Shteti: Vietnami Vizita e parë në fabrikën tonë: 2018-09-20 Takim për diskutim mbi linjën e ekstrudimit të gypave PVC, gyp PVC i dyfishtë: 20mm – 63mm 2 ditë për diskutim mbi teknologjinë, funksionimin e pajisjeve dhe informacione të tjera. Kjo është rasti i parë i klientit...

Shteti: Vietnami
Vizita e parë në fabrikën tonë: 2018-09-20
Takim për diskutim të linjës së ekstrudimit të gypave PVC, gyp PVC i dyfishtë: 20mm – 63mm, 2 ditë për diskutim mbi teknologjinë, makinat në funksionim dhe informacione të tjera. Kjo është investimi i parë i klientit në industrinë e gypave; për të filluar këtë projekt, klienti ka kryer hulumtime në treg për rreth 2 vjet. Ne u takuam me klientin dy herë më parë në Vietnam, gjithashtu klienti mendoi të zgjedh furnitorin. Në vitin 2018, klienti erdhi të vizitonte fabrikën tonë, ku bazuar në eksperiencën tonë të pasur, i ofruam një rast detajuar projekti dhe drejtimin e formulimit të lëndës së parë. Në maj 2019, klienti vendosi të nisë këtë projekt.

Më 5 gusht 2019, klienti erdhi në fabrikën tonë për të kontrolluar makinat në funksionim. Një ditë, ne testuam tërë linjën e prodhimit, përfshirë linjën e ekstrudimit dhe makinen për bërjen e bishtave.
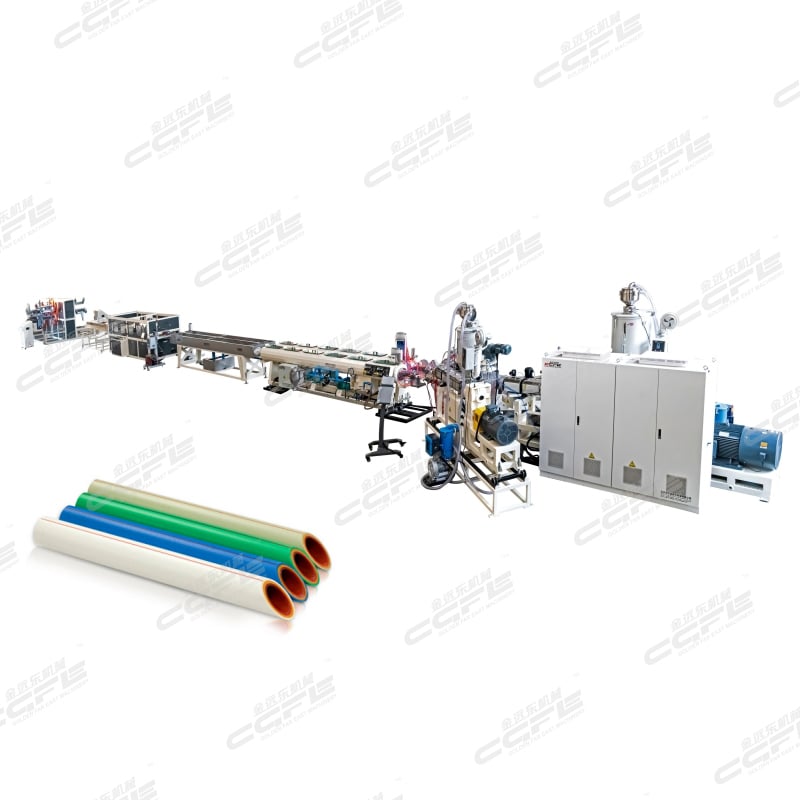
Vija e prodhimit të gypave PVC është një vijë prodhimi automatike që integron përpunimin e lëndës së parë, ekstrudimin e shkrirës, formimin dhe modelimin, prerjen me tërheqje, testimin dhe ngarkimin. Kjo përdoret kryesisht për prodhimin e serive të gypave plastike PVC-U, PVC-M, PVC-C dhe të tjera, të cilat përdoren gjerësisht në fusha si furnizimi me ujë dhe drenazhi, inxhinieri urbane, montimi në ndërtesa dhe irrigacioni bujësor. E gjithë vija e prodhimit adopton një dizajn modulor, i cili mund të konfigurohet fleksiblisht sipas specifikimeve të gypave dhe kërkesave të prodhimit, dhe ka karakteristikat e qëndrueshmërisë, efikasitetit dhe inteligjencës.
1、 Pjesët bërthamë, sistemet dhe funksionet
E gjithë vija e prodhimit të gypave PVC përbëhet nga pesë pjesë themelore: njësia e parapërpunimit të lëndës së parë, njësia kryesore e ekstrudimit, njësia e formimit dhe modelimit, njësia e tërheqjes dhe prerjes, si dhe njësia e detektimit dhe ngarkimit. Çdo njësi funksionon në koordinim për të arritur prodhimin automatik të plotë nga lënda e parë deri te gypat përfundimtarë.
Njësia e parapërpunimit të lëndës së parë është një kusht i nevojshëm për garantimin e cilësisë së tubave, përfshirë kryesisht përzierës me shpejtësi të lartë, njësi përzierjeje të nxehtë dhe të ftohtë, dhe sisteme automatike ushqimi.
Përzierës me shpejtësi të lartë: Përziejni pluhurin e rezinës PVC, stabilizator, plastifikues, mbushës, ngjyrues dhe materiale ndihmëse të tjera sipas raportit të formulës. Nën përzierjen dhe prerjen me shpejtësi të lartë, temperatura e materialit ngritet në 110-120 ℃ për të arritur shpërndarjen uniforme të secilit komponent;
Njësia e përzierjes së ftohtë dhe të nxehtë: Materialet e përzierë të nxehta hyjnë në makinën e ftohjes për t'u ftohur deri në 40-50 ℃, duke shmangur grumbullimin e materialeve në temperaturë të lartë dhe duke përfunduar ftohjen dhe tharjen e materialit;
Sistemi automatik i ushqimit: Duke përdorur një makinë ushqimi me vakum, materialet e përzier transmetohen saktësisht në hoperin e ekstruduesit, dhe e gjithë procesi është i sigurt pa rrjedhje pluhuri. Gabimi i saktësisë së ushqimit është ≤ 1%.
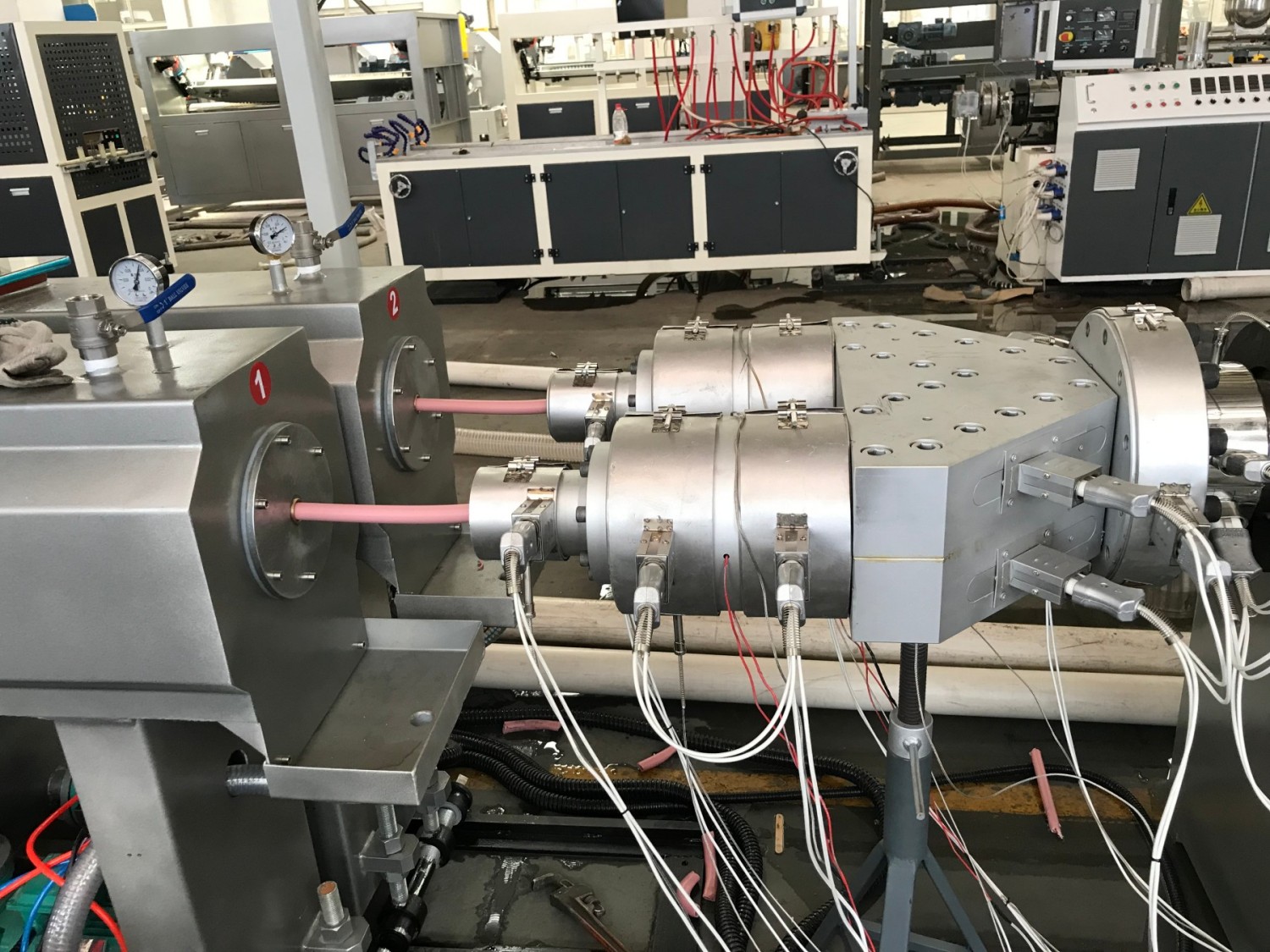
Njësia kryesore e ekstrudimit është burimi kryesor i energjisë i linjës së prodhimit, dhe konfigurimi kryesor është një ekstrudues me dy skrup të formës konike, i cili është i përshtatshëm për karakteristikat e larta të viskozitetit dhe të ulëta të rrjedhshmërisë së materialeve PVC.
Skrupi dhe korpusi: të bërë nga material aleator 38CrMoAlA, me nxehtësi sipërfaqësore HV900 ose më shumë pas trajtimit me nitridim, dhe rezistencë të shkëlqyeshme ndaj fërcimit dhe korrozionit; Dizajni me distanca dhe thellësi të pabarabarta të skrupit binjak konik mund të arrijë bartje të detyruar, plastifikim të plotë dhe ekstrudim të qëndrueshëm të materialeve, duke shmangur efektivisht degradimin e materialit;
Sistemi i kontrollit të temperaturës: duke adoptuar kontroll të temperaturës së zonës së pavarur, cilindri i materialit ndahet në seksionin e ushqimit, seksionin e kompresimit, seksionin e shkrirjes dhe seksionin e homogjenizimit, me një diapazon kontrolli temperature prej 140-190 ℃ dhe saktësi kontrolli temperature prej ± 1 ℃; Koka e makinës është pajisur me një sensor shtrese që monitoron në kohë reale shtypjen e masës së shkrirë, duke siguruar stabilitet ekstrudimi;
Sistemi i transmisionit: I pajisur me motor me rregullim shpejtësie me frekuencë variabël me një diapazon fuqie prej 15-160kW, shpejtësia e ekstrudimit mund të rregullohet sipas specifikimeve të gypit, dhe diapazoni i vëllimit të ekstrudimit është 50-1000kg/h.
Njësia e formimit dhe profilimit përcakton saktësinë dimensionale dhe cilësinë e sipërfaqes së gypit, e përbërë kryesisht nga formë ekstrudimi, kuti vakuumi për përcaktimin e madhësisë dhe enë mbushjeje uji për ftohje.
Moldi i ekstrudimit: duke përdorur një krye die spirale të specializuar, kanali i rrjedhjes optimizohet me një dizajn të pastruar, dhe rrjedhja e shkrirës është e lëmuar pa kënde të vdekur. Mund të përshtatet për prodhimin e tubave me diametra të ndryshëm nga φ 16 deri në φ 800 mm; Materiali i moldit është çelik i lartë cilësie për mold, i lëmuar dhe me plating kromi, me një lëmuarje sipërfaqësore Ra0.2 μm, duke garantuar një mur anësor të jashtëm të tubit të lëmuar;
Kuti vakuumi për dimensionim: duke përdorur teknologjinë e formimit me thithje vakuumi, shkalla e vakuumit mund të rregullohet brenda intervalit -0.04~-0.08 MPa. Muri i jashtëm i tubit thithet mbi manžonën e dimensionimit përmes presionit negativ vakuumi, dhe së bashku me ujin e ftohjes qarkullues brenda kutisë, arrin ftohjen e shpejtë dhe formimin e tubit me saktësi diametri ± 0.3%;
Rezervuari i ujit të ftohjes: ndahet në zona me shumë stade ftohje, të kontrolluara nga gradienti i temperaturës së ujit, që ngadalë ftohen nga temperatura e dhomës deri në temperaturë të ulët, për të shmangur çarjet e gypave për shkak të tensionit të lartë brendshëm të shkaktuar nga ftohja e menjëhershme. Gypat e ftohur kanë një efekt të qëndrueshëm formimi dhe pa përkulje ose deformime.
Njësia e terheqjes dhe prerjes realizon transportim të njëtrajtshëm dhe prerje të saktë me gjatësi të fiksuar të gypave, duke përfshirë një makinë terheqëse me shumë kthetrë dhe një makinë prerëse servo.
Makinë terheqëse me shumë kthetrë: me strukturë terheqjeje të tipit rrugë orizontale ose me rrota, forca e terheqjes është e njëtrajtshme dhe e rregullueshme, shpejtësia e terheqjes është 0.5-10 mm/min, e cila përputhet saktësisht me shpejtësinë e shtypjes për të garantuar trashësinë e njëtrajtshme të murit të gypit; pajisje me sistem kontrolli tensioni për të parandaluar zgjatjen dhe deformimin e gypit;
Makina e prerjes me servo: ndahet në dy lloje: prerje me gërshërë fluturuese dhe prerje planetare. Gypat me kalibër të vogël përpunohen me gërshërë fluturuese, ndërsa gypat me kalibër të madh përpunohen me metodën planetare. Gjatësia e prerjes mund të caktohet në mënyrë të lirë përmes ekranit me prekje, dhe saktesia e prerjes është ≤± 2mm. Procesi i prerjes është pa debora dhe pa skaje të thyera, dhe prerja është e rrafshët. Mbështet funksionin e numërimit automatik.
Njësia e kontrollit dhe e ngarkimit, si një lidhje kryesore për kontrollin e cilësisë së produkteve të përfunduara dhe depozitimit pasues, përfshin një sistem detektimi në linjë dhe një makinë ngarkimi automatike.
Sistem detektimi në linjë: integron detektorin e trashësisë së murit, detektorin e diametrit të jashtëm dhe makinën për testimin e presionit, monitoron në kohë reale uniformitetin e trashësisë së murit, devijimin e diametrit të jashtëm dhe fortësinë nën presion të gypave, dhe shënon automatikisht dhe heq produktet jo të përputhshme;
Makinë Automatike Stakimi: Gypat e prerë dërgohen në zonën e stakimit përmes një linje transmetimi dhe stakohen me saktësi nga një krah robosik sipas sasisë të caktuar. Lartësia e stakimit mund të rregullohet për të zvogëluar intensitetin e punës manuale dhe për të përmirësuar efikasitetin e ruajtjes.



2、 Procesi i punës
• Përzierja e përbërësve: Sipas formulës, rezina PVC dhe aditivët e ndryshëm hidhen në një përzierës me shpejtësi të lartë, nxehen deri në temperaturën e caktuar, dhe më pas kalohen në një përzierës të ftohtë për t'u ftohur, duke marrë një perzierje të thatë të njëtrajtshme;
• Ushqyer automatike: Makina e ushqyer me vakum transporton materialin të thatë të përzier në bregun e ekstruduesit kryesor;
• Ekstrudimi i shkrirë: Materiali ngrohet, thyeret dhe plastifikohet në një ekstrudues me dy skrup të lidhur, formon një shkrije të njëtrajtshme, e cila ekstrudohet në një bllok tubular përmes një matricë;
• Ftohja e formuar: Billeti tubular hyn në kutinë vakum dhe formohet përmes adsorbimit me presion negativ dhe ujë ftohës. Më pas ftohet në disa faza përmes një rezervuari me ujë ftohës për të formuar një material gypi të fortë;
• Tërheqja e prerjes: Makina e tërheqjes me shpatulla të shumfishta tërheq në mënyrë uniforme gypin, dhe makina e prerjes së servos kryen prerjen me saktësi sipas gjatësisë të paracaktuar;
• Kontrolli dhe ngarkimi: Sistemi i kontrollit në linjë kryen inspektimin e cilësisë, dhe gypat e mirëfilltë sortohen dhe ngarkohen nga një makineri automatike ngarkimi, paketohen dhe depozitohen.

Të drejtat e autorit © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. Të gjitha të drejtat janë të rezervuara.