Date de commande : février 2021. Le client possède déjà deux lignes de production dans son usine. Afin de répondre à la demande du marché, il a décidé d'acheter une nouvelle ligne de production. Cette fois, il a commandé une ligne équipée d'une extrudeuse bivis conique SJZ55/120.

Date de commande : février 2021.
Le client possède déjà deux lignes de production dans son usine. Afin de répondre à la demande du marché, il a décidé d'acheter une nouvelle ligne de production.
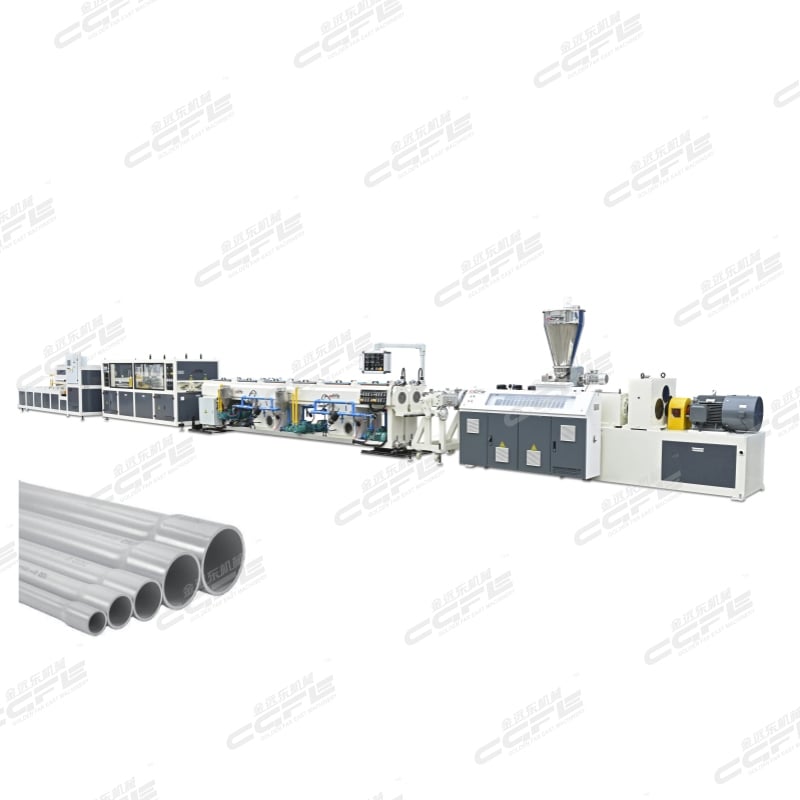
Cette fois, il a commandé une ligne équipée d'une extrudeuse bivis conique SJZ55/120.
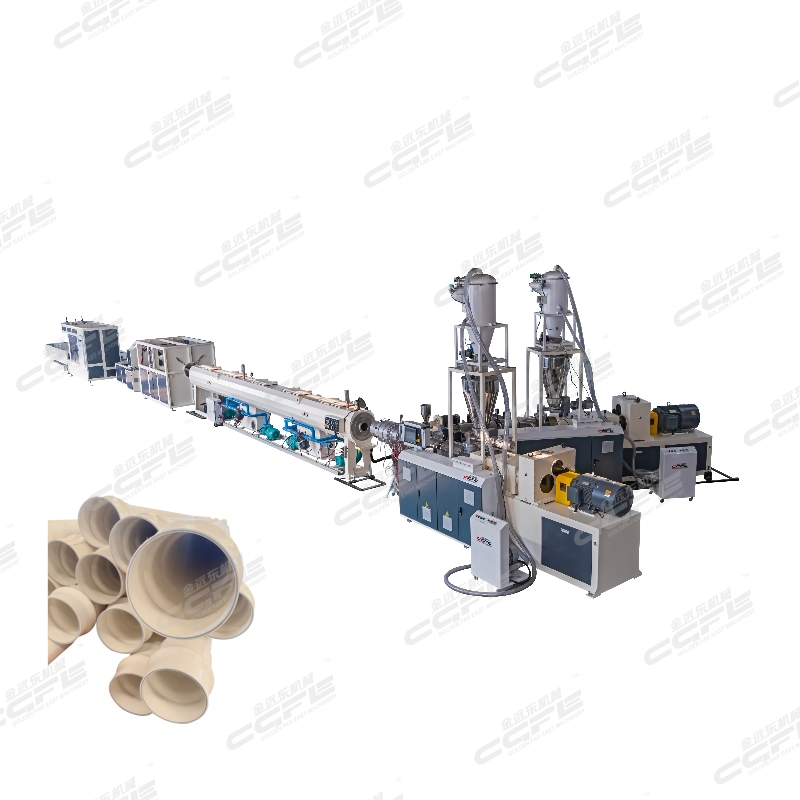
La ligne de production complète comprend un chargeur hélicoïdal, une extrudeuse, un moule, une table de calibrage sous vide, des tracteurs et une machine de coupe, ainsi qu'un empileur.
Puissance du moteur de l'extrudeuse : 22 kW. Le moteur principal est de marque Beide Siemens, fabriqué en Chine, avec service mondial. Le système d'onduleur utilise un variateur ABB.
La boîte de vitesses est de type vertical, ce qui permet d'économiser de l'espace dans l'usine.
Moule avec traceur infrarouge, permettant d'ajuster la vitesse d'extrusion différente des deux côtés. Améliore l'efficacité de production.
Table de calibrage sous vide de 4 m. Elle est équipée d'un ventilateur, qui peut évacuer l'eau efficacement.
Les tracteurs peuvent fonctionner jusqu'à 5 m/min, le système de coupe proposant deux types de coupe : coupe motorisée et coupe par cylindre.
Grâce à notre expérience précieuse et à nos améliorations techniques, la capacité de la ligne de production peut atteindre 1000 m² par jour.
En même temps, la ligne de production peut être équipée d'un transfert de feuille en ligne et d'un laminage en ligne.


L'extrudeuse pour plaques à cranter en plastique, équipement principal pour la production de plaques à cranter en PVC, PE, PP et autres matériaux, adopte une architecture modulaire combinée et se compose principalement de cinq systèmes essentiels :
Système d'extrusion : comprenant une vis et un cylindre à haute résistance, la vis est fabriquée en matériau d'alliage 38CrMoAlA, et après traitement de nitruration, la dureté atteint HV950 ou plus, améliorant efficacement la résistance à l'usure et à la corrosion ; le cylindre de matière est équipé d'un dispositif de chauffage par zone avec une précision de contrôle de température de ± 1 ℃, garantissant une plastification uniforme des matières premières.
Système d'alimentation : utilisation d'une machine d'alimentation forcée, permettant un contrôle précis de la quantité d'alimentation (plage de réglage 5-50 kg/h), combinée à un module de prétraitement de séchage de la matière première, afin d'éviter les bulles et les fissures à la surface du produit causées par une teneur élevée en humidité de la matière première.
Système de moulage : Les moules sur mesure sont fabriqués en acier à outils de haute qualité, et le canal d'écoulement de la tête de moule est optimisé pour assurer un écoulement régulier du matériau fondu. Il peut s'adapter aux besoins de moulage de différentes spécifications (largeur 200-600 mm, épaisseur 0,8-3,0 mm) de plaques à clips, et le temps de changement de moule est ≤ 30 minutes.
Système de refroidissement et de calibrage : comprenant une boîte de formage par aspiration sous vide et un dispositif de refroidissement à air, avec un degré de vide réglable (-0,06 à -0,09 MPa), assurant un refroidissement et un formage rapides tout en garantissant la planéité de la surface de la boucle et une précision dimensionnelle (± 0,1 mm) conforme aux normes, évitant ainsi les déformations et gauchissements.
Système de traction et de coupe : Utilisation d'une machine de traction à commande de vitesse par variateur de fréquence, dont la vitesse de traction est continuellement ajustable de 0,5 à 5 m/min, équipée d'un dispositif de coupe servo haute précision, l'erreur de longueur de coupe étant ≤ ± 2 mm, et prenant en charge les fonctions de coupe en longueurs fixes et de comptage automatique.
Principe de fonctionnement : Procédé intégré de la matière première au produit fini
Prétraitement des matières premières : La poudre de résine PVC, le stabilisant, le plastifiant et autres matériaux auxiliaires sont mélangés uniformément selon le ratio formulé, puis séchés dans un séchoir (température 80-100 °C, durée 2-3 heures) pour éliminer l'humidité ;
Extrusion de fusion : Les matières premières mélangées entrent dans la trémie d'alimentation par le goulot d'alimentation, et sous l'effet de cisaillement et de transport de la vis, elles sont chauffées dans différentes zones (160-180 ℃ dans la partie avant du cylindre, 170-190 ℃ dans la partie médiane, et 180-200 ℃ dans la tête) afin d'atteindre une plastification fondue et former un mélange homogène ;
Mise en forme et profilage : La matière fondue est extrudée sous forme de plaque brute à verrou par une tête d'extrusion, entre dans une caisse de calandrage sous vide et prend rapidement forme sous l'adsorption en dépression et l'écoulement d'eau de refroidissement, tandis qu'un système de refroidissement par air assure un refroidissement supplémentaire ;
Traction et découpe : La plaque à verrou finalisée est transportée à vitesse constante par une machine de traction, découpée avec précision à une longueur prédéfinie par une machine de découpe servo, puis finalement collectée par un bac de déchargement.



Scénarios d’application : Couverture multi-domaine, excellente rapport coût-performance
Dans le domaine de la décoration intérieure et des matériaux de construction, nous produisons des panneaux de plafond intérieur et des panneaux décoratifs muraux, qui possèdent des caractéristiques d'étanchéité, d'imperméabilité à l'humidité et de facilité de nettoyage, et conviennent aux salons, cuisines, salles de bains et autres espaces ;
Dans le domaine de la décoration technique, il est utilisé pour la décoration de plafonds dans des espaces publics tels que les immeubles de bureaux, centres commerciaux et hôpitaux. Il permet de produire en série des plaques emboîtables résistantes au feu et ignifugées (avec un indice d'oxygène ≥ 32 après ajout d'ignifugeants) ;
Personnalisation pour scénarios spécifiques : Grâce à l'ajustement de formule et l'optimisation des moules, nous produisons des produits spécialisés tels que des plaques emboîtables anti-corrosion (adaptées aux ateliers chimiques), des plaques emboîtables insonorisantes (adaptées aux salles informatiques et KTV) et des plaques emboîtables antibactériennes (adaptées aux établissements médicaux).
Avantages clés : haute efficacité, économie d'énergie, fonctionnement facile
Production efficace : En adoptant une conception optimisée de la vis et une technologie de contrôle de température par zone, l'efficacité de plastification est augmentée de 20 %, et la production journalière d'un équipement unique peut atteindre 2 à 8 tonnes, répondant ainsi aux besoins de production à grande échelle ;
Économie d'énergie et réduction de la consommation : équipé de moteurs économiseurs d'énergie à fréquence variable et de systèmes de récupération de chaleur résiduelle, la consommation d'énergie par produit est réduite de 15 à 20 % par rapport aux équipements traditionnels, et le bruit de fonctionnement est ≤ 75 dB
Facilité d'utilisation : Équipé d'un système de commande avec écran tactile PLC, il permet de surveiller en temps réel des paramètres clés tels que la température, la pression et la vitesse, prend en charge le stockage des paramètres et leur rappel en un clic, et les débutants peuvent s'initier facilement après une formation simple ;
Stable et durable : Les composants principaux sont fabriqués à partir de matériaux alliés de haute qualité et de procédés d'usinage de précision. L'équipement présente un temps de fonctionnement sans panne ≥ 8000 heures, un cycle d'entretien long et des coûts d'entretien faibles en phase ultérieure ;
Adaptation flexible : La conception modulaire permet un remplacement rapide des moules et un ajustement des formules, et peut produire des articles à attaches en différents matériaux, spécifications et couleurs, s'adaptant ainsi à des demandes de marché variées.

Tous droits réservés © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd.