Երկիր՝ Վիետնամ. Առաջին այցը մեր գործարան՝ 2018-09-20. Խորհրդաժողով PVC խողովակների էքստրուդերային գծի վերաբերյալ, կրկնակի PVC խողովակ՝ 2 մմ – 63 մմ. Տեխնոլոգիայի, սարքավորումների աշխատանքի և այլ տեղեկատվության քննարկման համար 2 օր: Սա հաճախորդի առաջին...

Երկիր՝ Վիետնամ
Առաջին այցը մեր գործարան՝ 2018-09-20
Խոսակցություն PVC խողովակների էքստրուդերային գծի, երկկողմանի PVC խողովակ՝ 20 մմ – 63 մմ մասին. Տեխնոլոգիայի, աշխատող սարքավորումների և այլ տեղեկությունների քննարկման համար պահանջվում է 2 օր: Սա հաճախորդի առաջին ներդրումն է խողովակների արդյունաբերության մեջ: Նախագիծը սկսելու համար հաճախորդը շուկայում մոտ 2 տարի հետազոտություններ է անցկացրել: Նախկինում Վիետնամում հանդիպել էինք հաճախորդի հետ 2 անգամ, նաև հաճախորդը մտածել է մատակարարի ընտրության մասին: 2018 թվականին հաճախորդը այցելեց մեր գործարան, հիմնվելով մեր հարուստ փորձի վրա, մենք նրան տրամադրեցինք մանրամասն նախագծային դեպք և հումքի բաղադրության ուղղություն: 2019 թվականի մայիսին հաճախորդը որոշեց իրականացնել այս նախագիծը:

2019 թվականի օգոստոսի 5-ին հաճախորդը այցելեց մեր գործարան՝ ստուգելու աշխատող սարքավորումները: Մեկ օր մենք փորձարկեցինք ամբողջական արտադրական գիծը, ներառյալ էքստրուդերային գիծը և ծայրամասերի մեքենան:
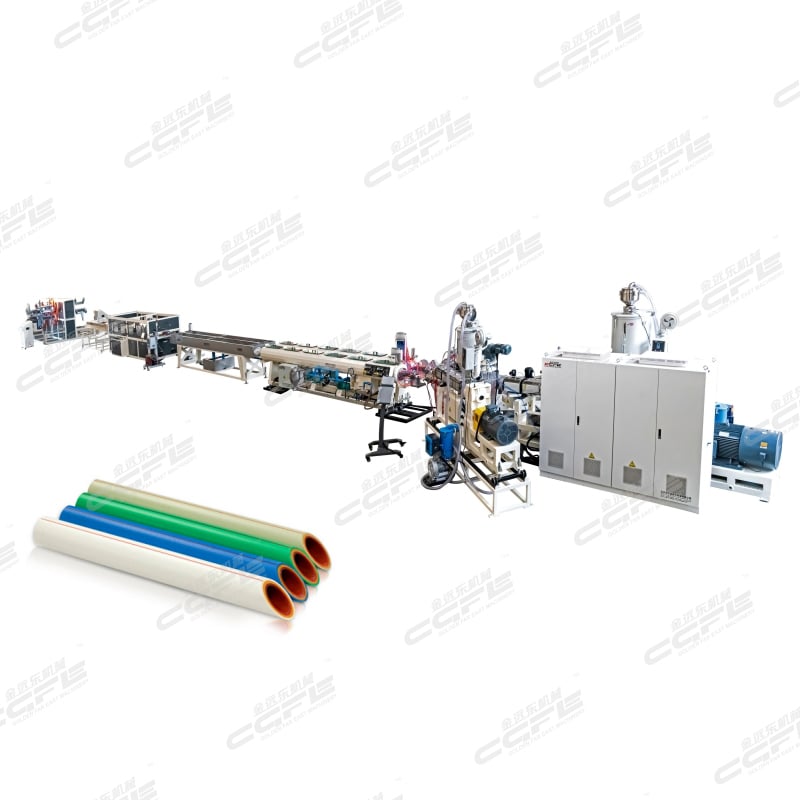
ՊՎՑ խողովակների արտադրության գիծը ավտոմատացված արտադրական գիծ է, որն իր մեջ ներառում է հումքի մշակում, ձուլման էքստրուզիա, ձևավորում և ձևավորում, ձգողություն և կտրում, փորձարկում և կույտավորում: Այն հիմնականում օգտագործվում է PVC-U, PVC-M, PVC-C և այլ շարքերի պլաստիկ խողովակների արտադրության համար, որոնք լայնորեն կիրառվում են ջրամատակարարման և առաքման, կոմունալ ինժեներական, շենքերի թելային մոնտաժման և գյուղատնտեսական ոռոգման ոլորտներում: Ամբողջ արտադրական գիծը օգտագործում է մոդուլային նախագծում, որը կարող է ճկուն կերպով կարգավորվել խողովակների սպեցիֆիկացիաների և արտադրողականության պահանջներին համապատասխան՝ ապահովելով կայունություն, արդյունավետություն և ինտելեկտուալ հատկանիշներ:
1. Հիմնական բաղադրիչներ, համակարգեր և գործառույթներ
Ամբողջ ՊՎՑ խողովակների արտադրության գիծը բաղկացած է հինգ հիմնական մասերից՝ հումքի նախնական մշակման միավոր, էքստրուզիայի հիմնական միավոր, ձևավորման և ձևավորման միավոր, ձգողության և կտրման միավոր, ինչպես նաև հսկողության և կույտավորման միավոր: Յուրաքանչյուր միավոր աշխատում է համատեղ՝ ապահովելով հումքից մինչև վերջնական խողովակների ամբողջական գործընթացի ավտոմատացված արտադրություն:
Հումքի նախնական պատրաստական միավորը խողովակների որակը ապահովելու համար անհրաժեշտ պայման է, որն ընդգրկում է հիմնականում բարձրահաճախային խառնիչներ, տաք-ցուրտ խառնման միավորներ և ավտոմատ սնուցման համակարգեր:
Բարձրահաճախային խառնիչ. Խառնում է PVC խեժի փոշին, կայունացնողը, պլաստիֆիկատորը, լցիչը, ներկանյութը և այլ օժանդակ նյութեր՝ համաձայն բաղադրատոմսի հարաբերակցության: Բարձր արագությամբ խառնման և հարթեցման ընթացքում նյութի ջերմաստիճանը բարձրանում է մի do 110-120 ℃՝ ապահովելով բաղադրիչների հավասարաչափ տարածում.
Տաք-ցուրտ խառնման միավոր. Տաք խառնված նյութը մտնում է ցուրտ խառնիչ՝ սառեցվելու 40-50 ℃, որը կանխում է բարձր ջերմաստիճանի պայմաններում նյութի կուտակումը և ավարտում է նյութի սառեցումն ու չորացումը.
Ավտոմատ սնուցման համակարգ. Վակուումային սնուցման մեքենայի միջոցով խառնված նյութերը ճշգրիտ տեղափոխվում են էքստրուդերի ավազանի մեջ, որը ամբողջությամբ կնքված է և փոշու արտահոսք չի թողնում: Սնուցման ճշգրտության սխալը ≤ 1 % է:
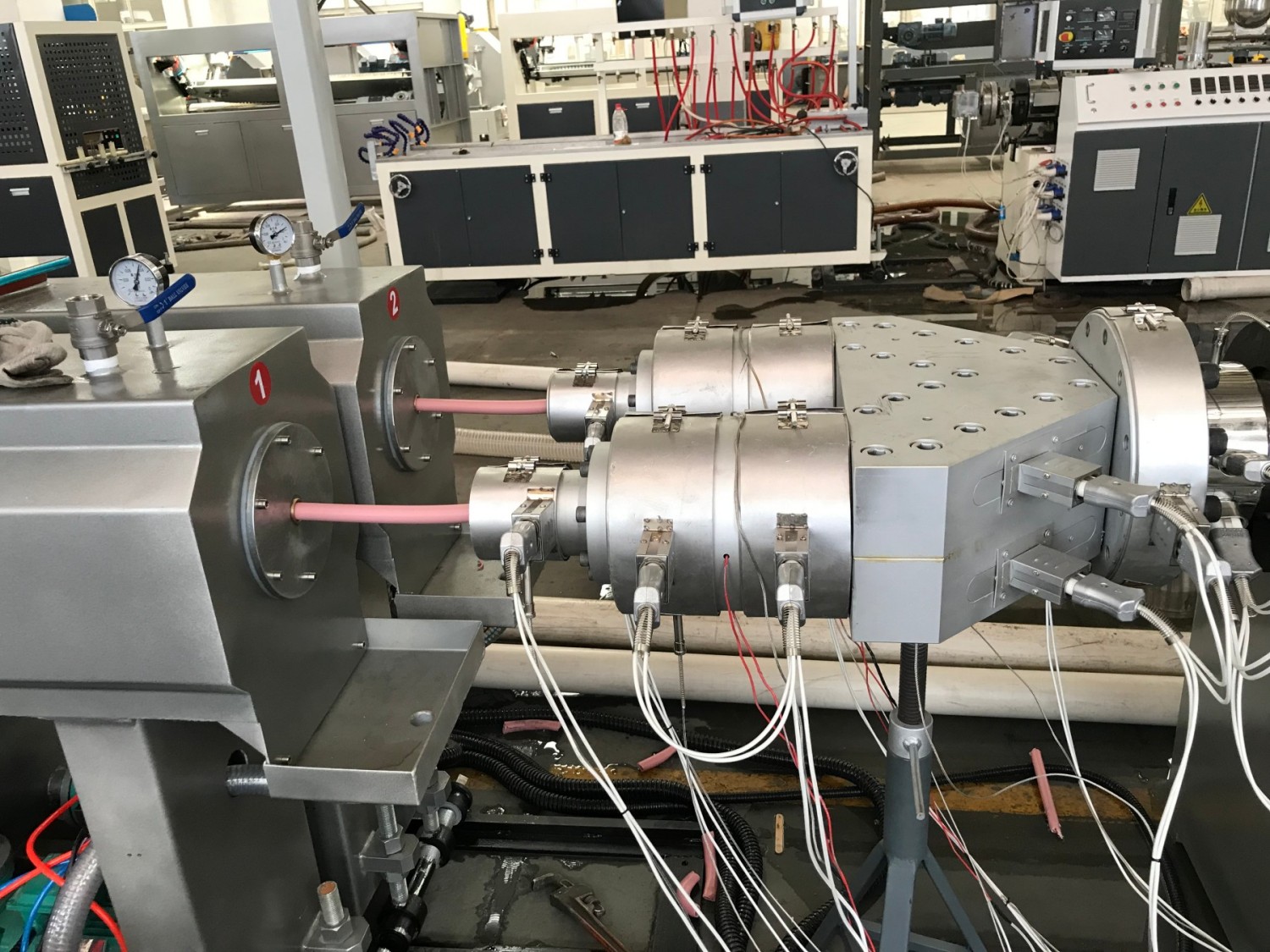
Էքստրուդերի հիմնական միավորը արտադրական գծի հիմնական էներգային աղբյուրն է, և սովորական կառուցվածքը կոնաձև երկվուն պտուտակավոր էքստրուդեր է, որը հարմար է PVC նյութերի բարձր խտության և ցածր շարժականության հատկանիշներին:
Պտուտակ և փող: պատրաստված են 38CrMoAlA ալիաժային նյութից, ազոտավորման մշակումից հետո մակերեսային կարծրությունը HV900-ից բարձր է, առաջնակարգ մաշվածականության և կոռոզիայի դիմադրությամբ. կոնաձև երկվուն պտուտակի անհավասար հեռավորության և խորության կառուցվածքը թույլ է տալիս իրականացնել իրանց տեղափոխում, լրիվ պլաստիֆիկացիա և նյութերի կայուն էքստրուզիա, արդյունավետ կերպով խուսափելով նյութի վատթարացումից.
Ջերմաստիճանի կարգավորման համակարգ՝ գոտիների անկախ ջերմաստիճանի կարգավորում օգտագործելով, նյութի ցիլինդրը բաժանված է սնուցման հատվածի, սեղմման հատվածի, հալման հատվածի և համասեռեցման հատվածի, ջերմաստիճանի կարգավորման տիրույթը 140-190 ℃ է, իսկ ջերմաստիճանի կարգավորման ճշգրտությունը՝ ±1 ℃. Գլխի մասում տեղադրված է ճնշման զանգված՝ հալված զանգվածի ճնշումը իրական ժամանակում հսկելու համար՝ ապահովելով էքստրուդիրովային կայունությունը.
Շարժիչի համակարգ՝ ապահովված փոփոխական հաճախականությամբ արագության կարգավորման շարժիչով, որի հզորության տիրույթը 15-160կՎտ է, էքստրուդիրովային արագությունը կարող է կարգավորվել ըստ խողովակի ստանդարտների, իսկ էքստրուդիրովային ծավալի տիրույթը 50-1000կգ/ժ է.
Ֆորմավորման և ձևավորման միավորը որոշում է խողովակի չափանիշների ճշգրտությունը և մակերեսի որակը, հիմնականում կազմված է էքստրուդիրովային կաղապարներից, վակուումային չափային տուփերից և սառեցման ջրային ավազաններից:
Էքստրուդերի ձևավորման համակարգ՝ օգտագործելով հատուկ պտտակային մատղաշ, որտեղ հոսքի խցիկը օպտիմալացված է առանց անկյունների նախագծմամբ, և հալված նյութի հոսքը հարթ է՝ առանց կույտերի: Կարող է օգտագործվել φ 16-ից մինչև φ 800 մմ տրամագծերով խողովակների արտադրության համար. Ձևավորման մատղաշի նյութը բարձրորակ ձևավորման պողպատ է, փայլեցված և քրոմապատված՝ մակերևույթի հարթությամբ Ra0.2 մկմ, որը երաշխավորում է խողովակի հարթ արտաքին պատը.
Վակուումային կալիբրացման տուփ՝ օգտագործելով վակուումային ծածկման ձևավորման տեխնոլոգիա, որտեղ վակուումի աստիճանը կարող է կարգավորվել -0,04-ից մինչև -0,08 ՄՊա սահմաններում: Խողովակի արտաքին պատը վակուումային բացասական ճնշման միջոցով ամրացվում է կալիբրացման թիթեղին, իսկ տուփի ներսում շրջանառվող սառը ջրի հետ համատեղ ապահովում է խողովակի արագ սառեցումն ու ձևավորումը՝ ±0,3% ճշգրտությամբ:
Ջրի հովացման այդքը՝ բաժանված բազմաստիճան հովացման գոտիների, որոնք վերահսկվում են ջերմաստիճանային գրադիենտով. խողովակները սառեցվում են սենյակային ջերմաստիճանից մինչև ցածր ջերմաստիճան՝ աստիճանաբար, որպեսզի խուսափենք խողովակների ճեղքվածքներից՝ հետևանքով առաջացած լարվածությունից, որը առաջանում է հանկարծակի սառեցման դեպքում: Սառեցված խողովակները ունեն կայուն ձևավորման ազդեցություն և չեն թեքվում կամ դեֆորմացվում:
Շարժման կտրող միավորը ապահովում է խողովակների հավասարաչափ տեղափոխում և ճշգրիտ կտրում՝ ֆիքսված երկարությամբ, ներառյալ բազմաթաթ ձգող մեքենա և սերվո կտրող մեքենա:
Բազմաթաթ ձգող մեքենա՝ օգտագործելով ուղեգծային կամ ռոլիկային ձգող կառուցվածք, ձգող ուժը հավասարաչափ է և կարգավորվող, ձգող արագությունը 0,5-10 մմ/րոպե է, որը ճշգրիտ համապատասխանում է էքստրուդերի արագությանը՝ ապահովելով խողովակի հավասարաչափ պատերի հաստությունը. Մատակարարված է լարվածության կառավարման համակարգով՝ խողովակի ձգվելու և դեֆորմացման դեմ պայքարելու համար:
Սերվո կտրող մեքենա՝ բաժանված երկու տիպի՝ թռչող դանակով կտրում և պլանետային կտրում: Փոքր տրամագծով խողովակները կտրվում են թռչող դանակով, իսկ մեծ տրամագծով խողովակները՝ պլանետային կտրմամբ: Կտրման երկարությունը կարող է ազատ կերպով կարգավորվել շոշափական էկրանի միջոցով, իսկ կտրման ճշգրտությունը ≤±2 մմ է: Կտրման ընթացքում բացվածքներ չեն առաջանում, եզրերը հարթ են, իսկ սղոցատեղը՝ հարթ: Աջակցում է ավտոմատ հաշվարկման ֆունկցիային:
Դետեկտորային և շարվածքային միավորը, որպես վերջնանյութի որակի և հետագա պահեստավորման վերահսկման հիմնարար օղակ, ներառում է առցանց դետեկտորային համակարգ և ավտոմատ շարվածքային մեքենա:
Առցանց դետեկտորային համակարգ՝ համատեղելով պատի հաստության դետեկտոր, արտաքին տրամագծի դետեկտոր և ճնշման ստուգման մեքենա, որոնք իրական ժամանակում վերահսկում են խողովակների պատի հաստության հավասարաչափությունը, արտաքին տրամագծի շեղումը և ճնշման դիմացկությունը և ավտոմատ կերպով նշում ու հեռացնում են չհամապատասխան արտադրանքները:
Ավտոմատ կույտավորման սարք. Կտրված խողովակները փոխադրվում են կույտավորման գոտի կոնվեյերային գծով և կոբոտային բազուկի կողմից համապատասխան քանակով կարգավորվում են: Կարելի է կարգավորել կույտի բարձրությունը՝ նվազեցնելով աշխատանքի ֆիզիկական լարվածությունը և բարձրացնելով պահեստավորման արդյունավետությունը:



2. Աշխատանքային գործընթաց
• Խառնման գործընթաց. Ըստ բաղադրատոմսի՝ PVC խեժը և տարբեր ավելացուցիչները տեղադրվում են արագաշարժ խառնիչ, տաք խառնվում են սահմանված ջերմաստիճանի վրա, ապա տեղափոխվում են սառը խառնիչ՝ սառեցման համար, որպեսզի ստացվի համասեռ չոր խառնուրդ.
• Ավտոմատ ներարկում. Վակուումային ներարկման սարքը չոր խառնուրդը տեղափոխում է էքստրուդերի ավտոմատի բունկերի մեջ.
• Խառնման էքստրուդում. Խառնուրդը տաքացվում, շեղվում և պլաստիֆիկացվում է երկու պտուտակ ունեցող էքստրուդերում՝ կազմավորելով համասեռ հալված զանգված, որն անցնում է փողավոր կայանքի միջով՝ ձևավորելով խողովակային դրոշմ:
• Ձևավորվող սառեցում. Շիշ-ձողիկը մտնում է վակուումային չափի տուփ և ձևավորվում է բացասական ճնշման ադսորբցիայի և սառեցման ջրի միջոցով: Այնուհետև սառեցվում է բազմաստիճան սառեցման ջրային ավազանում՝ ստեղծելով պինդ խողովակային նյութ;
• Ճոպորում և կտրում. Բազմաթաթ ճոպորող մեքենան համաչափ ձգում է խողովակը, իսկ սերվո կտրող մեքենան ճշգրիտ կտրում է նախատեսված երկարությամբ;
• Ստուգում և կույտավորում. Օնլայն ստուգման համակարգը կատարում է որակի ստուգում, իսկ որակավորված խողովակները դասավորվում և կույտավորվում են ավտոմատ կույտավորող մեքենայի կողմից, ապա փաթեթավորվում և պահեստավորվում;

Հեղինակային իրավունք © 2026 Չжанցզյագան Գոլդեն Ֆար Իստ Մեքենիքալ Կո., Լտդ. Բոլոր իրավունքները պաշտպանված են: