Страна: Вьетнам Первый визит на наш завод: 2018-09-20 Встреча по обсуждению линии экструзии ПВХ труб, двойная ПВХ труба: 20 мм – 63 мм 2 дня на обсуждение технологии, работы оборудования и другой информации. Это первый клиент...

Страна: Вьетнам
Первый визит на наш завод: 2018-09-20
Встреча для обсуждения линии экструзии ПВХ труб, двойная ПВХ труба: 20 мм – 63 мм, 2 дня на обсуждение технологии, работы оборудования и другой информации. Это первая инвестиция клиента в трубную промышленность; перед началом проекта клиент проводил исследования на рынке в течение примерно 2 лет. Мы встречались с клиентом дважды во Вьетнаме ранее, также клиент рассматривал выбор поставщика. В 2018 году клиент приезжал посетить наш завод, и, основываясь на нашем большом опыте, мы предоставили ему подробный кейс проекта и направление по формуле сырья. В мае 2019 года клиент принял решение о реализации этого проекта.

5 августа 2019 года клиент приехал на наш завод для проверки работающего оборудования. В этот день мы провели испытание полной производственной линии, включая экструзионную линию и устройство для буртика.
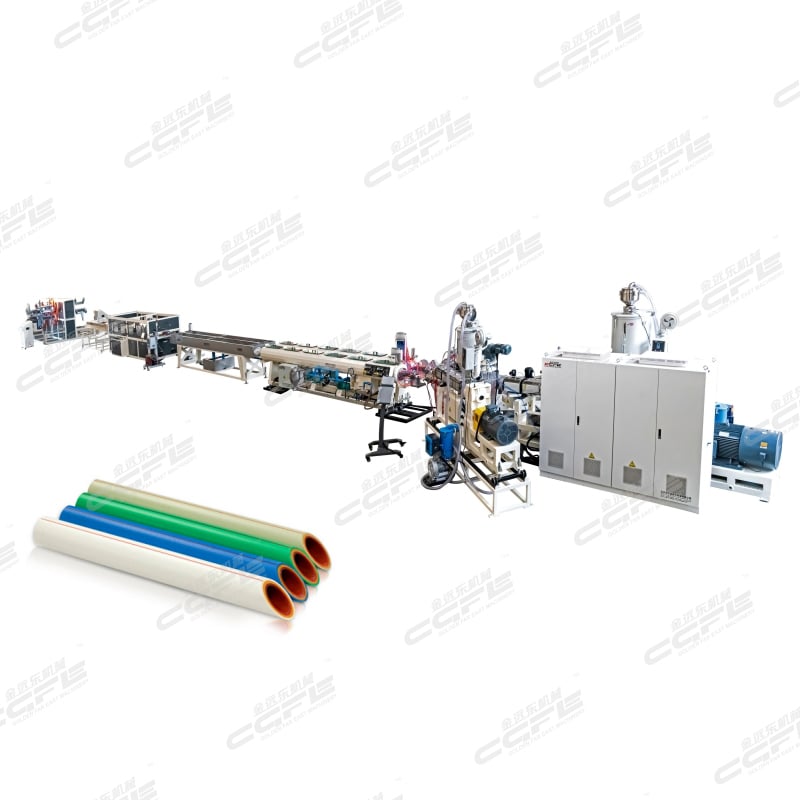
Линия по производству ПВХ-труб представляет собой автоматизированную производственную линию, объединяющую обработку сырья, экструзию расплава, формование и придание формы, резку, тестирование и укладку. Она в основном используется для производства пластиковых труб серий ПВХ-U, ПВХ-M, ПВХ-C и других, широко применяемых в таких областях, как водоснабжение и водоотведение, городское строительство, строительная резьба и сельскохозяйственное орошение. Вся производственная линия имеет модульную конструкцию, позволяющую гибко настраивать ее в соответствии со спецификациями труб и требованиями к производительности, и обладает такими характеристиками, как стабильность, эффективность и интеллектуальность.
1、 Основные компоненты, системы и функции
Вся линия производства ПВХ-труб состоит из пяти основных частей: блока предварительной обработки сырья, экструзионного агрегата, блока формования и калибровки, блока протяжки и резки, а также блока контроля и укладки. Все блоки работают согласованно, обеспечивая полную автоматизацию процесса производства от сырья до готовых труб.
Блок предварительной обработки сырья является необходимым условием для обеспечения качества труб и включает в себя, главным образом, высокоскоростные смесители, установки для горячего и холодного смешивания, а также автоматические системы подачи.
Высокоскоростной смеситель: смешивание порошка ПВХ-смолы, стабилизатора, пластификатора, наполнителя, красителя и других вспомогательных материалов в соответствии с заданным соотношением формулы. При интенсивном перемешивании и воздействии сдвигающей силы температура материала повышается до 110–120 °C, что обеспечивает равномерное распределение всех компонентов;
Установка для горячего и холодного смешивания: после нагревания материал поступает в охлаждающую машину, где его температура снижается до 40–50 °C, что предотвращает спекание материала при высокой температуре и завершает процессы охлаждения и сушки;
Автоматическая система подачи: с помощью вакуумного загрузчика смешанные материалы точно транспортируются в бункер экструдера; весь процесс осуществляется в герметичной системе без выделения пыли, погрешность точности подачи составляет ≤ 1%.
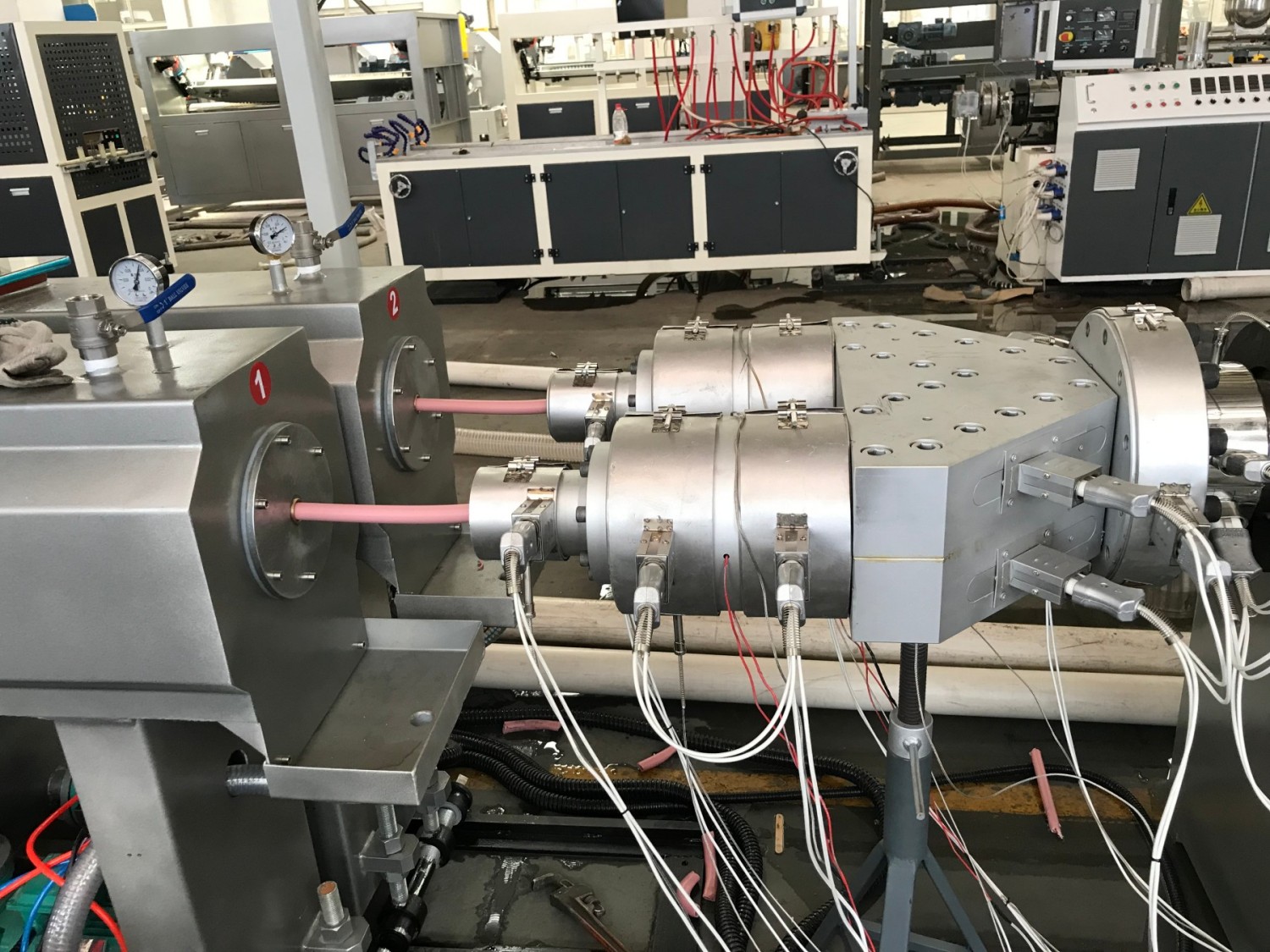
Экструзионная головка является основным источником энергии линии производства, а основная конфигурация — конический двухшнековый экструдер, подходящий для высокой вязкости и низкой текучести материалов ПВХ.
Шнек и цилиндр: изготовлены из сплава 38CrMoAlA, с твёрдостью поверхности HV900 и выше после азотирования, обладают превосходной износостойкостью и коррозионной стойкостью; Конструкция конического двухшнека с неравномерным шагом и глубиной обеспечивает принудительную подачу, полную пластификацию и стабильную экструзию материалов, эффективно предотвращая их деградацию;
Система контроля температуры: применение зонального независимого контроля температуры, цилиндр для материала разделён на секции подачи, сжатия, плавления и гомогенизации, диапазон контроля температуры составляет 140–190 °C, точность контроля температуры ±1 °C; головка машины оснащена датчиком давления для отслеживания давления расплава в реальном времени, обеспечивая стабильность экструзии;
Приводная система: оснащена мотором с регулированием скорости частоты в диапазоне мощности 15–160 кВт, скорость экструзии может регулироваться в зависимости от спецификаций трубы, диапазон объёма экструзии составляет 50–1000 кг/ч.
Формовочная и калибровочная установка определяет размерную точность и качество поверхности трубы, в основном состоит из экструзионных форм, вакуумных калибровочных ящиков и охлаждающих водяных баков.
Пресс-форма для экструзии: используется специальная спиральная головка, канал потока оптимизирован по принципу обтекаемой формы, расплав перемещается плавно, без мертвых зон. Может применяться для производства труб с различными диаметрами от φ 16 до φ 800 мм; материал пресс-формы — высококачественная инструментальная сталь, полированная и хромированная, с шероховатостью поверхности Ra0,2 мкм, что обеспечивает гладкую наружную стенку трубы;
Вакуумная калибровочная установка: используется технология формования с вакуумной адсорбцией, степень вакуума регулируется в диапазоне от -0,04 до -0,08 МПа. Наружная стенка трубы прижимается к калибровочной втулке за счет вакуумного отрицательного давления, а совместное воздействие циркулирующей охлаждающей воды внутри установки обеспечивает быстрое охлаждение и формование трубы с точностью диаметра ± 0,3%
Бак охлаждающей воды: разделен на несколько зон охлаждения, управление осуществляется по градиенту температуры воды, постепенное охлаждение от комнатной температуры до низкой, чтобы избежать растрескивания труб из-за чрезмерных внутренних напряжений, вызванных резким охлаждением. Охлажденные трубы имеют стабильную форму и не подвержены короблению или деформации.
Тяговый режущий агрегат обеспечивает равномерную транспортировку и точную резку труб с фиксированной длиной, включает в себя многозахватную тяговую машину и серворезательную машину.
Многозахватная тяговая машина: использует направляющую или роликовую тяговую конструкцию, тяговое усилие равномерное и регулируемое, скорость тяги составляет 0,5–10 мм/мин, точно согласуется со скоростью экструзии для обеспечения равномерной толщины стенок трубы; оснащена системой управления натяжением для предотвращения растяжения и деформации трубы;
Машина резки с сервоприводом: делится на два типа: резка летающим ножом и планетарная резка. Трубы малого диаметра режутся летающим ножом, а трубы большого диаметра — планетарной резкой. Длину резки можно свободно задавать через сенсорный экран, точность резки составляет ≤±2 мм. Процесс резки проходит без заусенцев и сколов, срез получается ровным. Поддерживается функция автоматического подсчёта.
Блок контроля и укладки, являющийся ключевым звеном в обеспечении качества готовой продукции и последующего складирования, включает в себя систему онлайн-контроля и автоматический укладчик.
Система онлайн-контроля: объединяет детектор толщины стенок, детектор внешнего диаметра и машину для испытания давлением, обеспечивает реальное время контроль равномерности толщины стенок, отклонений внешнего диаметра и прочности на давление труб, а также автоматически маркирует и удаляет несоответствующую продукцию.
Автоматическая укладочная машина: отрезанные трубы по конвейерной линии подаются в зону укладки и аккуратно складируются роботизированной рукой в соответствии с заданным количеством. Высота укладки может регулироваться, что снижает интенсивность ручного труда и повышает эффективность хранения.



2、 Рабочий процесс
• Смешивание компонентов: согласно формуле смола ПВХ и различные добавки загружаются в высокоскоростной смеситель, горячее смешивание доводится до заданной температуры, после чего масса переносится в холодный смеситель для охлаждения, получается однородная сухая смесь;
• Автоматическая подача материала: машина вакуумной подачи транспортирует сухую смесь в бункер экструдера;
• Экструзия расплава: материал нагревается, подвергается сдвигу и пластикации в двухшнековом экструдере, образуя однородный расплав, который выдавливается через формующую головку в виде трубаго заготовки;
• Формование с охлаждением: трубаготовка поступает в калибровочную коробку, где формуется под действием вакуумной адсорбции и охлаждающей воды. Затем охлаждение продолжается в несколько этапов в водяном охладителе, в результате чего образуется твёрдая труба;
• Протяжка и резка: многолапковый тянущий станок равномерно протягивает трубу, а машина резки с сервоприводом точно отрезает её по заданной длине;
• Проверка и укладка: система онлайн-контроля выполняет проверку качества, после чего годные трубы сортируются и укладываются автоматическим укладчиком, затем упаковываются и складируются.

© ООО «Чжанцзягань Голден Фар Ист Машинери», 2026. Все права защищены.