Час замовлення: лютий, 2021. У клієнта вже є дві лінії виробництва на його заводі. Щоб задовольнити попит на ринку, клієнт вирішив придбати нову лінію виробництва. Цього разу він замовив лінію з конічним двозахопним гвинтом SJZ55/120...

Час замовлення: лютий, 2021
У клієнта вже є дві виробничі лінії на його заводі. Щоб задовольнити попит на ринку, клієнт вирішив придбати нову виробничу лінію.
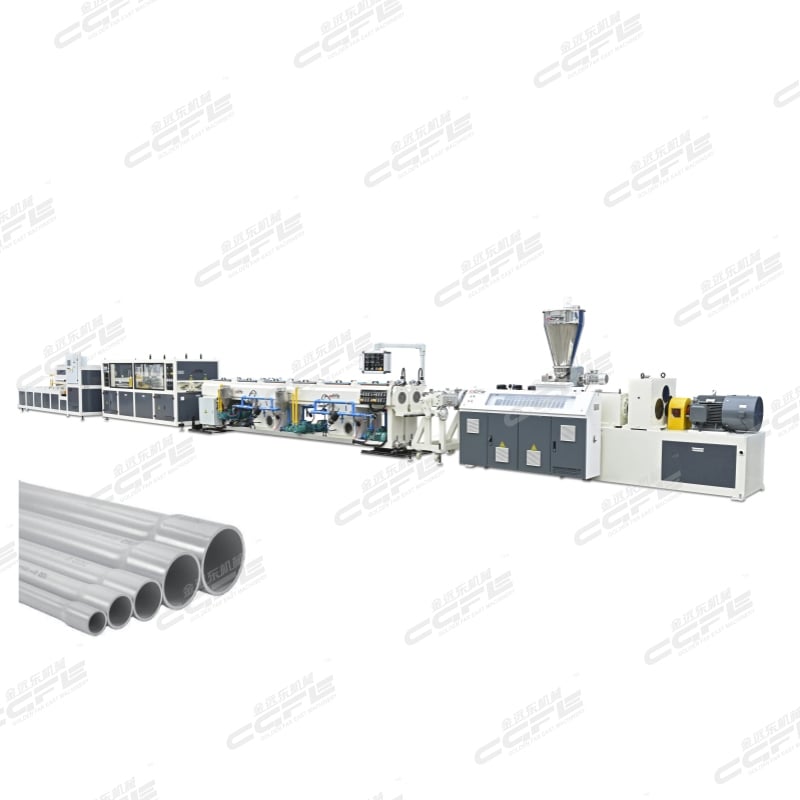
Цього разу він замовив виробничу лінію з конічним двоспіральним екструдером SJZ55/120.
Повна виробнича лінія включає шнековий завантажувач, екструдер, форму, вакуумну калібрувальну стільницю, витяжний пристрій та установку для різання, штабелювач.
Потужність двигуна екструдера: 22 кВт. Основний двигун марки Beide Siemens, виготовлений в Китаї, з глобальним сервісним обслуговуванням. Система перетворювача використовує перетворювач ABB.
Редуктор вертикального типу, що дозволяє заощадити простір на виробництві.
Форма з інфрачервоним трекером для регулювання різної швидкості екструзії з обох боків. Підвищує ефективність виробництва.
Вакуумна калібрувальна стільниця довжиною 4 м. Обладнана вентилятором, який ефективно видаляє воду.
Витяжний пристрій може працювати зі швидкістю до 5 м/хв, система різання має два типи різання: електродвигун та циліндр.
Завдяки нашому цінному досвіду та технічним удосконаленням продуктивність виробничої лінії може досягати 1000 кв. м на добу.
У той же час виробнича лінія може обладнати онлайн-перенесення фольги та онлайн-ламінування.


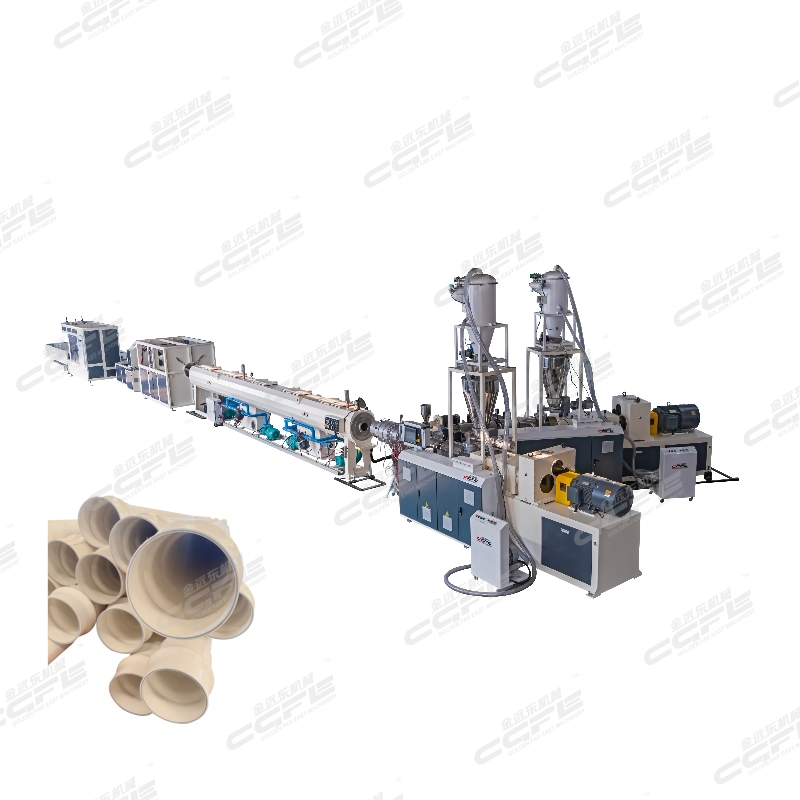
Екструдер для пластикових замкових плит, як основне обладнання для виробництва замкових плит із матеріалів ПВХ, ПЕ, ПП та інших, має модульну комбіновану архітектуру та складається в основному з п’яти ключових систем:
Система екструзії: включає високоміцний гвинт і циліндр; гвинт виготовлений із сплаву 38CrMoAlA, після нітридування твердість досягає HV950 або вище, що ефективно підвищує зносостійкість та стійкість до корозії; циліндр обладнаний зонами нагріву з точністю регулювання температури ±1 °C, забезпечуючи рівномірне пластування сировини.
Система подачі: використовується примусова система подачі, яка дозволяє точно контролювати кількість подачі (діапазон регулювання 5–50 кг/год), у поєднанні з модулем попереднього сушіння сировини, щоб уникнути утворення бульбашок і тріщин на поверхні продукту через високий вміст вологи в сировині.
Система формування: Індивідуальні форми виготовлені з високоякісної інструментальної сталі, а канал головки форми оптимізований для забезпечення плавного потоку розплаву. Вони можуть задовольняти потреби формування щілинок різних розмірів (ширина 200–600 мм, товщина 0,8–3,0 мм), а час заміни форми становить ≤ 30 хвилин.
Система охолодження та формування: включає вакуумну формувальну камеру та пристрій повітряного охолодження з регульованим рівнем вакууму (-0,06…-0,09 МПа), що забезпечує швидке охолодження та формування, а також відповідність вимогам щодо плоскості поверхні щілинки та точності розмірів (± 0,1 мм), уникнення короблення та деформації.
Система затягування та різання: Використовується затяжний пристрій з частотним регулюванням швидкості, швидкість затягування плавно регулюється від 0,5 до 5 м/хв., обладнаний високоточним сервоприводним пристроєм різання, похибка довжини різання становить ≤ ±2 мм, передбачено функції різання на задану довжину та автоматичного підрахунку.
Принцип роботи: Комплексний процес від сировини до готового продукту
Попередня обробка сировини: Порошок ПВХ-смоли, стабілізатор, пластифікатор та інші допоміжні матеріали змішують у відповідних пропорціях за формулою, а потім сушать у сушильній установці (температура 80–100 °C, час 2–3 години) для видалення вологи;
Екструзія розплаву: Змішані сировинні матеріали надходять у завантажувальний бункер, де під дією зсувних і транспортних сил гвинта нагріваються в різних зонах (160–180 °C на початку циліндра, 170–190 °C в середній частині та 180–200 °C на кінці), щоб досягти плавлення та пластифікації й утворити однорідний розплав;
Формування та профілювання: Розплавлений матеріал екструдується через формувальну головку у заготовку замкової плити, потрапляє у вакуумну формувальну камеру та швидко набуває форми під дією адсорбції при негативному тиску та охолодженні водою, подальше охолодження забезпечується системою повітряного охолодження;
Тягове різання: Фінальну планку-защілку транспортують з постійною швидкістю за допомогою тягового пристрою, точно вирізають на задану довжину за допомогою сервоприводного різального верстата та, нарешті, збирають за допомогою вивантажувального стелажа.



Придатні сценарії: Покриття багатьох сфер, виняткова вартісна ефективність
У сфері побутового декору та будівельних матеріалів ми виробляємо панелі для стель у приміщеннях та панелі для оздоблення стін, які мають водонепроникні, вологостійкі та легкі у чищенні характеристики, придатні для використання в вітальнях, кухнях, ванних кімнатах та інших сценаріях;
У сфері інженерного оздоблення використовується для оздоблення стель у громадських просторах, таких як офісні будівлі, торгові центри та лікарні. Можливе масове виробництво вогнетривких і самозагасальних планок-защілок (з індексом кисню ≥ 32 після додавання антипірена);
Індивідуальне налаштування для спеціальних сценаріїв: Шляхом коригування складу та оптимізації форм ми виробляємо спеціалізовані продукти, такі як антикорозійні панелі з застібками (підходять для хімічних цехів), звукоізоляційні панелі з застібками (підходять для комп’ютерних кімнат і КТВ) та антибактеріальні панелі з застібками (підходять для медичних закладів).
Основні переваги: висока ефективність, енергозбереження, простота у роботі
Ефективне виробництво: Завдяки оптимізованому дизайну гвинта та технології контролю температури за зонами, ефективність пластикування збільшена на 20%, а щоденний випуск окремого обладнання може досягати 2–8 тонн, що задовольняє потреби масового виробництва;
Економія енергії та зменшення споживання: обладнано частотно-регульованими енергозберігаючими двигунами та системами утилізації відновлюваного тепла, витрати енергії на одиницю продукції знижені на 15–20% порівняно з традиційним обладнанням, а рівень шуму під час роботи становить ≤ 75 дБ
Легко в експлуатації: Обладнаний системою керування з сенсорним екраном PLC, може в реальному часі контролювати ключові параметри, такі як температура, тиск і швидкість, підтримує зберігання параметрів і однократний виклик, а також дозволяє почати роботу після простого навчання;
Стабільний і довговічний: Основні компоненти виготовлені з високоякісних сплавів і за допомогою прецизійних технологій обробки. Обладнання має безвідмовний час роботи ≥ 8000 годин, довгий міжремонтний період і низькі витрати на технічне обслуговування на пізніх етапах;
Гнучка адаптація: Модульна конструкція забезпечує швидку заміну форм і коригування складу, може виробляти продукти з защіпками з різних матеріалів, різних розмірів і кольорів, що дозволяє адаптуватися до різноманітних ринкових потреб.

Авторське право © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. Усі права захищені.