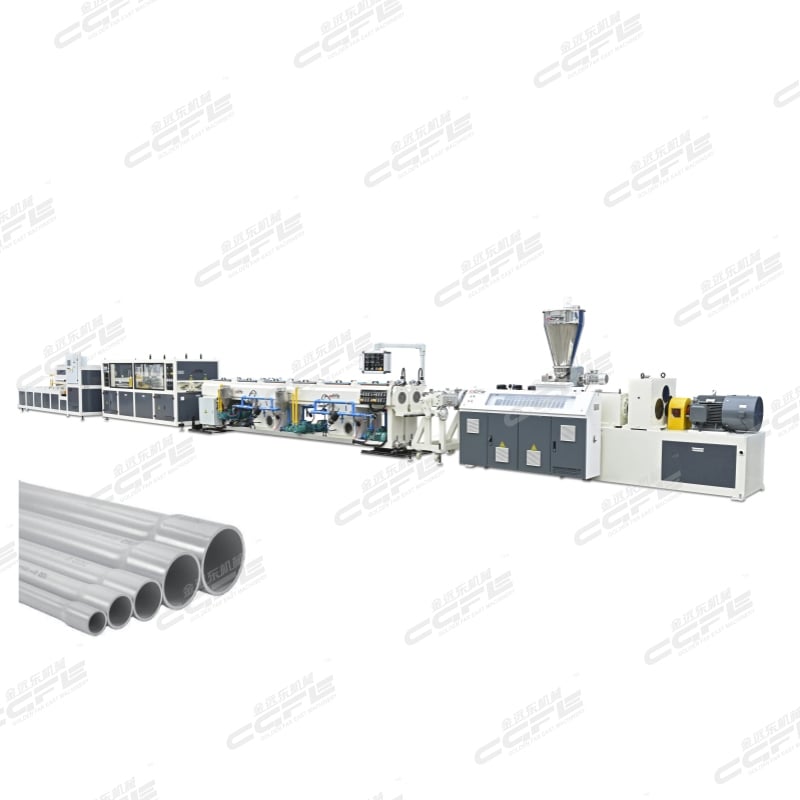
Diesmal bestellte er eine Fertigungsstraße mit SJZ55/120 konischem Doppelschneckenextruder.
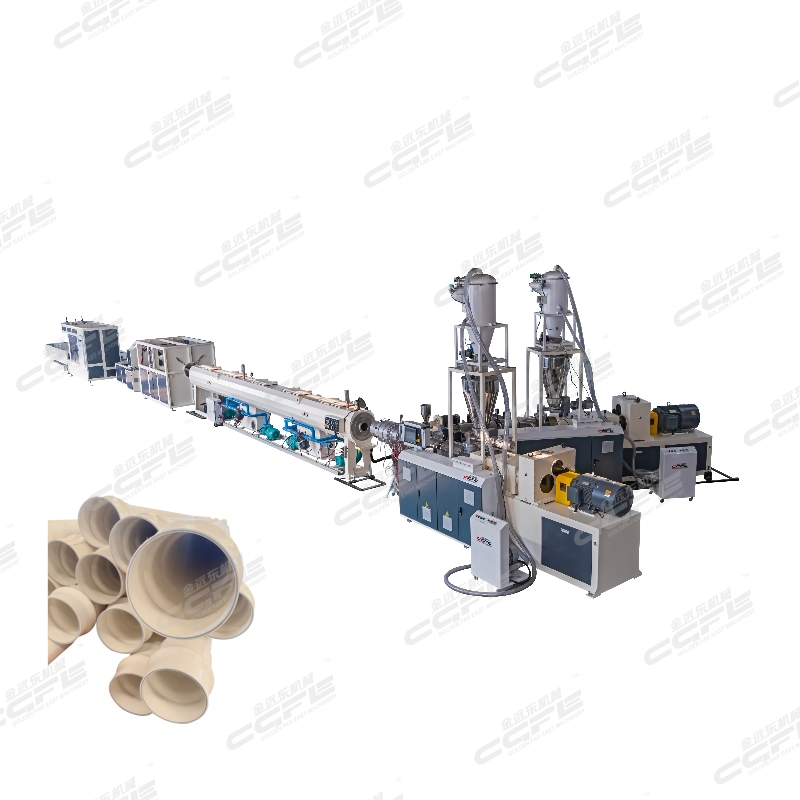
Komplette Produktionslinie umfasst Schneckenförderer, Extruder, Form, Vakuumkalibrierungstisch, Abzug- und Schneidemaschine, Stapler.
Extrudermotorleistung: 22 kW. Hauptmotor von Beide Siemens-Marke, hergestellt in China, mit weltweitem Service. Umrichtersystem verwendet ABB-Umrichter.
Getriebe ist vertikal ausgeführt, spart Platz in der Fabrik.
Form mit Infrarot-Tracker zur Anpassung der unterschiedlichen Extrusionsgeschwindigkeit beider Seiten. Verbesserung der Produktionseffizienz.
Vakuumkalibrierungstisch mit 4 m. Mit Gebläse ausgestattet, das Wasser effizient entfernt.
Abzug kann bis zu 5 m/min arbeiten, Schneidsystem mit zwei Schneidarten: Motorschneiden und Zylinderschneiden.
Aufgrund unserer wertvollen Erfahrung und technischen Verbesserungen kann die Kapazität der Produktionslinie bis zu 1000 m² pro Tag erreichen.
Gleichzeitig kann die Produktionslinie mit Online-Folienübertragung und Online-Laminierung ausgestattet werden.


Der Kunststoff-Schnallplatten-Extruder, als Kerneinrichtung zur Herstellung von Schnallplatten aus PVC, PE, PP und anderen Materialien, verwendet eine modulare Kombinationsarchitektur und setzt sich hauptsächlich aus fünf Kernsystemen zusammen:
Extrusionssystem: einschließlich hochfester Schnecke und Zylinder; die Schnecke besteht aus dem Legierungsmaterial 38CrMoAlA und erreicht nach Nitrierbehandlung eine Härte von HV950 oder höher, wodurch die Verschleiß- und Korrosionsbeständigkeit wirksam verbessert wird; der Materialzylinder ist mit einer zonengeregelten Heizvorrichtung mit einer Temperaturgenauigkeit von ± 1 ℃ ausgestattet, um eine gleichmäßige Plastifizierung der Rohstoffe sicherzustellen.
Fördersystem: mit einer Zwangszuführungsmaschine, bei der die Fördermenge präzise gesteuert werden kann (Einstellbereich 5–50 kg/h), kombiniert mit einem Vorwärm- und Trocknungsmodul für Rohstoffe, um Blasen und Risse auf der Produktoberfläche infolge eines hohen Feuchtigkeitsgehalts der Rohstoffe zu vermeiden.
Formgebungssystem: Kundenspezifische Formen bestehen aus hochwertigem Formstahl, und der Formkopf-Strömungskanal ist optimiert, um einen gleichmäßigen Schmelzfluss sicherzustellen. Sie können sich an die Spritzgussanforderungen unterschiedlicher Spezifikationen (Breite 200–600 mm, Dicke 0,8–3,0 mm) von Klickplatten anpassen, und die Formwechselzeit beträgt ≤ 30 Minuten.
Kühl- und Formgebungssystem: umfasst eine Vakuum-Absorptions-Formbox und eine Luftkühlvorrichtung mit einstellbarem Vakuumgrad (-0,06 bis -0,09 MPa), gewährleistet eine schnelle Abkühlung und Formgebung und stellt gleichzeitig sicher, dass die Flachheit der Klickoberfläche und die Maßgenauigkeit (± 0,1 mm) den Standard erfüllen, wodurch Verziehen und Verformungen vermieden werden.
Zug- und Schneidsystem: Verwendung einer frequenzgeregulierten Zugmaschine, bei der die Zuggeschwindigkeit kontinuierlich von 0,5–5 m/min eingestellt werden kann, ausgestattet mit einer hochpräzisen Servo-Schneidvorrichtung, die Schnittlängentoleranz beträgt ≤ ± 2 mm, unterstützt Funktionen zum Schneiden fester Längen und zur automatischen Zählung.
Arbeitsprinzip: Integrierter Prozess von Rohstoffen bis zum fertigen Produkt
Vorbehandlung der Rohstoffe: PVC-Harzpulver, Stabilisator, Weichmacher und andere Hilfsstoffe werden gemäß dem Formelverhältnis gleichmäßig gemischt und anschließend in einem Trockner getrocknet (Temperatur 80–100 °C, Dauer 2–3 Stunden), um Feuchtigkeit zu entfernen;
Schmelzextrusion: Die gemischten Rohstoffe gelangen über den Zuführungstrichter in den Materialzylinder und werden unter Scher- und Förderwirkung der Schnecke in verschiedenen Zonen erhitzt (160–180 °C im vorderen Bereich des Zylinders, 170–190 °C im mittleren Bereich und 180–200 °C im Kopfbereich), um die Schmelzplastifizierung zu erreichen und eine homogene Schmelze zu bilden;
Formen und Gestalten: Das geschmolzene Material wird durch einen Düsenkopf zu einem Rohling für Klickplatten extrudiert, gelangt in eine Vakuumformbox und formt sich schnell unter Absaugung mit Unterdruck und Kühlwasserstrom, während eine weitere Abkühlung über ein Luftkühlsystem erfolgt;
Zug- und Schneidvorgang: Die fertige Klickplatte wird mit konstanter Geschwindigkeit von einer Zugmaschine transportiert, präzise durch eine Servoschneidemaschine auf eine voreingestellte Länge geschnitten und schließlich von einem Ablagerack gesammelt.



Anwendungsbereiche: Mehrfachbereichsabdeckung, hervorragendes Preis-Leistungs-Verhältnis
Im Bereich der Wohnraumgestaltung und Baustoffe stellen wir Innenraumdeckenplatten und Wandverkleidungsplatten her, die wasserdicht, feuchtigkeitsbeständig und leicht zu reinigen sind und sich für Wohnzimmer, Küchen, Badezimmer und andere Anwendungsbereiche eignen;
Im Bereich der Objektgestaltung wird sie für die Deckenverkleidung in öffentlichen Räumen wie Bürogebäuden, Einkaufszentren und Krankenhäusern verwendet. Es können massenhaft feuerfeste und flammhemmende Klickplatten produziert werden (mit einem Sauerstoffindex von ≥ 32 nach Zugabe von Flammschutzmitteln);
Sonderanfertigung für spezielle Anwendungsbereiche: Durch Formulananpassung und Optimierung der Formen produzieren wir spezialisierte Produkte wie korrosionsbeständige Klickplatten (geeignet für Chemiewerke), schallgedämpfte Klickplatten (geeignet für Serverräume und KTVs) sowie antibakterielle Klickplatten (geeignet für medizinische Einrichtungen).
Kernvorteile: hohe Effizienz, energiesparend, einfach zu bedienen
Effiziente Produktion: Durch optimiertes Schnecken-Design und zonales Temperaturkontrollsystem wird die Plastifizierungseffizienz um 20 % gesteigert, wodurch die Tagesproduktion einer einzelnen Anlage 2–8 Tonnen erreichen kann, was den Anforderungen der Großserienproduktion gerecht wird;
Energieeinsparung und Verbrauchsreduzierung: ausgestattet mit frequenzgeregelter energieeffizienter Motoranlage und Abwärmerückgewinnungssystem, wird der Energieverbrauch pro Produkteinheit im Vergleich zu herkömmlichen Anlagen um 15–20 % gesenkt, und die Betriebsgeräusche betragen ≤ 75 dB
Einfach zu bedienen:<br> Ausgestattet mit einem PLC-Touchscreen-Steuerungssystem kann es wichtige Parameter wie Temperatur, Druck und Drehzahl in Echtzeit überwachen, die Speicherung von Parametern und den Abruf per Knopfdruck unterstützen, und Anfänger können nach einer einfachen Schulung loslegen;
Stabil und langlebig: Die Kernkomponenten bestehen aus hochwertigen Legierungsmaterialien und werden mittels Präzisionsbearbeitung hergestellt. Die Anlage weist eine fehlerfreie Betriebszeit von ≥ 8000 Stunden auf, hat eine lange Wartungsintervall und geringe Wartungskosten in der späteren Nutzung;
Flexible Anpassung: Das modulare Design ermöglicht einen schnellen Formwechsel und die Anpassung der Rezeptur und kann Klickprodukte aus verschiedenen Materialien, Spezifikationen und Farben herstellen, um vielfältigen Marktanforderungen gerecht zu werden.

Urheberrecht © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. Alle Rechte vorbehalten.