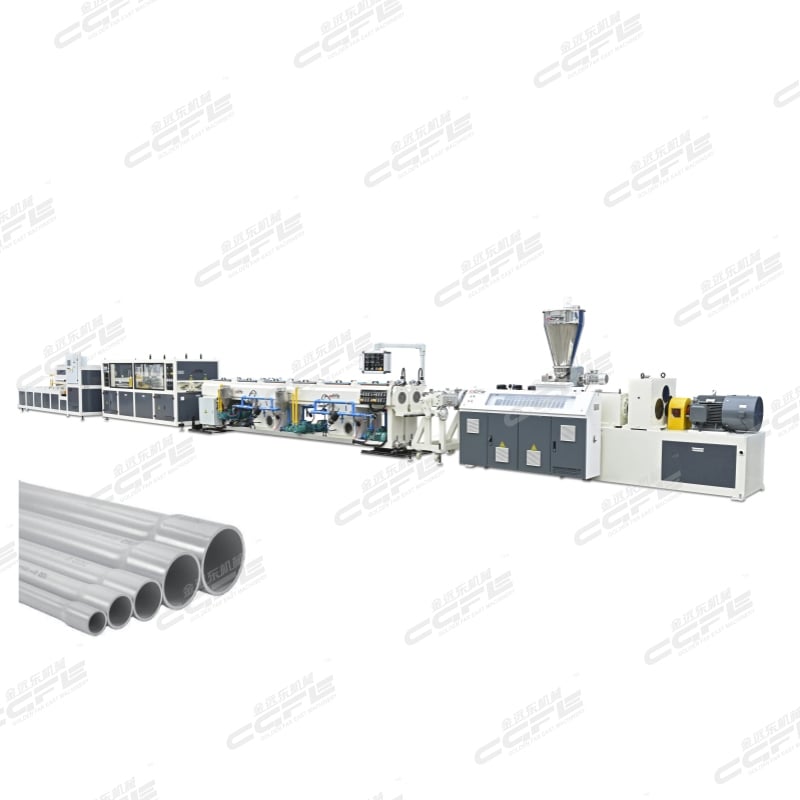
Время заказа: февраль 2021 года. У клиента уже есть две производственные линии на его фабрике. Чтобы удовлетворить спрос на рынке, он принял решение приобрести новую производственную линию. В этот раз он заказал линию с коническим двухвинтовым экструдером SJZ55/120.

Время заказа: февраль 2021 года.
У клиента уже есть две производственные линии на его фабрике. Чтобы удовлетворить спрос на рынке, он принял решение приобрести новую производственную линию.
В этот раз он заказал производственную линию с коническим двухвинтовым экструдером SJZ55/120.
Полная производственная линия включает шнековый загрузчик, экструдер, форму, вакуумный калибровочный стол, вытяжное устройство и машину для резки, стапель.
Мощность двигателя экструдера: 22 кВт. Основной двигатель — марки Beide Siemens, произведён в Китае, с глобальной сетью обслуживания. Система инвертора использует инвертор ABB.
Коробка передач вертикального типа, что позволяет сэкономить пространство на производстве.
Форма с инфракрасным датчиком для регулировки различной скорости экструзии двух сторон. Повышает эффективность производства.
Вакуумный калибровочный стол длиной 4 м. Оснащен воздуходувкой, которая эффективно удаляет воду.
Вытягивающие устройства могут работать со скоростью до 5 м/мин, система резки имеет два типа резки: резка с помощью двигателя и резка с помощью цилиндра.
Благодаря нашему ценному опыту и техническим усовершенствованиям производительность линии может достигать 1000 кв. м в день.
В то же время производственная линия может быть оснащена онлайн-переносом фольги и онлайн-ламинированием.


Экструдер для пластиковых панелей с креплением, являющийся основным оборудованием для производства панелей из ПВХ, ПЭ, ПП и других материалов, выполнен по модульной схеме и состоит в основном из пяти ключевых систем:
Система экструзии: включая высокопрочный шнек и цилиндр, шнек изготовлен из сплава 38CrMoAlA, после нитрирования твердость достигает HV950 или выше, что эффективно повышает износостойкость и коррозионную стойкость; цилиндр для материала оснащен зонным устройством нагрева с точностью контроля температуры ±1 ℃, обеспечивая равномерную пластикацию сырья.
Система подачи: использование принудительной системы подачи позволяет точно контролировать количество подаваемого материала (диапазон регулировки 5–50 кг/ч), в сочетании с модулем предварительной сушки сырья предотвращает появление пузырей и трещин на поверхности изделия, вызванных высоким содержанием влаги в исходном материале.
Система формования: Индивидуальные пресс-формы изготавливаются из высококачественной инструментальной стали, канал потока головки формы оптимизирован для обеспечения плавного течения расплава. Может удовлетворять потребностям формования изделий различных спецификаций (ширина 200–600 мм, толщина 0,8–3,0 мм) замковых панелей, время замены формы ≤ 30 минут.
Система охлаждения и калибровки: включая коробку формования с вакуумной адсорбцией и устройство воздушного охлаждения с регулируемой степенью вакуума (-0,06...-0,09 МПа), обеспечивающие быстрое охлаждение и формование при соблюдении плоскостности поверхности застежки и точности размеров (±0,1 мм) в соответствии со стандартом, предотвращая коробление и деформацию.
Система тяги и резки: Использование тягового устройства с частотным регулированием скорости, скорость тяги плавно регулируется от 0,5 до 5 м/мин, оснащено высокоточным сервоприводным устройством резки, погрешность длины резки ≤ ±2 мм, поддерживает функции резки по заданной длине и автоматического подсчёта.
Принцип работы: Комплексный процесс от сырья до готового продукта
Предварительная обработка сырья: Порошок ПВХ-смолы, стабилизатор, пластификатор и другие вспомогательные материалы равномерно смешиваются в соответствии с пропорциями рецептуры, затем высушиваются в сушилке (температура 80–100 °C, время 2–3 часа) для удаления влаги;
Экструзия расплава: Смешанные исходные материалы поступают в материалопровод через загрузочный бункер, и под действием сдвига и транспортировки шнека нагреваются в различных зонах (160–180 °C в передней части барреля, 170–190 °C в средней части и 180–200 °C в головке), достигая плавления и пластификации, образуя однородный расплав;
Формование и придание формы: Расплавленный материал экструдируется через головку фильеры в заготовку защёлкивающейся панели, поступает в вакуумную формовочную камеру и быстро приобретает форму под действием адсорбции разрежением и охлаждающего водяного потока, при этом дополнительное охлаждение обеспечивается системой воздушного охлаждения;
Транспортировка и резка: Готовая защёлкивающаяся панель транспортируется с постоянной скоростью тянущим устройством, точно отрезается по заданной длине сервоприводной режущей машиной и в конечном итоге собирается на разгрузочной стойке.



Применимые сценарии: Охват нескольких областей, выдающееся соотношение цены и качества
В области домашнего декора и строительных материалов мы производим панели для внутренних потолков и стен, которые обладают водонепроницаемыми, влагостойкими свойствами и легко очищаются, подходят для гостиных, кухонь, ванных комнат и других помещений;
В области инженерного оформления используется для отделки потолков в общественных пространствах, таких как офисные здания, торговые центры и больницы. Возможен массовый выпуск огнестойких и самозатухающих панелей (с индексом кислорода ≥ 32 после добавления антипиренов);
Индивидуальная настройка для специальных условий: Путем корректировки состава и оптимизации форм мы производим специализированные продукты, такие как антикоррозийные панели (подходят для химических цехов), звукопоглощающие панели (подходят для серверных и КТВ) и антибактериальные панели (подходят для медицинских учреждений).
Основные преимущества: высокая эффективность, энергосбережение, простота эксплуатации
Эффективное производство: Благодаря оптимизированной конструкции шнека и технологии зонального управления температурой, эффективность пластикования увеличивается на 20%, а суточный объем выпуска единицы оборудования может достигать 2–8 тонн, что удовлетворяет потребности крупносерийного производства;
Энергосбережение и снижение потребления: оснащено частотно-регулируемыми энергосберегающими двигателями и системами рекуперации тепла, что позволяет снизить энергопотребление на единицу продукции на 15–20% по сравнению с традиционным оборудованием, уровень шума при работе составляет ≤ 75 дБ
Легкость в управлении: Оснащено системой управления с PLC-сенсорным экраном, обеспечивающей постоянный контроль ключевых параметров, таких как температура, давление и скорость; поддерживает сохранение параметров и их одномоментный вызов; освоение возможно после простого обучения;
Стабильность и долговечность: Основные компоненты изготовлены из высококачественных сплавов и с применением точных технологий механической обработки. Время бесперебойной работы оборудования составляет ≥ 8000 часов, длительный интервал технического обслуживания и низкие эксплуатационные расходы на последующем этапе;
Гибкая адаптация: Модульная конструкция обеспечивает быструю замену форм и корректировку состава, а также позволяет производить застежки из различных материалов, спецификаций и цветов, что соответствует разнообразным рыночным требованиям.

© ООО «Чжанцзягань Голден Фар Ист Машинери», 2026. Все права защищены.