Mamlakat: Vyetnam Zavodimizni birinchi marta tashrif buyurish sanasi: 2018-09-20 PVC quvur ekstruziya liniyasi, ikki tomonlama PVC quvur: 20mm – 63mm bo'yicha 2 kun davomida texnologiya, mashinalarning ishlashi va boshqa ma'lumotlar muhokama qilindi. Bu mijozning birinchi marta...

Mamlakat: Vyetnam
Zavodimizga birinchi tashrif: 2018-09-20
PVC quvur ekstruziya liniyasi, ikki tomonlama PVC quvur: 20mm – 63mm bo‘yicha texnologiyani muhokama qilish, ishlayotgan uskunalar va boshqa ma'lumotlar uchun 2 kun. Bu mijozning quvur sohasiga birinchi marta sarmoya sifatida kirishidir. Ushbu loyihani boshlash uchun mijoz taxminan 2 yil davomida bozor bo‘yicha tadqiqot o‘tkazgan. Avvalgi muddatda Vyetnamda mijoz bilan ikki marta uchrashdik hamda yetkazib beruvchini tanlash haqida fikr bildirdi. 2018-yilda mijoz zavodimizni ko‘rishga keldi, biz esa keng tajribaga ega ekanligimiz sababli unga batafsil loyiha namunasini hamda xom ashyo aralashmasi yo‘nalishi bo‘yicha maslahatlar berdik. 2019-yil may oyida mijoz ushbu loyihani amalga oshirishga qaror qildi.

2019-yil 5-avgustda mijoz ishlayotgan uskunalarni tekshirish uchun zavodimizga keldi. Bir kun davomida ekstruziya liniyasi hamda quvur oxirini kengaytirish mashinasini o‘z ichiga olgan butun ishlab chiqarish liniyasini sinovdan o‘tkazdik.
PVC quvur ishlab chiqarish liniyasi ashyo ishlab chiqarish, suyuqlangan massani siqib chiqarish, shakllantirish, tortish, kesish, sinov o'tkazish va to'plashni birlashtiruvchi avtomatlashtirilgan ishlab chiqarish liniyasidir. U asosan PVC-U, PVC-M, PVC-C va boshqa plastik quvurlar seriyasini ishlab chiqarish uchun mo'ljallangan bo'lib, suv ta'minoti va kanalizatsiya, kommunal inshootlar, binolar elektroprovodkasi hamda qishloq xo'jaligida sug'orish kabi sohalarda keng qo'llaniladi. Butun ishlab chiqarish liniyasi modulli dizaynga ega bo'lib, quvurlarning o'lchamlari va chiqarish hajmiga qarab moslashtirilishi mumkin hamda barqarorlik, samaradorlik va aqlli mexanizmlashganlik xususiyatlariga ega.
1. Asosiy komponentlar, tizimlar va funksiyalar
Butun PVC quvur ishlab chiqarish liniyasi aralashma tayyorlash bo'limi, ekstruzion stansiya, shakllantirish bo'limi, tortish-kkesish bo'limi hamda sinov o'tkazish va to'plash bo'limlaridan iborat besh asosiy qismdan tashkil topgan. Har bir bo'lim muvofiqlikda ishlaydi va aralashmadan to yakuniy mahsulotgacha bo'lgan butun jarayonni avtomatlashtirilgan holda amalga oshiradi.
Xomashyoni oldindan tayyorlash bo'limi naychalarning sifatini ta'minlash uchun zarur shart bo'lib, asosan yuqori tezlikdagi aralashtirgichlar, issiq va sovuq aralashtirish qurilmalari hamda avtomatik oziqlantirish tizimlarini o'z ichiga oladi.
Yuqori tezlikdagi aralashtirgich: PVC rezin poroshogi, barqarorlashtiruvchi, plastifikator, to'ldirgich, rang beruvchi hamda boshqa yordamchi materiallarni formula nisbatiga muvofiq aralashtiradi. Yuqori tezlikdagi aralashtirish va qirish ta'sirida aralashma harorati 110-120 ℃ gacha ko'tarilib, komponentlarning tekis tarqalishiga erishiladi;
Issiq va sovuq aralashtirish bo'limi: Issiq aralashtirilgan aralashma sovuq aralashtirgichga tushib, 40-50 ℃ gacha sovutiladi, bu esa yuqori haroratdagi aralashmaning jamlanishini oldini oladi hamda aralashmani sovutish va quritishni yakunlaydi;
Avtomatik oziqlantirish tizimi: Vakuumli oziqlantirish qurilmasidan foydalangan holda, aralashtirilgan materiallar aniq ravishda ekstruder qabiga yetkaziladi, butun jarayon chang chiqarishsiz germetik ravishda amalga oshiriladi. Oziqlantirish aniqligi xatosi ≤ 1%.
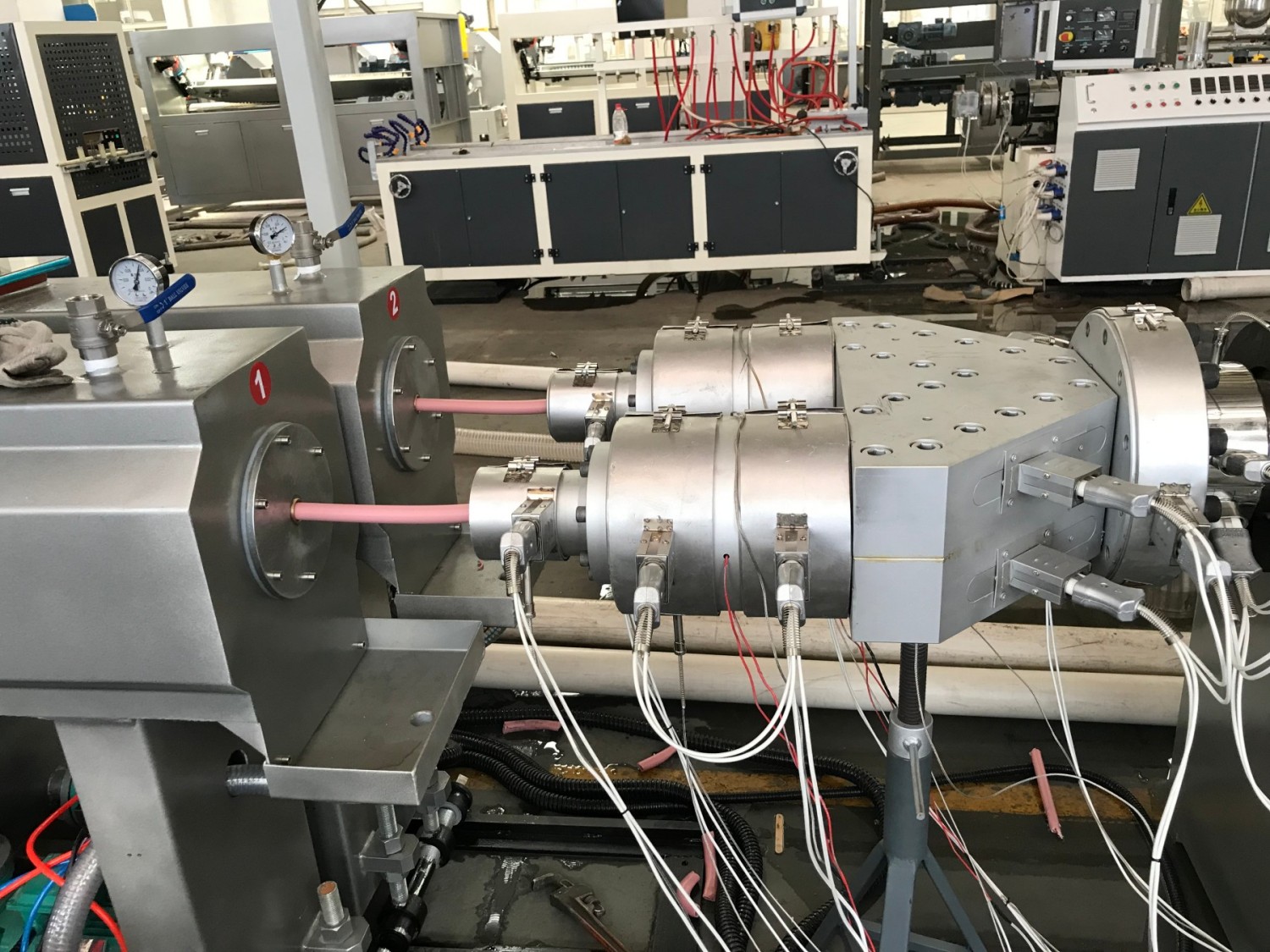
Suv o'tkazgich asosiy bloki ishlab chiqarish liniyasining asosiy kuch manbai bo'lib, asosan PVC materiallarining yuqori nisbati va past suyuqligi xususiyatlariga mos keladigan konussimon ikki vintlilardan iborat.
Vint va tsilindr: 38CrMoAlA alloy materialdan tayyorlangan bo'lib, nitridlanishdan keyin HV900 yoki undan yuqori sirt qattiqqligiga ega bo'lib, yaxshi tiklanish va korroziyaga chidamli; Konussimon ikki vintning tengsiz masofasi va chuqurligi materiallarni majburan o'tkazish, to'liq plastiklanish va barqaror siqib chiqarish imkonini beradi, shu bilan birga materiallarning buzilishini samarali ravishda oldini oladi;
Haroratni boshqarish tizimi: zonal o'zaro bog'liq bo'lmagan haroratni boshqarish usulini qo'llaydi, material silindri oziqlantirish bo'limiga, siqilish bo'limiga, suyuqlash bo'limiga va bir xil qilish bo'limiga ajratilgan bo'lib, haroratni boshqarish diapazoni 140-190 ℃ va haroratni boshqarish aniqligi ± 1 ℃; asbob boshi suyuq aralashmaning bosimini haqiqiy vaqtda kuzatish uchun bosim sensori bilan jihozlangan bo'lib, siqib chiqarishning barqarorligini ta'minlaydi;
Ulab tizimi: 15-160kV quvvat diapazoniga ega o'zgaruvchan chastotali tezlikni sozlash motori bilan jihozlangan, trubani o'lchoviga qarab siqib chiqarish tezligini sozlash mumkin, siqib chiqarish hajmi esa 50-1000kg/soat oralig'ida;
Shakllantirish va shakl berish bloki trubaning o'lcham aniqligini va sirt sifatini belgilaydi, asosan siqib chiqarish shablonlaridan, vakuumli o'lchash qutilaridan va sovutish suv rezervuarlaridan tashkil topgan.
Suv o'tkazgich shakllantirish matritsasi: maxsus spiral o'q boshidan foydalanish, oqim kanalini silliqlik dizayni bilan optimallashtiriladi va sovuq burchaksiz silliq suyuq oqim hosil bo'ladi. U φ 16 dan φ 800 mm gacha bo'lgan turli diametrli quvurlarni ishlab chiqarishga moslashtirilgan; Matritsa materiali sifatli maxsus po'latdan tayyorlangan, politur qilingan va xromlangan, sirt silliq bo'lib, Ra0.2 μm ni tashkil etadi, naychaning tashqi devorining silliq bo'lishini ta'minlaydi;
Vakuumli o'lchov qutisi: vakuumli so'rishi shakllantirish texnologiyasidan foydalanadi, vakuum darajasi -0,04...-0,08 MPa oralig'ida sozlanadi. Quvurning tashqi devori vakuumli manfiy bosim orqali o'lchov qilish ko'zligiga yopishtiriladi va qutining ichki tomonidagi aylanma sovutish suvi bilan birgalikda tez sovutilish va shakllantirish amalga oshiriladi, diametr aniqligi ± 0,3% ni tashkil etadi;
Sovutish suvi tanki: ko'p bosqichli sovutish zonalariga bo'lingan, suvning harorat graduenti bilan boshqariladi, xonalik haroratdan past haroratgacha asta-sekin sovutiladi va keskin sovutilganda paydo bo'ladigan ichki kuchlanish tufayli quvurlarning yorilishini oldini oladi. Sovutilgan quvurlar barqaror shaklga ega bo'ladi va egilish yoki deformatsiyaga uchramaydi.
Tortish kesish qurilmasi quvurlarni uzunligi aniq o'lchamda bir tekis tashish va aniqlik bilan kesishni amalga oshiradi, bu ko'p panjali tortish mashinasi va servokinemat kesish mashinasidan iborat.
Ko'p panjali tortish mashinasi: yo'nalish yoki valikli tortish tuzilishiga ega, tortish kuchi tekis va sozlanadigan, tortish tezligi 0,5-10 m/min bo'lib, ekstruziya tezligi bilan aynan mos keladi, naycha devorining qalinligi bir tekis bo'lishini ta'minlaydi; Nayoqqa cho'zilish va deformatsiyani oldini olish uchun taranglikni boshqarish tizimi bilan jihozlangan;
Servo kesish mashinasi: uchuvchi pichoq bilan kesish va sayyora usulida kesish—ikkita turga bo'linadi. Kichik diametrli quvurlar uchuvchi pichoq bilan, katta diametrlikilari esa sayyora usulida kesiladi. Kesish uzunligi sensorli ekran orqali erkin sozlanadi va kesish aniqligi ≤± 2 mm. Kesish jarayonida burkulmalar va chetlari qirg'in bo'lmagan holda, kesish sirti tekis bo'ladi. Avtomatik sanash funksiyasini qo'llab-quvvatlaydi.
Tekshirish va jamlash bo'limi yakuniy mahsulot sifatini nazorat qilish hamda keyingi omborga joylashtirishni boshqarishdagi muhim havola bo'lib, onlayn nazorat tizimi hamda avtomatik jamlash mashinasidan iborat.
Onlayn nazorat tizimi: devor qalinligi detektori, tashqi diametr detektori hamda bosim sinov mashinasini birlashtirib, quvurlarning devor qalinligi tekisliligini, tashqi diametri og'ishini hamda bosim chidamliligini real vaqtda nazorat qiladi hamda mos kelmaydigan mahsulotlarni avtomatik belgilab, ajratib tashlaydi;
Avtomatik qadoqlash mashinasi: Kesilgan trubalar transportyor liniyasi orqali qadoqlash maydoniga yuboriladi va robot qo'l tomonidan belgilangan miqdorda tartibli qilib o'raladi. Qadoqlash balandligi sozlanishi mumkin bo'lib, mehnatni qisqartirish va saqlash samaradorligini oshirish imkonini beradi.



2. Ish jarayoni
• Aralashma tayyorlash: Formula asosida PVC rezini va turli qo'shimchalarni tezkor aralashtirgichga solib, belgilangan haroratgacha isitiladi, so'ngra sovutish uchun sovuq aralashtirgichga uzatilib, tekis quruq aralashma olinadi;
• Avtomatik oziqlantirish: Vakuumli oziqlantiruvchi mashina quruq aralashmali materialni ekstruder boshqotaridagi ovqatlanish hopperiga tashiydi;
• Suyuqlangan ekstruziya: Material ikki vintlilik ekstruderda isitiladi, kesiladi va plastik holatga keltiriladi, bir tekis suyuq aralashma hosil qiladi, so'ngra matritsa orqali quvur shaklidagi blankka ektiriladi;
• Shapkali sovutish: Quvurli billet vakuumli o'lchash qutisiga kiradi va manfiy bosimli adsorbsiya hamda sovutish suvi yordamida shakllantiriladi. Keyin sovutish tayanchidagi suv tanklari tomonidan bir nechta bosqichlarda sovutilib, qattiq quvur materiali hosil bo'ladi;
• Tortish kesish: Ko'p panjarali tortish mashinasi quvurni tekis tortadi va servokinematik kesish mashinasi oldindan belgilangan uzunlikka qarab aniq kesadi;
• Tekshiruv va taxkilash: Onlayn tekshiruv tizimi sifat tekshiruvini yakunlaydi va mos keladigan quvurlar avtomatik taxkilash mashinasi tomonidan saralab, tartibga keltiriladi, so'ngra paketlanadi va saqlanadi.

Mualliflik huquqi © 2026 Zhangjiagang Golden Far East Machinery Co., Ltd. Barcha huquqlar himoyalangan.