ملک: ویتنام ہمارے فیکٹری کی پہلی وزیت: 2018-09-20 PVC پائپ ایکستروژن لائن، ڈیوئل PVC پائپ: 2mm – 63mm کے بارے میں تبادلہ خیال کے لیے ملاقات ٹیکنالوجی، مشینوں کے چلنے، اور دیگر معلومات پر تبادلہ خیال کے لیے 2 دن۔ یہ صارف کا پہلا...

ملک: ویتنام
ہمارے فیکٹری کا پہلا دورہ: 20-09-2018
PVC پائپ الگ تفریق لائن، ڈیوئل PVC پائپ: 20 ملی میٹر – 63 ملی میٹر کے بارے میں بات چیت کے لیے ملاقات، 2 دن تک ٹیکنالوجی، مشینوں کے چلنے اور دیگر معلومات پر تبادلہ خیال کیا گیا۔ یہ صارف کا پائپ انڈسٹری میں پہلا سرمایہ کاری منصوبہ ہے، اس منصوبے کا آغاز کرنے کے لیے، صارف نے تقریباً 2 سال تک مارکیٹ میں تحقیق کی تھی۔ ہم نے ویتنام میں صارف سے پہلے بھی 2 بار ملاقات کی تھی، اور صارف نے سپلائر کا انتخاب کرنے کا بھی سوچا تھا۔ 2018 میں، صارف ہماری فیکٹری کا دورہ کرنے آیا، ہمارے وسیع تجربے کی بنیاد پر، ہم نے اسے تفصیلی منصوبہ کیس اور خام مال کی تشکیل کی سمت فراہم کی۔ مئی 2019 میں، صارف نے اس منصوبے کو شروع کرنے کا فیصلہ کیا۔

5 اگست 2019 کو، صارف چلنے والی مشینوں کی جانچ کے لیے ہماری فیکٹری آیا۔ ایک دن، ہم نے مکمل پیداواری لائن کا تجربہ کیا جس میں الگ تفریق لائن اور بیلنگ مشین شامل تھی۔
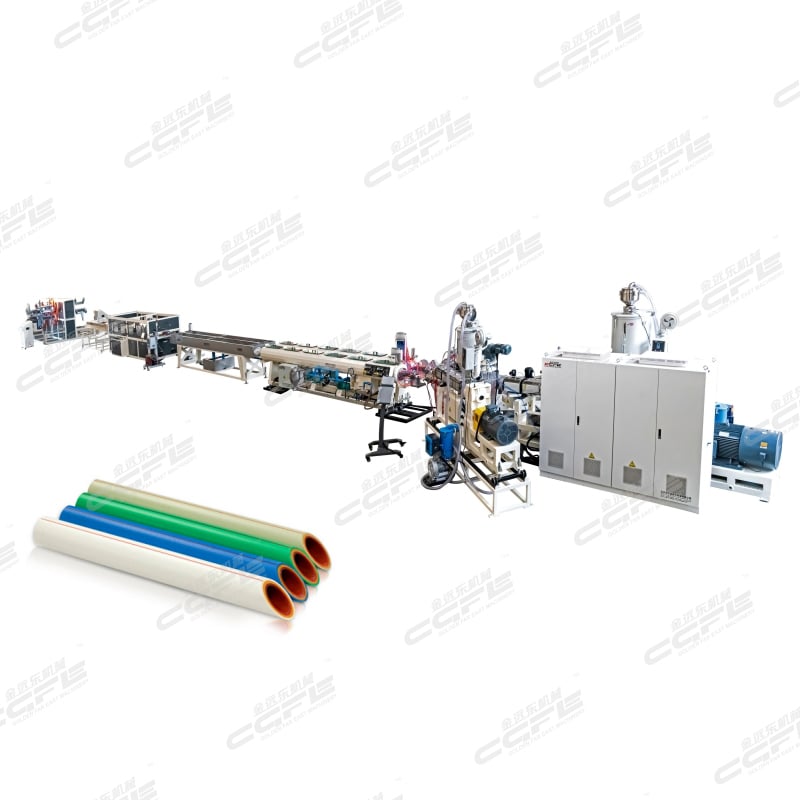
پی وی سی پائپ کی پیداواری لائن ایک خودکار پیداواری لائن ہے جو خام مال کی پروسیسنگ، میلٹ ایکسٹریوژن، ماڈلنگ اور شکل دینے، کھینچنے اور کٹنگ، ٹیسٹنگ اور اسٹیکنگ کو یکجا کرتی ہے۔ اس کا بنیادی طور پر استعمال پی وی سی یو، پی وی سی ایم، پی وی سی سی اور دیگر قسم کے پلاسٹک پائپس کی تیاری کے لیے کیا جاتا ہے، جو پانی کی فراہمی اور نکاسی، بلدیاتی انجینئرنگ، عمارت کی تعمیراتی وائرنگ، اور زرعی آبپاشی جیسے شعبوں میں وسیع پیمانے پر استعمال ہوتے ہیں۔ پوری پیداواری لائن ماڈیولر ڈیزائن اپناتی ہے، جسے پائپ کی تفصیلات اور پیداوار کی ضروریات کے مطابق لچکدار طریقے سے تشکیل دیا جا سکتا ہے، اور اس میں استحکام، موثرتا اور ذہانت کی خصوصیات ہوتی ہیں۔
1۔ مرکزی اجزاء، سسٹمز، اور افعال
پوری پی وی سی پائپ پیداواری لائن پانچ مرکزی حصوں پر مشتمل ہوتی ہے: خام مال کی پیشگی پروسیسنگ یونٹ، ایکسٹریوژن میزبان یونٹ، تشکیل اور ماڈلنگ یونٹ، کھینچنے اور کٹنگ یونٹ، اور تشخیص اور اسٹیکنگ یونٹ۔ ہر یونٹ باہم مربوط طریقے سے کام کرتا ہے تاکہ خام مال سے لے کر تیار پائپس تک مکمل عمل کی خودکار پیداوار حاصل کی جا سکے۔
خام مال کی پری ٹریٹمنٹ یونٹ پائپس کی معیار کو یقینی بنانے کے لیے ایک ضروری شرط ہے، جس میں زیادہ تر ہائی اسپیڈ مکسر، سرد و گرم مکسنگ یونٹس، اور خودکار فیڈنگ سسٹمز شامل ہیں۔
ہائی اسپیڈ مکسر: فارمولے کے تناسب کے مطابق پی وی سی رال پاؤڈر، استحکام دہن، پلاسٹیسائزر، فِلر، رنگ لا دینے والی چیز اور دیگر مددگار مواد کو مکس کرنا۔ زیادہ رفتار والی اسٹررنگ اور شیئرنگ کے تحت، مواد کا درجہ حرارت بڑھ کر 110-120 ℃ تک ہو جاتا ہے تاکہ ہر جزو کی یکساں تقسیم حاصل ہو سکے؛
سرد و گرم مکسنگ یونٹ: گرم مکس کیا گیا مواد سرد مکسنگ مشین میں داخل ہوتا ہے تاکہ اس کا درجہ حرارت گر کر 40-50 ℃ تک آ جائے، جس سے زیادہ حرارت کی وجہ سے مواد کے گول گول ٹکڑے بننے سے بچا جا سکے اور مواد کی تبريد اور خشک کرنے کا عمل مکمل ہو جائے؛
خودکار فیڈنگ سسٹم: ویکیوم فیڈنگ مشین کے استعمال سے، مکس شدہ مواد کو ایکسٹریوژن مشین کے ہاپر تک درست طریقے سے منتقل کیا جاتا ہے، اور پورا عمل بند ہوتا ہے جس میں دھول کا رساؤ نہیں ہوتا۔ فیڈنگ کی درستگی کی خرابی ≤ 1% ہے۔
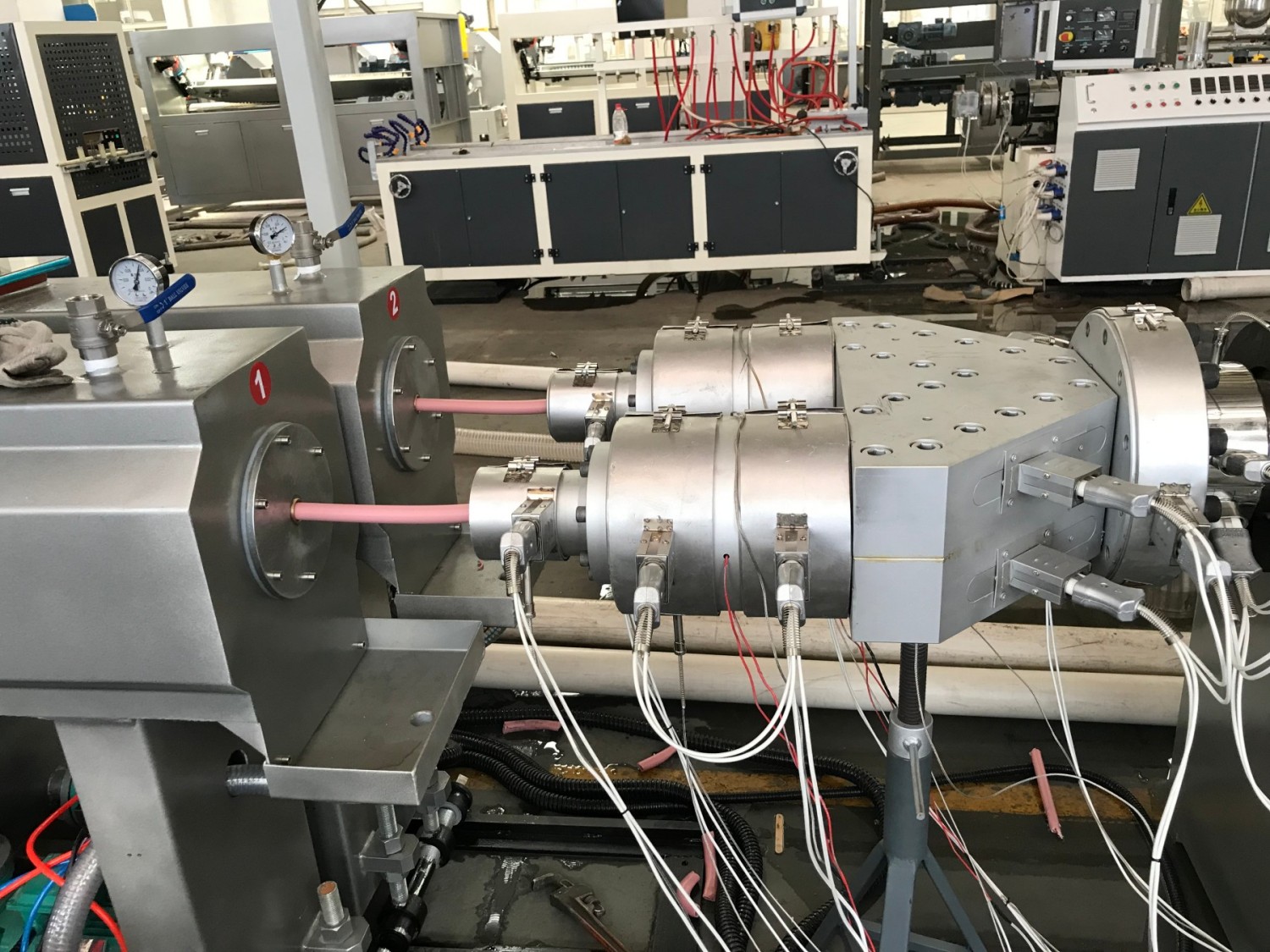
ایکستروژن ہوسٹ یونٹ پیداوار لائن کا مرکزی طاقت کا ذریعہ ہے، اور مین سٹریم کانفیگریشن ایک کونکل ٹوئن سکرو ایکسٹریوڈر ہے، جو PVC مواد کی زیادہ وِسکوسٹی اور کم فلوئڈیٹی کی خصوصیات کے لیے مناسب ہے۔
سکرو اور بیرل: 38CrMoAlA الائے مواد سے تیار کیا گیا ہے، نائٹرائیڈنگ علاج کے بعد سطحی سختی HV900 یا اس سے زیادہ ہوتی ہے، اور بہترین پہننے اور کوروزن کی مزاحمت ہوتی ہے؛ کونکل ٹوئن سکرو کا غیر مساوی فاصلہ اور گہرائی کا ڈیزائن مواد کی فورسڈ ٹرانسمیشن، مکمل پلاسٹسائزیشن، اور مستحکم اخراج حاصل کر سکتا ہے، جس سے مواد کے ڈیگریڈیشن کو مؤثر طریقے سے روکا جا سکتا ہے؛
درجہ حرارت کنٹرول سسٹم: علاقائی آزاد درجہ حرارت کنٹرول اپنانے کے ساتھ، مواد کا سلنڈر فیڈنگ حصہ، کمپریشن حصہ، میلٹنگ حصہ، اور ہوموجینائزیشن حصہ میں تقسیم ہوتا ہے، جس کا درجہ حرارت کنٹرول رینج 140-190 ℃ اور درجہ حرارت کنٹرول کی درستگی ± 1 ℃ ہوتی ہے؛ مشین ہیڈ میں میلٹ پریشر کو حقیقی وقت میں نگرانی کرنے کے لیے دباؤ سینسر لگایا گیا ہے، جو ایکستریوژن کی استحکام کو یقینی بناتا ہے؛
ڈرائیو سسٹم: 15-160kW طاقت کی حد والے ویری ایبل فریکوئنسی سپیڈ ریگولیٹنگ موٹر سے لیس، ایکسٹریوژن کی رفتار پائپ کی تفصیلات کے مطابق ایڈجسٹ کی جا سکتی ہے، اور ایکسٹریوژن والیوم کی حد 50-1000kg/h ہے۔
فارمنگ اور شیپنگ یونٹ پائپ کی قیاسی درستگی اور سطح کی معیار کا تعین کرتا ہے، جو بنیادی طور پر ایکسٹریوژن ڈائیز، ویکیوم سائزنگ باکسز، اور کولنگ واٹر ٹینکس پر مشتمل ہوتا ہے۔
ایکسٹروژن سانچہ: ایک وقفے والے سپائرل ڈائی ہیڈ کا استعمال کرتے ہوئے، بہاؤ والے چینل کو سٹریم لائن ڈیزائن کے ساتھ بہتر بنایا گیا ہے، اور میلٹ بہاؤ ہموار ہوتا ہے جس میں کوئی بے کار کونے نہیں ہوتے۔ اسے φ 16 سے لے کر φ 800 ملی میٹر تک مختلف قطر کے پائپس کی پیداوار کے لیے موافقت کیا جا سکتا ہے؛ سانچے کا مواد اعلیٰ معیار کی ڈائی سٹیل ہوتی ہے، جسے پالش کیا گیا ہے اور کروم پلیٹنگ کی گئی ہے، جس کی سطحی ہمواری Ra0.2 μm ہوتی ہے، جو پائپ کی بیرونی دیوار کو ہموار رکھنے کو یقینی بناتی ہے؛
خلائی ماپ کا باکس: خلاء کشش شکل دینے کی ٹیکنالوجی کا استعمال کرتے ہوئے، خلائی درجہ -0.04 سے -0.08MPa کی حد تک منضبط کیا جا سکتا ہے۔ پائپ کی بیرونی دیوار کو خلا کے منفی دباؤ کے ذریعے ماپ کی sleev (باکس) پر کھینچا جاتا ہے، اور باکس کے اندر سرکولیٹنگ تبرید کے پانی کے ساتھ مل کر، پائپ کی تیزی سے تبرید اور تشکیل حاصل ہوتی ہے جس کی قطر کی درستگی ± 0.3 فیصد ہوتی ہے؛
سرد پانی کا ٹینک: متعدد مراحل پر مشتمل سردی کے علاقوں میں تقسیم شدہ، جو درجہ حرارت کے تناسب کے ذریعے کنٹرول ہوتا ہے، اور پائپس کو اچانک سردی سے ہونے والے زیادہ اندرونی دباؤ کی وجہ سے دراڑیں پیدا ہونے سے بچانے کے لیے کمرے کے درجہ حرارت سے آہستہ آہستہ کم درجہ حرارت تک سرد کیا جاتا ہے۔ سرد کیے گئے پائپس مستحکم تشکیل کا اثر رکھتے ہیں اور ان میں کوئی موڑ یا تبدیلی نہیں ہوتی۔
کھینچنے اور کاٹنے کا یونٹ لمبائی کے حساب سے یکساں نقل و حمل اور درست کاٹنے کو یقینی بناتا ہے، جس میں متعدد پنجوں والی کھینچنے والی مشین اور سروو کاٹنے والی مشین شامل ہیں۔
متعدد پنجوں والی کھینچنے والی مشین: یہ ٹریک یا رولر ٹریکشن ساخت استعمال کرتی ہے، جس میں کھینچنے کی طاقت یکساں اور قابلِ ایڈجسٹ ہوتی ہے، کھینچنے کی رفتار 0.5-10 ملی میٹر/منٹ ہے، جو اخراج کی رفتار کے ساتھ بالکل موزوں ہوتی ہے تاکہ پائپ کی دیوار کی یکساں موٹائی کو یقینی بنایا جا سکے؛ کشش کنٹرول سسٹم سے لیس تاکہ پائپ کو کھینچنے اور تشکیل بدلنے سے روکا جا سکے؛
سرفو کٹنگ مشین: دو اقسام میں تقسیم شدہ: اُڑتی چاقو کے ذریعہ کٹنگ اور سیارا نما کٹنگ۔ چھوٹے قطر والے پائپس کو اُڑتی چاقو سے کاٹا جاتا ہے، جبکہ بڑے قطر والے پائپس کو سیارا نما کٹنگ سے کاٹا جاتا ہے۔ کٹنگ کی لمبائی کو ٹچ اسکرین کے ذریعے آزادانہ طور پر سیٹ کیا جا سکتا ہے، اور کٹنگ کی درستگی ≤± 2 ملی میٹر ہوتی ہے۔ کٹنگ کے عمل میں دھاریاں یا ٹوٹے ہوئے کنارے نہیں ہوتے، اور کٹاؤ ہموار ہوتا ہے۔ یہ خودکار گنتی کے فنکشن کی حمایت کرتی ہے۔
تشخیص اور اسٹیکنگ یونٹ، مکمل شدہ مصنوعات کی معیار کنٹرول اور بعد کے لیے ویئر ہاؤسنگ کے لیے ایک اہم کڑی کے طور پر، آن لائن تشخیص نظام اور خودکار اسٹیکنگ مشین پر مشتمل ہوتا ہے۔
آن لائن تشخیص نظام: دیوار کی موٹائی کا تصدیق کرنے والا، بیرونی قطر کا تصدیق کرنے والا، اور دباؤ کی جانچ مشین کو یکجا کرنا، پائپس کی دیوار کی موٹائی کی ہم آہنگی، بیرونی قطر کا انحراف، اور دباؤ کی طاقت کی حق وقت نگرانی کرنا، اور غیر معیاری مصنوعات کو خودکار طور پر نشان زد اور ہٹانا؛
آٹومیٹک اسٹیکنگ مشین: کٹے ہوئے پائپ کنڈی بیلٹ کے ذریعے اسٹیکنگ کے علاقے میں بھیج دیے جاتے ہیں اور روبوٹک بازو کے ذریعے مقررہ مقدار کے مطابق منظم طریقے سے اسٹیک کر دیے جاتے ہیں۔ اسٹیکنگ کی اونچائی کو ایڈجسٹ کیا جا سکتا ہے جس سے دستی محنت کی شدت کم ہوتی ہے اور اسٹوریج کی کارکردگی میں بہتری آتی ہے۔



2۔ ورک فلو
• اجزاء کا مرکب: فارمولے کے مطابق، پی وی سی رال اور مختلف اضافات کو ہائی اسپیڈ مکسر میں ڈالا جاتا ہے، مطلوبہ درجہ حرارت تک گرم مرکب بنایا جاتا ہے، اور پھر ٹھنڈا کرنے کے لیے کولڈ مکسر میں منتقل کر دیا جاتا ہے تاکہ یکساں خشک مرکب حاصل ہو سکے؛
• آٹومیٹک فیڈنگ: ویکیوم فیڈنگ مشین خشک مرکب مواد کو ایکسٹریوژن ہوسٹ کے ہاپر تک پہنچاتی ہے؛
• میلٹ ایکسٹریوژن: مواد کو ٹون سکریو ایکسٹریوژر میں گرم کیا جاتا ہے، شیئر کیا جاتا ہے، اور پلاسٹسائز کیا جاتا ہے تاکہ ایک یکساں میلٹ تشکیل پائے، جو ڈائی کے ذریعے ٹیوبولر بلیٹ میں ایکسٹریوڈ ہو جاتا ہے؛
• شکل دینے کا عمل اور ٹھنڈا کرنا: نلی نما بلیٹ ویکیوم سائزز بکس میں داخل ہوتا ہے اور منفی دباؤ کی ایڈسوپشن اور ٹھنڈے پانی کے ذریعے اس کی شکل بن جاتی ہے۔ اس کے بعد اسے ٹھنڈے پانی کے ٹینک کے ذریعے متعدد مراحل میں ٹھنڈا کیا جاتا ہے تاکہ مضبوط پائپ کا مواد حاصل ہو سکے؛
• کھینچنا اور کاٹنا: ملٹی کلوا ٹریکشن مشین پائپ کو یکساں طور پر کھینچتی ہے، اور سروو کاٹنے والی مشین پیشگی طے شدہ لمبائی کے مطابق بالکل درست کاٹتی ہے؛
• معائنہ اور اسٹیکنگ: آن لائن معائنہ سسٹم معیار کی جانچ مکمل کرتا ہے، اور منظور شدہ پائپ خودکار اسٹیکنگ مشین کے ذریعے ترتیب دیئے جاتے ہیں اور اسٹیک کیے جاتے ہیں، پیک کیے جاتے ہیں اور اسٹور کیے جاتے ہیں۔

کاپی رائٹ © 2026 زھانگجیاگانگ گولڈن فار ایسٹ مشینری کمپنی، لمیٹڈ۔ تمام حقوق محفوظ ہیں۔